ел
X
Изобретение относится к оборудованию для производства тру.б и может быть использовано при изготовлении биметаллических труб диффузионной сваркой.
По основному авт.св. № 884914 известна поточная линия для производства биметаллических труб диффузиояной сваркой, содержащая механизированный стеллаж для сборки трубных заготовок, волочильный стан, роликов то проходную печь с рольгангами для ввода и вывода трубных заготовок, охлаждающее устройство и устрЬйство для съема сваренных труб. Перед печью- установлен отрезной станок, а .за печью параллельно рольгангу для вывода заготовок установлено связанное с ним устройство для диффузионной сварки трубных заготовок Ш. .
Недостатками поточной линии являются сложность технологии и низкая производительность.
Цель изобретения - упрощение технологии и повышение производительности.
Поставленная цель достигается тем, что поточная линия для производстьа биметаллических труб диффузионной сваркой, снабжена дополнительной проходной печью, а устройство для диффузионной сварки выполнено в виде герметичной камеры.
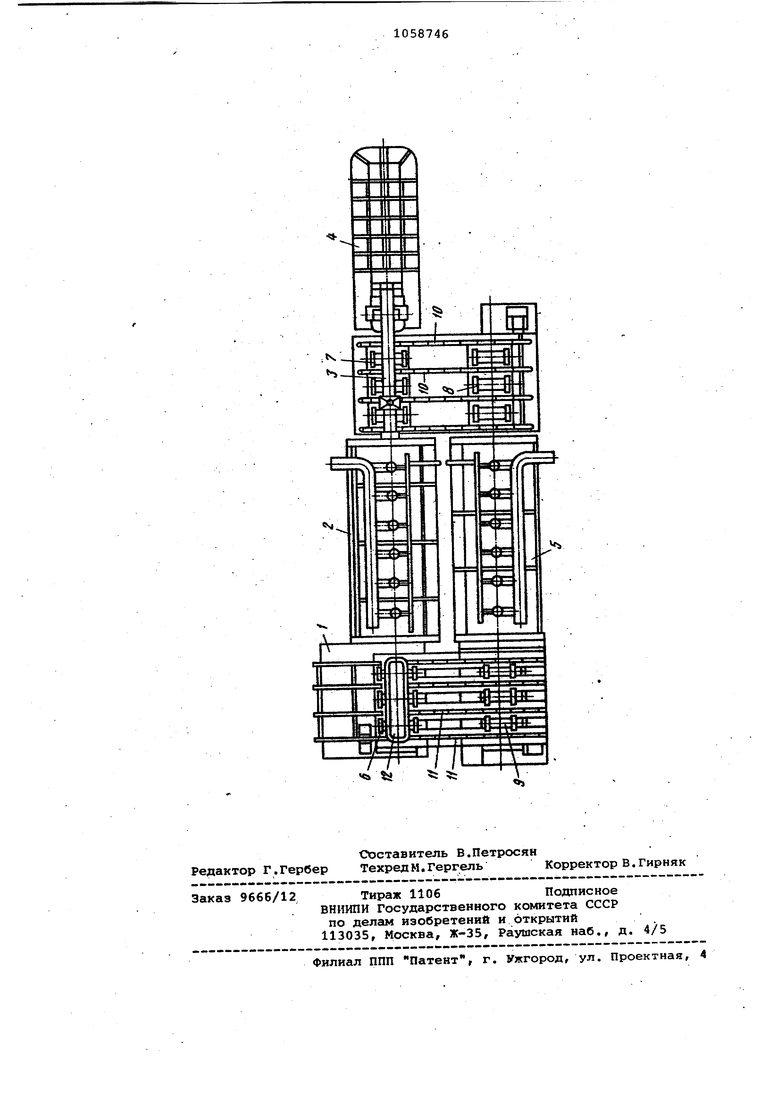
На чертеже показана схема поточной линии для производства биметаллических труб диффузионной сваркой.
Поточная линия для производства биметаллических труб содержит установленные по ходу технологического процесса механизированный стол загрузки труб 1, проходную печь изотермической выдержки 2, механизм загрузки 3, газовую герметичную камеру 4 для диффузионной сварки трубных заготовок, дополнительную проходную нагревательную печь 5, связанные между собой рольгангами б, 7, 8 и 9 и цепньми транспортерами 10 и 11, осуществляющими перемещение от агрегата к агрегату контейнера 12 с обрабатываемыми трубами.
Поточная линия для производства биметаллических труб работает следующим образом.
Предварительно сочлененная на волочильном стане двухслойная труба или пакет таких труб со стола загрузки 1 поступает в контейнер 12, заполненный расплавом соли или стекла. Затем контейнер 12 с трубами про
ходит через печь изотермической выдержки 2, в которой температуру труб повышают до теяпературы термодиффузионной сварки, и механизмом загрузки 3 по транспортному рольгангу 7 и холостому рольгангу герметичной газовой камеры 4 контейнер вводят в нее. Крышку камеры закрывают и герметичную камеру заполняют газом высокого давления.
0 Под давлением окружающей среды расплс1ва, равным давлению газа в герметичной камере, слои двухслойной трубы сдавливаются и прочно свариваются, между собой по всей по5 верхности контакта.
После удаления газа из герметичной камеры 4 ее открывают, и контейнер с трубами механизмом загрузки 3 выводят из герметичной камеры
0 на транспортный рольганг 7. Цепным транспортером 10 контейнер с трубами перемещают на рольганг 8, установленный перед дополнитель.ной нагревательной печью 5. Здесь биметал5 лические трубы извлекают из контейнера к в него добавляют материал, рбразутощий расплав при нагревании. В дто время из печи 2 на рольганг 7 .выводят очередной контейнер с трубами и вводят его в газовую герметич0ную камеру 4 для диффузионной сварки под Давлением. Контейнер без труб с добавленным материалом подают рольгангом 8 в дополнг тельную
5 .проходную печь 5 для подогрева расплава. По мере продвижения в печи контейнер с расплавом нагревается до тем:аературы термодиффузионной сварки, выходит из печи 5 на рольганг 9 и цепным транспортером 11 его перемещают на рольганг б для приема очередной двухслойной трубы или пакета труб. Далее контейнер с трубами идет на подогрев в печь изотермической выдержки 2, и цикл повто5 ряется.
Благодаря применению герметичной камеры для раздачи трубных заготовок и дополнительной проходной печи упрощается технология и повыша0 ется производительность процесса, так как отпадает необходимость индивидуальной герметизации трубных заготовок перед их раздачей и обеспечивается возможность параллельного
5 нагрева контейнера с расплавом до темперс туры диффузионной сварки.
Использование изобретения по сравнению с базовым объектом позволяет увеличить производительность в два и более раза и упростить технологию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства биметаллических труб диффузионной сваркой | 1980 |
|
SU884914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2013 |
|
RU2559803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1971 |
|
SU301251A1 |
| Способ изготовления многослойныхТРубНыХ зАгОТОВОК и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU829391A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Поточная линия производства холоднодеформируемых труб | 1981 |
|
SU992602A1 |
| Установка для получения биметаллических труб диффузионной сваркой | 1982 |
|
SU1006136A2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU384644A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМОДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2001 |
|
RU2202650C1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДч СТВА БИМЕТАЛЛИЧЕСКИХ ТРУБ ДИФФУЗИОННОЙ СВАРКОЙ ПО авт.св. 884914, отличающаяся тем, что, с целью упрощения технологии и повышения производительности, она снабжена дополнительной проходной печью, а устройство для диффузионной сварки выполнено в виде герметичной камеры.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поточная линия для производства биметаллических труб диффузионной сваркой | 1980 |
|
SU884914A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
