Изобретение относится к оснастке для обработки металлов давлением и может быть использовано для многопереходной штамповки боковых поверхностей полых изделий.
Цель изобретения - повышение производительности.
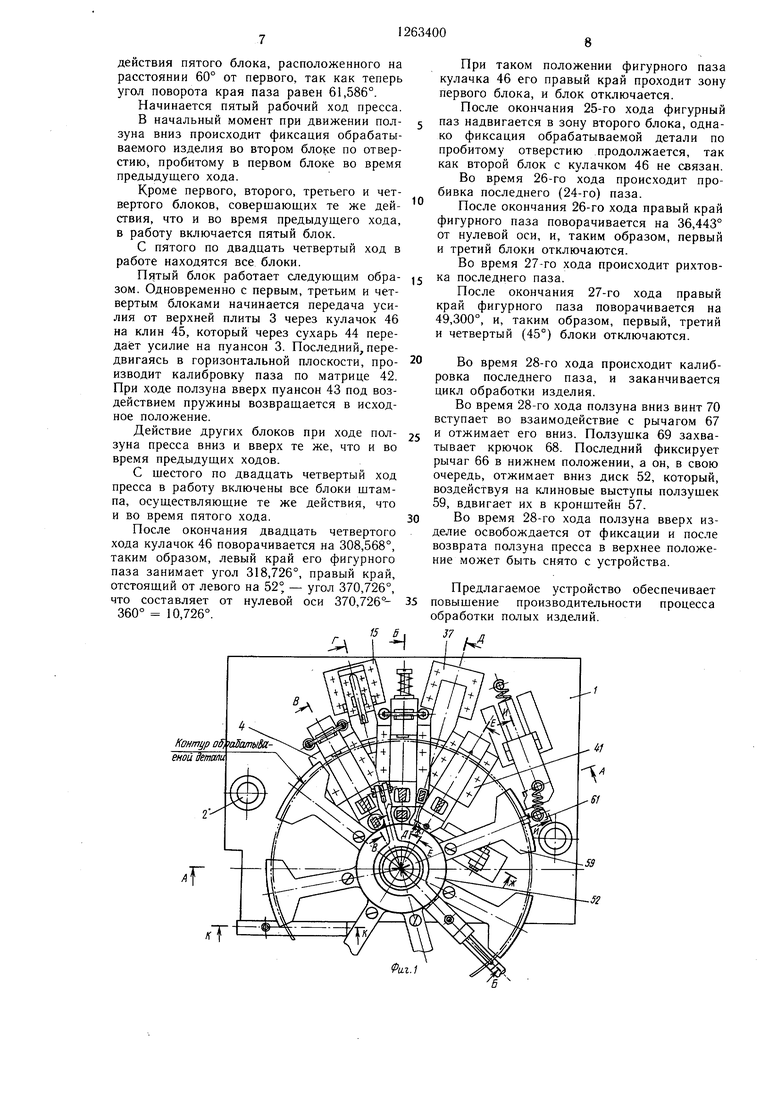
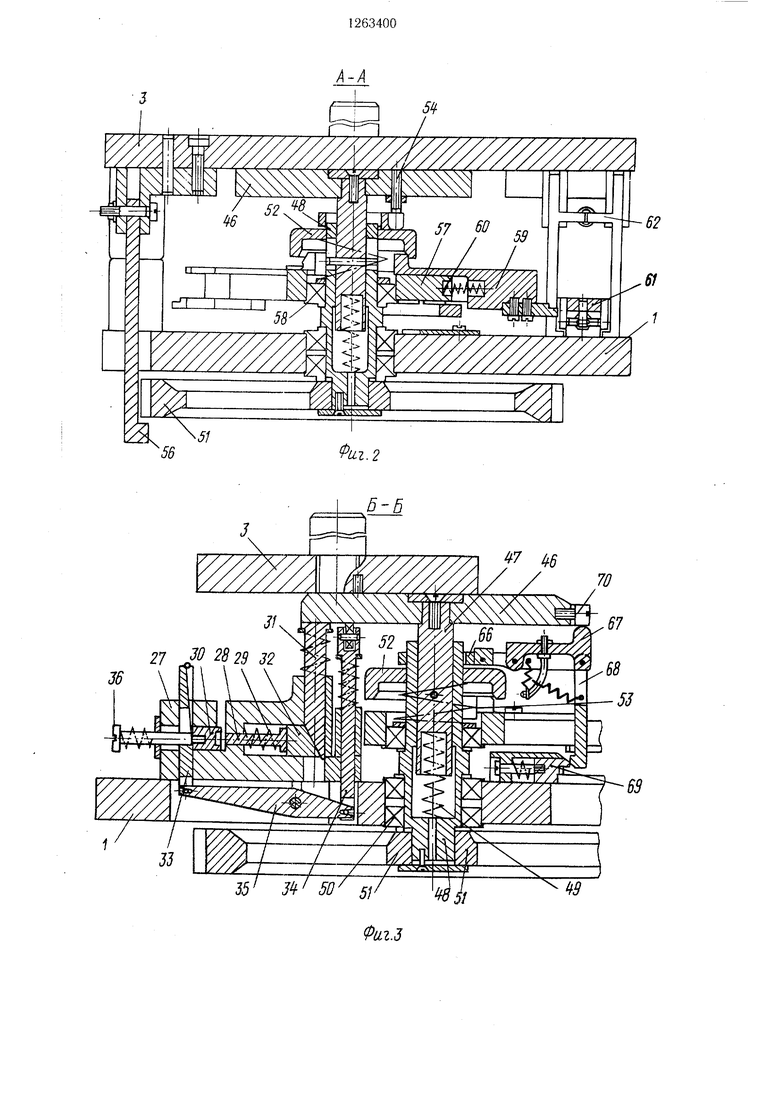
На фиг. 1 изображена нижняя часть устройства, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 1; на фиг. 8 - разрез Ж-Ж на фиг. 1; на фиг. 9 - разрез И-И на фиг. 1; на фиг. 10 - разрез К-К на фиг. 1; на фиг. 11 - кулачок и схема его взаимодействия во время первого рабочего хода с блоками и механизмами.
Устройство содержит основание 1, соединенное направляющими парами 2 с верхней плитой 3. На основании 1 смонтированы вокруг общей оси блоки штамповочных инструментов. Один из блоков (фиг. 4) служит для пробивки отверстия в стенке , изделия. Блок содержит корпус 4, пуансон 5, I прижим-съемник 6 и матрицу 7, установленI ные с возможностью осевого перемещения и оснащенные механизмом перемещения, включающим клин 8 с пружиной 9, сухарь 10, планку 11 со скосом, стойку 12 с пружиной 13 и коромысло 14, связывающее планку И со стойкой 12.
Следующий блок расположен с шагом 15° относительно описанного и служит для фиксации изделия по пробитому отверстию. : Этот блок (фиг. 5) содержит корпус 15, ловитель 16, связанный пружиной 17 и винтом 18 с гильзой 19. Блок снабжен преобразующим механизмом, связывающим ловитель с верхней плитой 3. Преобразующий механизм содержит коромысло 20 с пружиной 21, установленное на корпусе 15 и несущее поворотный упор 22, и закрепленные на верхней плите планку 23 с пружиной 24 и клин 25 с пружиной 26.
Третий (по часовой стрелке) блок (фиг. 3) служит для пробивки паза и содержит корпус 27, в котором установлены пуансон 28, подпружиненный пружиной 29, и матрица 30, снабженные средствами возвратно-поступательного перемещения вдоль оси, включающими подпружиненный клин 31, сухарь 32, планку 33 со скосом, стойку 34, коромысло 35, связывающее планку 33 со стойкой 34, подпружиненный винт 36.
Четвертый блок (фиг. 6) предназначен для рихтовки паза и содержит корпус 37, в котором установлен пуансон 38, для перемещения которого служит рычаг 39 и подпружиненный толкатель 40.
Пятый блок (фиг. 7) служит для калибровки паза и содержит корпус 41, в котором размещены матрица 42, подпружиненный пуансон 43, снабженный механизмом перемещения, включающим сухарь 44 и подпружиненный клин 45.
Смежные блоки установлены с шагом 15°.
Механизм радиального перемещения штамповочных инструментов содержит кулачок 46 с фигурным пазом (фиг. 11), служащий для передачи усилий от подвижной плиты 3 на штамповочные инструменты. Кулачок 46 закреплен на валике 47, размещенном во втулке 48 и снабженном пружиной 49. Втулка 48 установлена в основании 1 и связана с ним через подшипники 50.
Устройство содержит также механизм поворота изделия вокруг оси валика 47 (фиг. 2 и 3), содержащий зубчатое колесо 51, закрепленное на нижней части втулки 48, диск 52, также установленный на втулке 48, снабженный пружиной 53 и взаимодействующий с кулачком 46 через закрепленные в последнем толкатели 54. Для фиксации зубчатого колеса 51 на основании 1 установлен фиксатор 55, а на верхней плите 3 - клин 56 (фиг. 10). Механизм поворота изделия включает также узел фиксации изделия (фиг. 2), выполненный в виде кронщтейна 57, связанного через подшипники 58 с втулкой 48 и имеющего радиальные пазы (в частности шесть пазов), в которых установлены ползушки 59 с пружинами 60. Для привода подвижных деталей узла фиксации изделия устройство содержит подпружиненную каретку 61, размещенную в пазу основания 1 и связанную пружиной с одной из ползушек 59, а также клин 62, закрепленный на верхней плите 3 и взаимодействующий с кареткой 61.
Каждая ползушка 59 выполнена с выступом, которым она взаимодействует с внутренней конической поверхностью диска 52. Фиксация ползушек 59 производится при помощи поворотной защелки 63, смонтированной на основании 1, и подпружиненного штока 64, размещенного в корпусе 41 блока, служащего для калибровки паза (фиг. 7 и 8).
На основании 1 между первым и третьим блоками находится стойка 65, к которой прикреплен рычаг 66, охватывающий втулку 48, контактирующий одним концом с .диском 52 и шарнирно связанный другим концом через рычаг 67 с подпружиненным крючком 68, установленным с возможностью зацепления с подпружиненной ползушкой 69, размещенной на основании 1. Этот узел служит для установки ползушек 59 в разомкну ое положение (фиг. 3 и 5).
На боковой поверхности кулачка 46 закреплен винт 70, с которым взаимодействует один конец рычага 67.
В верхних частях клиньев В, 31 и 45, а также толкателя 40 на боковых поверхностях имеются вырезы, предназначенные
для того, чтобы исключить случайное воздействие края фигурного паза кулачка 46 при подходе к нему клина или толкателя. Наличие вырезов целесообразно при большом количестве рабочих позиций в устройстве, в частности при получении 24 пазов; при меньшем количестве позиций, позволяющем увеличить расстояние между блоками, а также величину фигурного паза возможность случайного контакта между кулачком и клиньями или толкателем уменьшается и отпадает необходимость в выполнении вырезов.
Устройство работает следующим образом.
Обрабатываемое изделие устанавливают в пазы блоков штамповочных инструментов и в ползушки 59, находяшиеся в разомкнутом состоянии, так как рычаг 66 под действием крючка 68, находящегося в зацеплении с ползушкой 69, отжимает вниз диск 52, который, взаимодействуя внутренней конической поверхностью с выступами ползущек 59, втягивает их в пазы кронштейна 57.
После установки обрабатываемого изделия отжимают ползушку 69 и она освобождает крючок 68. Диск 52 под действием пружины поднимается, рычаг 66 поворачивается, освобождает ползушки 59 и они под действием пружин 60 выдвигаются вдоль пазов кронштейна 57 и фиксируют обрабатываемое изделие.
Включается пресс (не показан) и производит рабочий ход. Верхняя плита 3 опускается. Планка 23 взаимодействует с коромыслом 20, последнее поднимает упор 22, который освобождает гильзу 19 и ловитель 16, и они под воздействием пружин выдвигаются вперед. Однако поскольку в изделии еще не получено отверстие, фиксации детали не происходит и ловитель 16, упираясь в стенку изделия, поджимается к гильзе 19. При этом пружина 17 сжимается.
При .дальнейшем опускании ползуна пресса клинья 56, 62 и 25 вступают во взаимодействие с нерабочими поверхностями соответственно зубчатого колеса 51, каретки 61 и гильзы 19, отклоняются, обегают их и под действием пружин возвращаются в вертикальное положение.
Продолжая опускаться, верхняя плита 3 воздействует на кулачок 46 и через него передает усилий сначала на стойку 12, а затем на клин 8 первого по ходу технологического процесса блока.
Стойка 12 через коромысло 14 передает усилие на планку 11, которая перемещает матрицу 7 в положене контакта с обрабатываемым изделием.
Клин 8 первого блока через сухарь 10 воздействует на пуансон 5 и через пружину - на прижим-съемник 6, которые, перемещаясь в горизонтальной плоскости, совершают рабочий ход, прижим-съемник 6 поджимает обрабатываемую деталь к матрице 7, а пуансон 5 пробивает отверстие.
Одновременно кулачок 46 через толкатели 54 воздействует на диск 52, который, взаимодействуя с выступами ползушек 59, вдвигает их в кронштейн 57, освобождая обрабатываемое изделие, которое в этот момент уже зафиксировано в первом блоке. Прижим-съемник 6 поджимает изделие к матрице 7.
В конце рабочего хода кулачок 46 воздействует на шток 64, который отжимает защелку 63, освобождающую ползущку 59, которая под воздействием пружины, соединяющей ее с кареткой 61, поворачивается против часовой стрелки на 15° до контакта с кареткой 61.
Остальные блоки при первом ходе не работают, так как их клинья попадают в фигурный паз кулачка 46.
Ползун пресса с плитой 3 начинают движение вверх. Кулачок 46 и диск 52 под воздействием пружин также поднимаются. При этом происходит освобождение ползушек 59, которые под воздействием пружин выдвигаются в пазах кронштейна 57 и фиксируют обрабатываемое изделие.
При дальнейшем ходе вверх происходит возвращение в исходное положение пуансона 5, прижима-съемника 6 и матрицы 7.
Далее клин 56 поднимает имеющимся у него выступом фиксатор 55, освобождающий зубчатое колесо 51, клин 25, воздействуя на фланец гильзы 19, передвигает ее до фиксации упором 22.
Передвигаясь, гильза 19 через 2-3 мм своего хода воздействует на ловитель 16 через винт 18 и тянет его за собой, освобождая от контакта с обрабатываемым изделием.
При дальнейшем ходе вверх клинья 56 и 62 вступают во взаимодействие с рабочими поверхностями соответственно зубчатого колеса 51 и каретки 61 и перемещают каретку 61, являющуюся элементом привода механизма фиксации и перемещения детали, и зубчатое колесо 51, являющееся элементом механизма дискретного перемещения кулачка 46.
Обрабатываемое изделие, зафиксированное ползушками 59, поворачивается на 15° по часовой стрелке, и отверстие, пробитое в первом блоке, становится на рабочую позицию во втором блоке. Кулачок 46 перемещается на угол 12,857° по часовой стрелке. Эта величина рассчитывается следующим образом.
Во время первого хода происходит пробивка только одного отверстия, так как те части обрабатываемого изделия, которые находятся в остальных рабочих блоках, должны пройти сначала через первый блок, а затем
последовательно через остальные. Пять рабочих позиций расположены с шагом 15°, т.е. обрабатываемое изделие должно совершить такое перемещение, чтобы то место, которое находится во время первого рабочего хода напротив второго блока, совершив оборот в 345° (360-15°), попало в первый блок и далее последовательно во 2-й, 3-й, 4-й и 5-й, которые теперь будут включены в работу, следовательно изделие должно совершать следуюш,ее число перемещений: ( :15°) + 5 28.
Кулачок 46 за это же время совершает только один оборот, т.е. его поворот при одном ходе равен 360°:28 12,857°
При дальнейшем ходе вверх фиксатор 55 соскакивает с выступа клина 56 и опускается на верхнюю поверхность зубчатого колеса 51.
В конце поворота зубчатого колеса 51 на 12,857° фиксатор 55 попадает в одно из 28 углублений на верхней поверхности зубчатого колеса 51 и фиксирует его.
Первый рабочий ход пресса заканчивается и начинается второй рабочий ход. j Планка 23 в начальный момент взаимо|действует с коромыслом 20, которое поднимает упор 22, освобождающий гильзу 19 и связанный с ней ловитель 16, которые под воздействием пружины выдвигаются вперед, при этом ловитель 16, входя в отверстие, пробитое в изделии в первом блоке, фиксирует изделие.
При дальнейшем движении ползуна вниз и вверх происходят те же действия, что и при первом рабочем ходе. Третий, четвертый и пятый блоки в работе не участвуют, так как их клинья по-прежнему попадают в паз кулачка 46.
В первом блоке проис.ходит пробивка второго отверстия.
Обрабатываемое изделие перемешается в конце хода на 15° (всего на 30°), и отверстие, пробитое во время первого хода, попадает в третий блок.
Кулачок 46 поворачивается еще на 12,857° (всего на 25,714°), и левый край его фигурного паза выходит из зоны действия третьего блока, расположенного на расстоянии, равном 30° от первого, так как при первом ходе фигурный паз был смещен на 10,158°.
Начинается третий рабочий ход пресса.
В начальный момент проис.ходит фиксация обрабатываемого изделия во втором блоке по отверстию, пробитому на предыдущем рабочем ходе в первом блоке.
Кроме первого и второго блоков, совершающих те же действия, что и на предыдущих ходах, включается в работу третий блок. Четвертый и пятый блоки по-прежнему отключены.
Третий блок работает следующим образом.
Одновременно с первым блоком начинается передача усилия от верхней плиты 3 через кулачок 46 на стойку 34 и через 3- 5 мм хода - на клин 31. Стойка 34 через коромысло 35 передает усилие на планку 33, и последняя перемещает матрицу 30 в по. ложение контакта с обрабатываемым изделием. Клин 31 через сухарь 32 воздействует 5 на пуансон 28, который, перемещаясь в горизонтальной плоскости, пробивает в обрабатываемом изделии паз, простирающийся от пробитого отверстия до края изделия.
При ходе ползуна вверх пуансон 28 и матс рица 30 возвращаются в исходное положение.
При следующем рабочем ходе в первом блоке происходит пробивка очередного (третьего) отверстия.
Обрабатываемое изделие поворачивается на 15°, и участок, обработанный во вре0 мя первого (пробивка отверстия) и третьего (пробивка паза) ходов, попадает в четвертый блок, а отверстие, пробитое во время второго хода - в третий блок.
Кулачок 46 поворачивается еще на 12,857° (всего на 38,571°), и левый край его фигурного паза выходит из зоны действия четвертого блока, расположенного на расстоянии 45° от первого.
Начинается четвертый рабочий ход пресса.
В начальный момент происходит фиксация обрабатываемого изделия во втором блоке по отверстию, пробитому в первом блоке во время предыдущего хода.
Кроме первого, второго и третьего блоков, совершающих те же действия, что и во время предыдущего хода, в работу включается четвертый блок. Пятый блок по-прежнему отключен.
Четвертый блок работает следующим образом. Одновременно с первым и третьим блоками начинается передача усилия от верхней плиты 3 через кулачок 46 на толкатель 40, который через рычаг 39 передает усилие на пуансон 38. Последний, передвигаясь в горизонтальной плоскости, производит рихтовку паза обрабатываемого изделия. 5 При ходе ползуна вверх под воздействием пружин пуансона 38 возвращается в исходное положение.
При дальнейшем движении ползуна происходят те же действия, что и во время предыдущих ходов: в первом блоке проис0 ходит пробивка очередного (четвертого) отверстия; в третьем блоке происходит просечка второго паза; обрабатываемое изделие поворачивается на 15°, и место, обработанное во время первого, третьего и четвер, того ходов (пробивка отверстия, пробивка паза, рихтовка), попадает в пятый блок; кулачок 46 поворачивается еще иа 12,857°, и левый край его фигурного паза выходит из зоны действия пятого блока, расположенного на расстоянии 60° от первого, так как теперь угол поворота края паза равен 61,586°. Начинается пятый рабочий ход пресса. В начальный момент при движении ползуна вниз происходит фиксация обрабатываемого изделия во втором блоке по отверстию, пробитому в первом блоке во время предыдущего хода. Кроме первого, второго, третьего и четвертого блоков, совершающих те же действия, что и во время предыдущего хода, в работу включается пятый блок. С пятого по двадцать четвертый ход в работе находятся все блоки. Пятый блок работает следующим образом. Одновременно с первым, третьим и четвертым блоками начинается передача усилия от верхней плиты 3 через кулачок 46 на клин 45, который через сухарь 44 передает усилие на пуансон 3. Последний,передвигаясь в горизонтальной плоскости, производит калибровку паза по матрице 42. При ходе ползуна вверх пуансон 43 под воздействием пружины возвращается в исходное положение. Действие других блоков при ходе ползуна пресса вниз и вверх те же, что и во время предыдущих ходов. С щестого по двадцать четвертый ход пресса в работу включены все блоки щтампа, осуществляющие те же действия, что и во время пятого хода. После окончания двадцать четвертого хода кулачок 46 поворачивается на 308,568°, таким образом, левый край его фигурного паза занимает угол 318,726°, правый край, отстоящий от левого на 52° - угол 370,726°, что составляет от нулевой оси 370,726°360° 10,726°. При таком положении фигурного паза кулачка 46 его правый край проходит зону первого блока, и блок отключается. После окончания 25-го хода фигурный паз надвигается в зону второго блока, однако фиксация обрабатываемой детали по пробитому отверстию продолжается, так как второй блок с кулачком 46 не связан. Во время 26-го хода происходит пробивка последнего (24-го) паза. После окончания 26-го хода правый край фигурного паза поворачивается на 36,443° от нулевой оси, и, таким образом, первый и третий блоки отключаются. Во время 27-го хода происходит рихтовка последнего паза. После окончания 27-го хода правый край фигурного паза поворачивается на 49,300°, и, таким образом, первый, третий и четвертый (45°) блоки отключаются. Во время 28-го хода происходит калибровка последнего паза, и заканчивается цикл обработки изделия. Во время 28-го хода ползуна вниз винт 70 вступает во взаимодействие с рычагом 67 и отжимает его вниз. Ползущка 69 захватывает крючок 68. Последний фиксирует рычаг 66 в нижнем положении, а он, в свою очередь, отжимает вниз диск 52, который, воздействуя на клиновые выступы ползущек 59, вдвигает их в кронштейн 57. Во время 28-го хода ползуна вверх изделие освобождается от фиксации и после возврата ползуна пресса в верхнее положение может быть снято с устройства. Предлагаемое устройство обеспечивает повыщение производительности процесса обработки полых изделий. V «7 6
26 Г-Г
24- 25
J9 f8 /7 16 fS
fi-B
cfjas. 4/ cpue.S
45-.
64
59
И
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий | 1985 |
|
SU1319975A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| Штамп с отключаемыми пуансонами | 1986 |
|
SU1411078A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для пробивки отверстий в стенке полого изделия | 1986 |
|
SU1360856A1 |

1. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ УЧАСТКОВ СТЕНОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ, содержащее блоки штамновочных инструментов, смонтированные на основании вокруг общей оси, механизм радиального перемещения штамновочных инструментов, включающий зубчатое колесо с осью вращения, совпадающей с осью, вокруг которой размещены блоки, кулачок, установленный на общей оси с зубчатым колесом с возможностью поворота, и деталь, связывающую зубчатое колесо с приводом и установленную с возможностью поворота, отличающееся тем, что, с целью повыщения производительности. оно снабжено механизмом периодического поворота обрабатываемого изделия, включающим диск, установленный на общей оси с зубчатым колесом, подпружиненный одной пружиной к нему, а другой к кулачку, узел фиксации зубчатого колеса, узел фиксации обрабатываемого изделия, выполненный в виде кронщтейна с радиальными пазами, смонтированного на общей оси с зубчатым колесом с возможностью поворота ползущек, размещенных в пазах с возможностью перемещения вдоль них и взаимодействия с диском и связанных с деталью, связывающей зубчатое колесо с приводом посредством толкателя, закрепленного на этой детали, и каретки, размещенной на основании с возможностью взаимодействия с толкателем о и ползущками, при этом деталь, связывающая зубчатое колесо с приводом, выпол(Л нена в виде плиты, расположенной параллельно основанию над ним. 2. Устройство по п. 1, отличающееся тем, что узел фиксации зубчатого колеса выполнен в виде клина, закрепленного на плите, и фиксатора, установленного на основании ю с возможностью взаимодействия с клином О) и зубчатым колесом. со 4
59
7 ////////.
сриг.д
фиг, //
| 0 |
|
SU234334A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ОБРАБОТКА СООБЩЕНИЯ | 2005 |
|
RU2369029C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
