1
Изобретение относится к сварочной технике и может быть использовано в автоматах и полуавтоматах для дуговой сварки плавящимся электродом.
Известно устройство для подачи сварочной проволоки, содержгидее две пары подакнцих роликов, из которых привод,ные ролики имеют одинаковый диаметр ij. Недостатком этого устройства является низкое качество сварного шва из-за постоянной скорости подачи сварочной проволоки при применении повышенных режимов.
Наиболее близким по технической сущности и достигаемому результату является устройство для подачи сварочной проволоки, содержащее установленные в корпусе п4зи5кимиыероЛикй и приводные ролики, выполненные с разньм диаметром и связанные с приводом 2J.
Однако такое устройство не обеспечивает подачу сварочной проволоки с разной скоростью.
Целью изобретения-яйлявтся повышение качества начального и конечного участков шва. Это яоет«га«тс я твм что устройство сиайжейо муфтоЯ предельного момента, соединяюмей приводной ролик меныи.го диаметра с приводом, жестко закрепленным на корпусе электромагнитом и шарнирно установленным на корпусе коромыслом, связывающим прижимные ролики с электромагнитом.
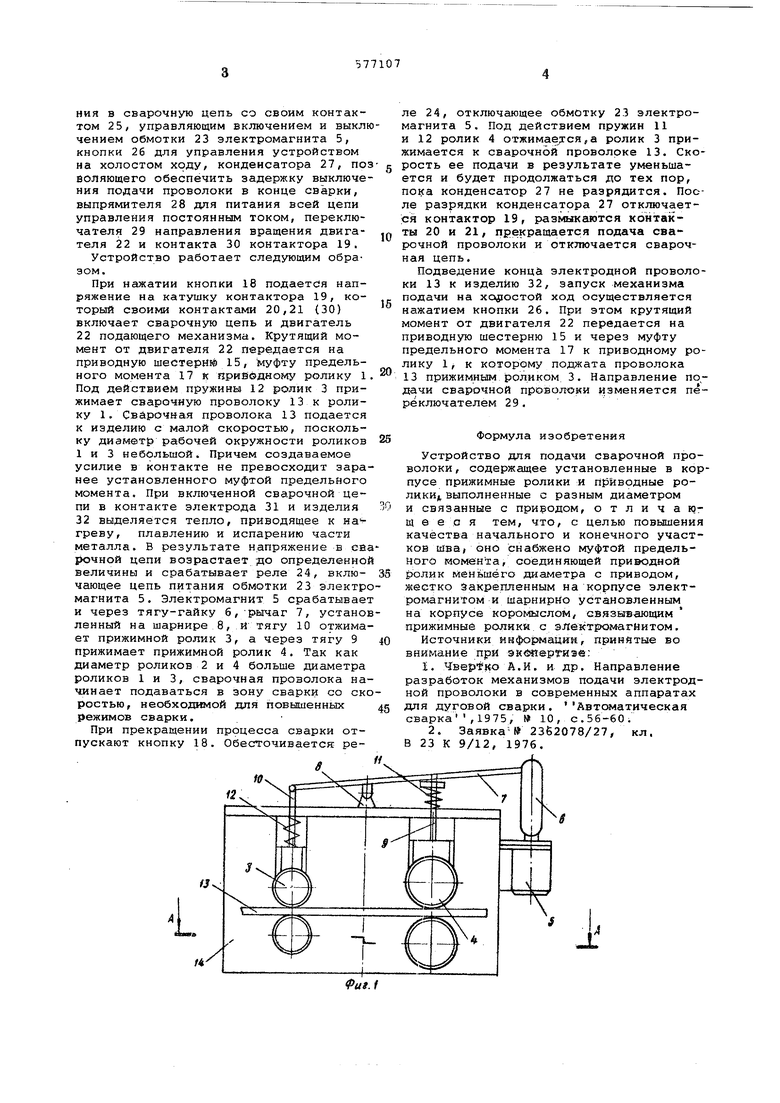
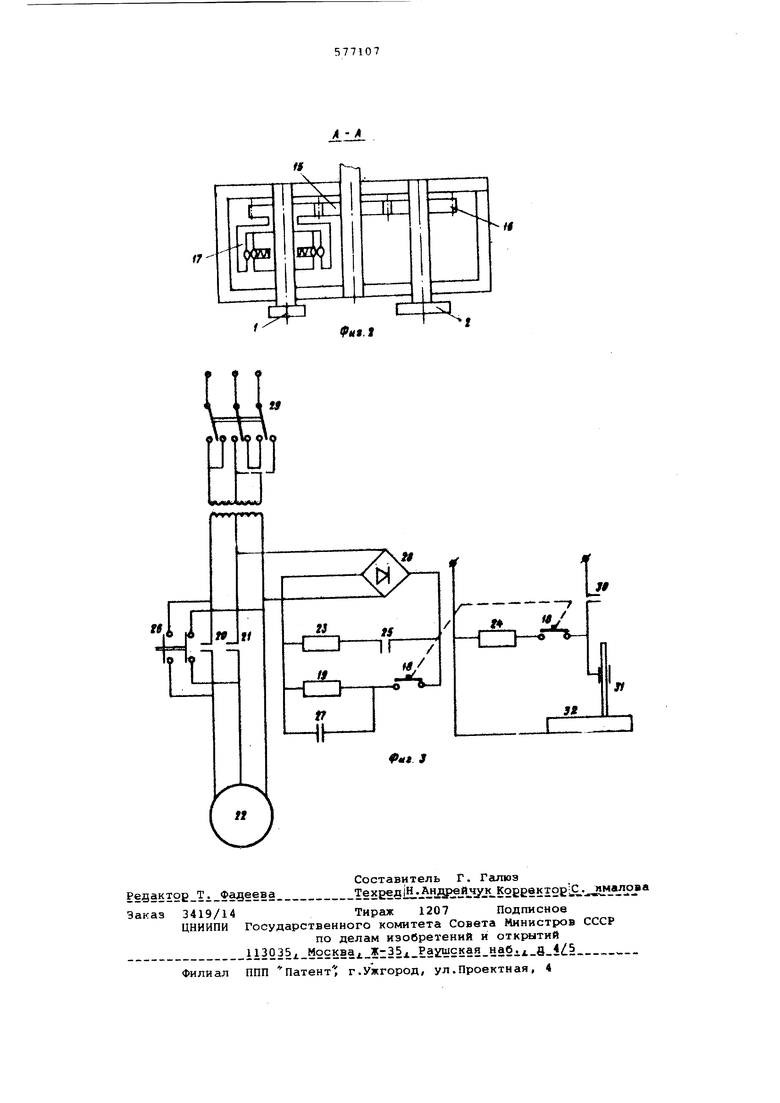
На фиг.1 изображено предложенное устройство, общий вид; на фиг.2 дан разрез А-А на фиг.1 на фиг.З - управления работой устройства.
Устройство для подачи сварочной проволоки имеет приводные 1 и 2 и прижимные 3 и 4 ролики, электромагнит 5, тягу-гайку 6 для регулирования хода рычага 7, установленного на шарнире 8 и воздействующего на тяги 9 и 10, связанные с прижимными роликами 3 и 4, пружину 11 для отжатия прижимного ролика 4 и пружину 12 для поджатия ролика 3 к сварочной проволоке 13, корпус 14, приводную шестерню 15, связанную непосредственно с приводным роликом 2 через шестерню 16, а. с приводным роли ком 1 - через муфту, предельного момента 17 .
Система управления устройством для подачи сварочной проволоки состоит из кнопки 18 двойного действия пуск-стоп, контак-гора 19, который своими контактами 20 и 21 управляет включением двигателя 22, создающего крутящий момент на приводной .пестерне 15, обмотки 23 электромагН1Г1а 5, реле 24 для включения в сварочную цепь со своим контактом 25, управляющим включением и выключением обмотки 23 электромагнита 5, кнопки 26 для управления устройством на холостом ходу, конденсатора 27, позволяющего обеспечить задержку выключения подачи проволоки в конце сварки, выпрямителя 28 для питания всей цепи управления постоянным током, переключателя 29 направления вращения двигателя 22 и контакта 30 контактора 19.
Устройство работает следующим образом.
При нажатии кнопки 18 подается напряжение на катушку контактора 19, который своими контактами 20,21 (30) включает сварочную цепь и двигатель 22 подающего механизма. Крутящий момент от двигателя 22 передается на приводную шестерни 15, ыуфту предельного момента 17 к прийодному ролику 1, Под действием пружины 12 ролик 3 прижимает сварочную проволоку 13 к ролику 1. Сварочная проволока 13 подается к изделию с малой скоростью, поскольку диаметр рабочей окружности роликов 1 и 3 небольшой. Причем создаваемое усилие в контакте не превосходит заранее установленного муфтой предельного момента. При включенной сварочной цепи в контакте электрода 31 и изделия 32 выделяется тепло, приводящее к нагреву, плавлению и испарению части металла. В результате напряжение в ейз рочной цепи возрастает до определенной величины и срабатывает реле 24, включающее цепь питания обмотки 23 электро магнита 5. Электромагнит 5 срабатывает и через тягу-гайку 6,рычаг 7, установ ленный на шарнире 8, И тягу 10 отжимает прижимной ролик 3, а через тягу 9 прижимает прижимной ролик 4. Так как диаметр роликов 2 и 4 больше диаметра роликов 1 и 3, сварочная проволока начинает подаваться в зону сварки со ско ростью, необходимой для повышенных режимов сварки.
При прекращении процесса сварки отпускают кнопку 18. Обесточивается: ре#
1в
12
ле 24, отключающее обмотку 23 электромагнита 5. Под действием пружин 11 и 12 ролик 4 отжимаедся а ролик 3 прижимается к сварочной проволоке 13. Скорость ее подачи в результате уменьшается и будет продолжаться до тех пор, пока конденсатор 27 не разрядится. После разрядки конденсатора 27 отключается контактор 19, размыкаются контакты 20 и 21, прекращается подача сварочной проволоки и откттючается сварочная цепь.
Подведение конца электродной проволоки 13 к изделию 32, запуск механизма подачи на холостой ход осуществляется нажатием кнопки 26. При этом крутящий момент от двигателя 22 передается на приводную шестерню 15 и через муфту предельного момента 17 к приводному ролику 1, к которому поджата проволока 13 прижимным роликом 3. Направление подачи сварочной проволоки изменяется переключателем 29.
Формула изобретения
Устройство для подачи сварочной проволоки, содержащее установленные в корпусе прижимные ролики и приводные ролики выполненные с разным диаметром и связанные с приводом, отличающееся тем, что, с целью повышения качества начального и конечного участков Шва, оно снабжено муфтой предельного момента, соединяющей приводной ролик меньшего диаметра с приводом, жестко Закрепленным на корпусе электромагнитом и шарнирно установленным на корпусе коромыслом, связывающим прижимные ролики с электромагнитом.
Источники инфорФаацин, привитые во внимание при «ййерГйэв: .
I. А.И. и др. Направление разработок механизмов подачи электродной проволоки в современных аппаратах для дуговой сварки. Автсадатическая сварка ,1975, 10, с. 56-60.
2. Заявка 2362078/27, кл. В 23 К 9/12, 1976.
X
ti
f«9.i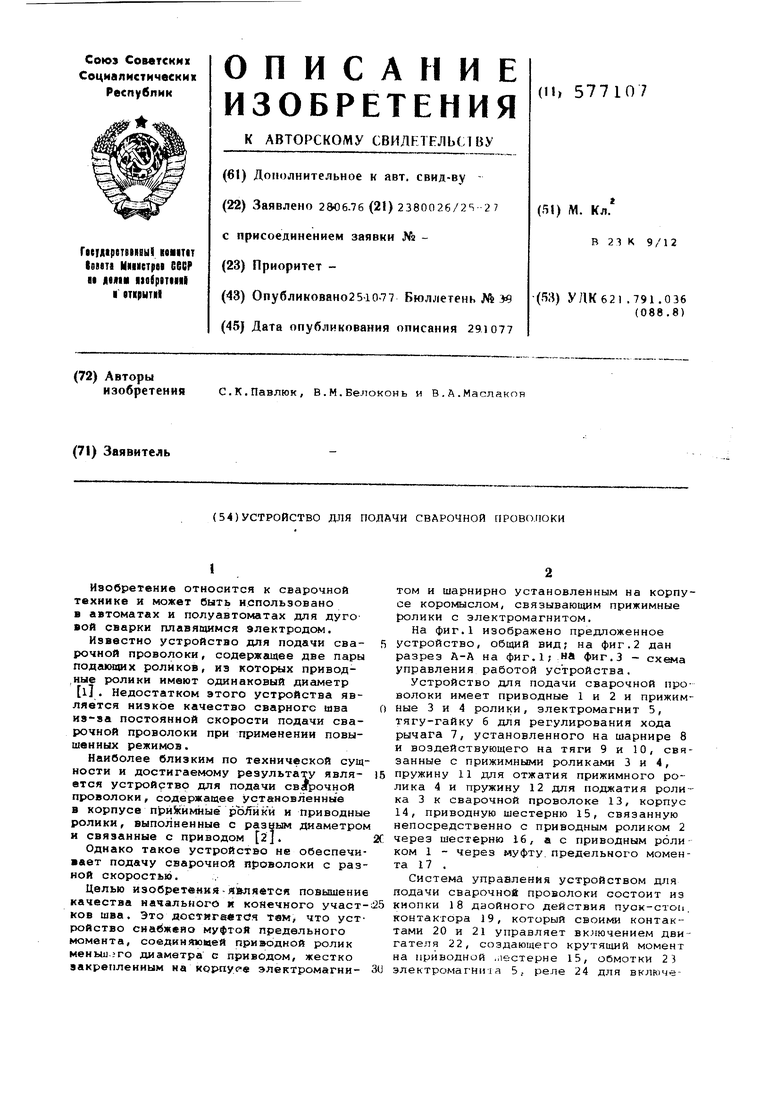
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1058730A1 |
| Устройство для автоматической дуговой сварки | 1989 |
|
SU1715527A1 |
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| Устройство для разматывания проволоки из ферромагнитного материала | 1983 |
|
SU1129041A1 |
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| Устройство для навивки спирали | 1987 |
|
SU1440590A1 |
| Способ автоматической точечной дуговой сварки и автомат для его осуществления | 1990 |
|
SU1797548A3 |
гв
I / /
