Изобретение относится к устройствам для пробивки отверстий в трубе.
Особенность описываемого устройства состоит в том, что, с целью повышения производительности, автоматизированы поворот и продольное перемещение трубы на один шаг после каждой пробивки отверстия и облегчены условия труда при насадке трубы на штангу с матрицей н сбрасывания трубы с рольганга после окончания пробивки в ней всех отверстий.
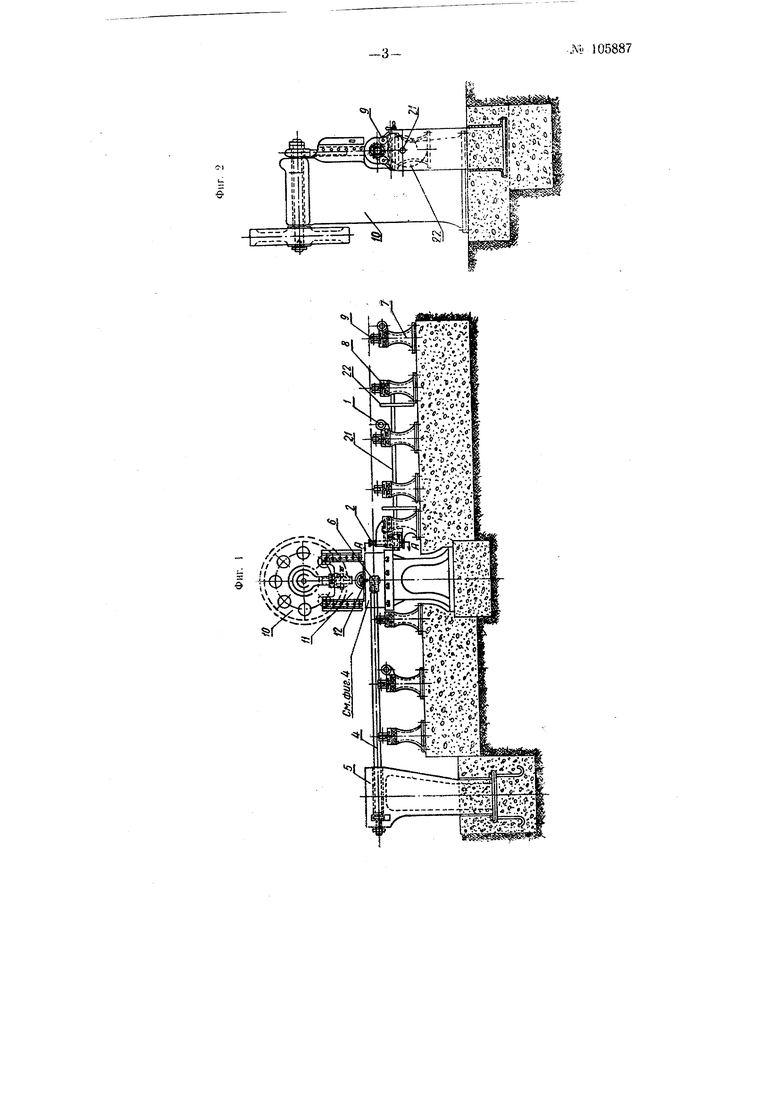
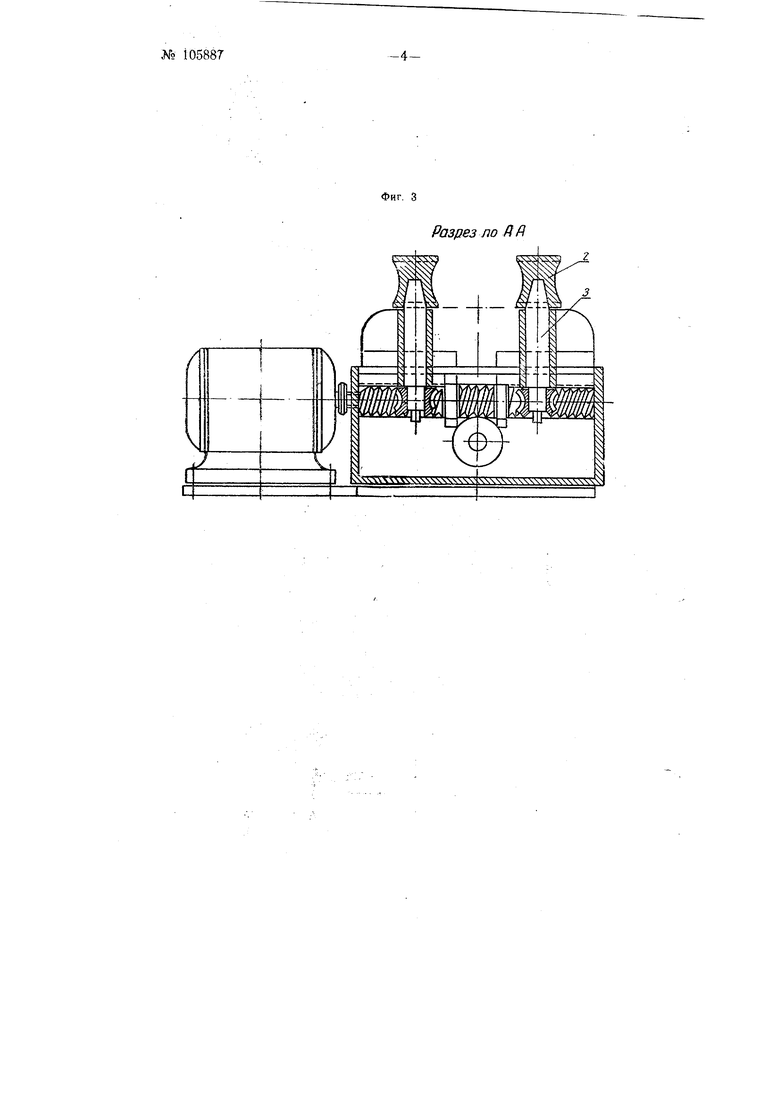
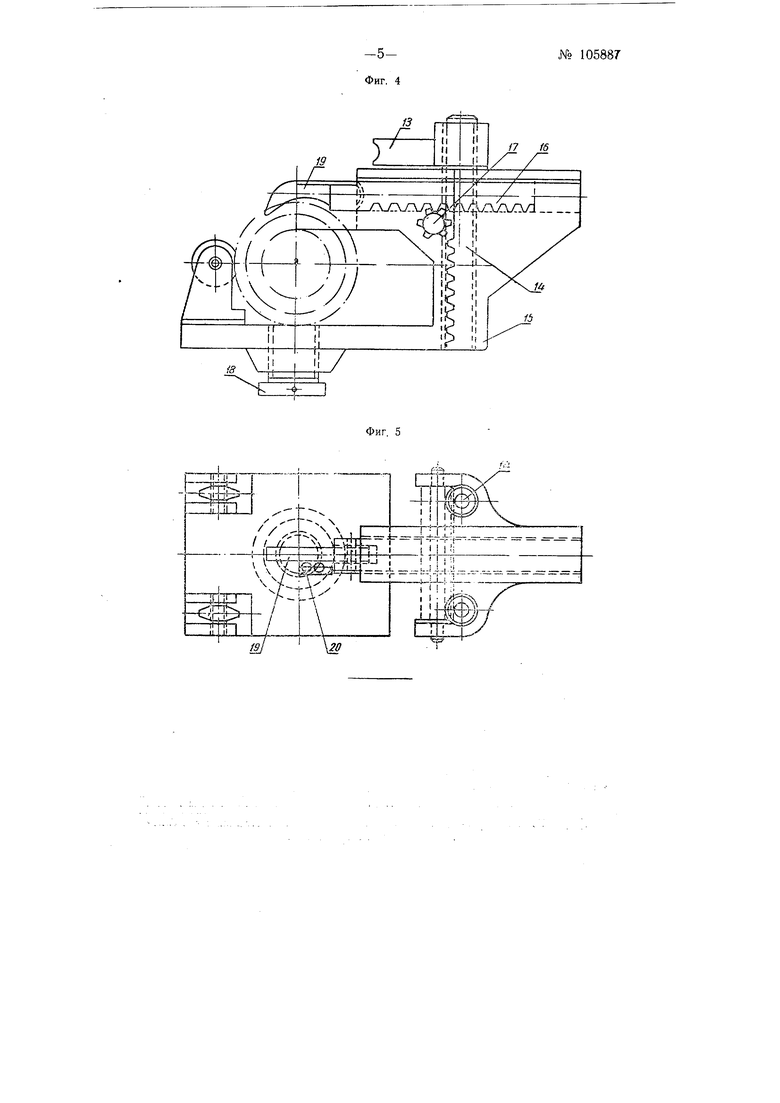
На фиг. 1 изображено описываемое устройство, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - редуктор в поперечном разрезе; на фиг. 4 - узел автоматического поворота и продольного перемещения трубы на один шаг, вид сбоку; на фиг. 5 - то же, в плане.
Труба, в которой должны быть пробиты отверстия, самотеком накатывается со стеллажа на правую секцию рольганга, а затем - на два ролика У и подводится к фасонным вертикальным валкам 2, насаженным на вилках 3 редуктора.
При включении электродвигателя редуктора фасонные валки 2 насаживают трубу на неподвижную штангу 4 до упора в стойку 5, на которой закреплен левый конец этой штанги. На правом конце штанги 4 насажена матрица 6.
Обе секции рольганга состоят из стоек 7 с суппортами 8, на каждом из которых установлено по два ролика 9, облегчающих поворот трубы.
После окончания насадки трубы на штангу электродвигатель рольганга выключают и включают электродвигатель эксцентрикового рресса 10, в ползуне // которого закреплен пуансон 12. К ползуну пресса посредством державки 13 (фиг. 4) прикреплены две вертикальные рейки М устройства для автоматического поворота продольного перемещения трубы на один щаг. Плита 15 этого устройства закреплена на столе эксцентрикового пресса 10.
Нижние концы реек 14 находятся в направляющих втулках плиты 15. Рейки 14 взаимодействуют с движущейся в направляющих рейкой 16
при помощи шестерен t7, оси которых вмонтироианы в плиту 75. В плиту 15 ввернут опорный винт 18.
С рейкой 16 шарнирно соединен крючкообразный рычаг 19.
При опускании ползуна // пресса пробивается отверстие в трубе, а при подъеме ползуна осуществляется поворот, трубы крючкообразным рычагом /Я свободный конец которого западает i одно из пробитых отверстий.
.. Во Д5р.емя поворота трубы крючко-. образный рычаг 19 под действием упора 20 получает боковое перемещение, вследствие чего труба одновременно перемеи ается в продольном направлении на соответствующую величину.
Отверстия, таким образом, проби заются спиральными рядами.
После окончания пробивки всех отверстий трубу отводят вправо от фасонных валков 2, а затем ьыключают электродвигатель иресса и включают электродви|-ате Ь редуктора.-При этом поворачивается вв. 27,: на KOTOpOiM закреплены два эксцентриковых диска 22. Поворачиваясь, эти диски поднимают трубу выше роликов 9 и сбрасывают ее на приемный стеллаж.
Предмет изобретения
1. Устройство д.чя иробивки отверстий в трубе спиральными рядами посредством (итампа, пуансон которого закренлен на ползуне пресса, а матрица насажена на неподвижную штангу, о т .,1 и чающееся тем, что, с целью гювышения производительности, поворот и продольное перемещение трубы на один шаг при каждом подъеме ползуна пресса автоматизированы, путем применения кр очкообразного рычага, западающего своим свободным концом в одно из уже нробитых в трубе отверстий.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью использования подъема ползуна пресса для приведения в действие крючкообразного рычага, применены шарнирно-соединеиная с последним горизонтальная рейка и взаимодействующие с ней при помощи шестерен вертикальиые рейки, прикрепленные к ползуну пресса.
3.Фор.ма выполнения устройства по п. 1, отличаю щ а я с я тем, что, с целью осущест зления продольного перемещения трубы на один шаг одновременно с ее новорачиванием, нримемен неподвижный упор, которым крючкообразному рычагу сооб1цается боковое Д1и1жение.
4.Форма выполне1И1Я устройства по п. 1, от л и чающаяся тем, что, с целью облегчения труда при насадке трубы до упора на ненодвижную штангу с матрицей, применены приводные вертикальные фасонные валки.
5.Форма выполнения устройств по н. 1, отличающаяся тем, что, с целью облегчения труда при сбросе трубы с рольганга после пробивки в ней всех отверстий, применены эксцентриковые диски, закрепленные на валу, поворачиваемом путем включения э.тектродвигателя.
-5№ 105887
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРОБИВКИ оконв | 1969 |
|
SU241382A1 |
| Пресс-форма для формирования деталей низа обуви | 1974 |
|
SU506387A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ПРЕСС С РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ | 1970 |
|
SU273628A1 |
| Штамп для пробивки отверстий в листовом материале | 1981 |
|
SU990374A1 |
| Устройство к ползунному прессу для пробивки пустотелого профиля | 1979 |
|
SU863087A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПЛАСТИН | 1970 |
|
SU264123A1 |