Изобретение относится к металлургии и может быть использовано в трубном производстве для изготовления труб с наружным оребрением способом волочения.
Известна волока для профилирования ребристых труб, включающая входную, ра. бочую, калибрующую и выходную зоны, причем йа ее рабочей зоне выполнены впадины, KOTopbie имеют постепенно уменьшающиеся в направлении от входной зоны к калибрующей размерь 1.
Данные волоки применяются при профилировании труб с достаточно высокими ребрами.
Однако существует необходимость и в производстве труб с относительно низкими ребрами.
Наиболее близкой к изобретению является волока для профилирования ребристых труб, включающая входную, рабочую, калибрующую и выходную зоны, на рабочей и калибрующ.ей зонах которь1х выполнены впадины и выступы. При этом впадины имеют клиновидную форму, а выступы призматическую. Иными словами, впадины имеют уменьщающиеся в направлении от входной зоны к калибрующей глубину и ширину, а выступы выполнены с постоянной шириной и высотой 2.
Выполнение впадин на рабочей поверхности кольца с уменьшающимися в направлении от входной зоны к калибрующей глубиной и шириной и выступом с постоянными размерами приводитк тому, что в процессе волочения металл протягиваемой трубы заклинивается во впадинах.
Это является положительным фактором, с точки зрения заполнения профиля кольца, но одновременно это и существенный недостаток: металл, заполнивший данную впадину, получает форму клина, перемещение которого в направлении волочения при дальнейшем профилировании связано с уменьшением его сечения и, следовательно, с возрастанием давления со стороны металла на стенки сужающейся впадины.
Указанное приводит к увеличению усилия профилирования и удельных давлений На поверхности контакта «труба-кольцо, при определенной величине которь1х применяемая смазка теряет свои противозадирные и антифрикционные свойства, в результате чего создаются благоприятные условия для «схватывания металла трубы и кольца. Это вызывает появление налипания металла протягиваемой трубы на рабочей зоне волоки, приводит к интенсивному износу и повышенному расходу волок, к появлению рисок и задиррв на поверхности протягиваемой трубы и искажению ее профиля. В связи с этим приходится уменьшать величину деформации за проход при профилировании, что неизбежно приводит к увеличению количества проходов при изготовлении ребристых труб. Указанное увеличивает трудоемкость изготовления труб, приводит к дополнительному расходу металла и других материалов.
Таким образом, недостатки существующей волоки заключаются в том, что при ее применении возникают повыщенные усилия профилирования и давления на инструмент, известная волока имеет низкую стойкость, следствием чего является снижение качества труб и повышение трудоемкости их дз0 готовления.
Целью изобретения является снижение усилия профилирования, повышение стойкости волок, улучшение качества профилируемых труб, а также уменьшение трудоемкости их изготовления.
Указанная цель достигается тети, что в волоке для профилирования ребристых труб, включающей входную, рабочую, калибрующую и выходную зойы, на рабочей и калибрующих зонах которой выполнены впадины
0 и выступы, впадины выполнены с увеличивающимися в Направлении от входной зоны к калибрующей глубиной и шириной, а выступы выполнены с уменьшающейся в этом направлении шириной и увеличивающейся высотой.
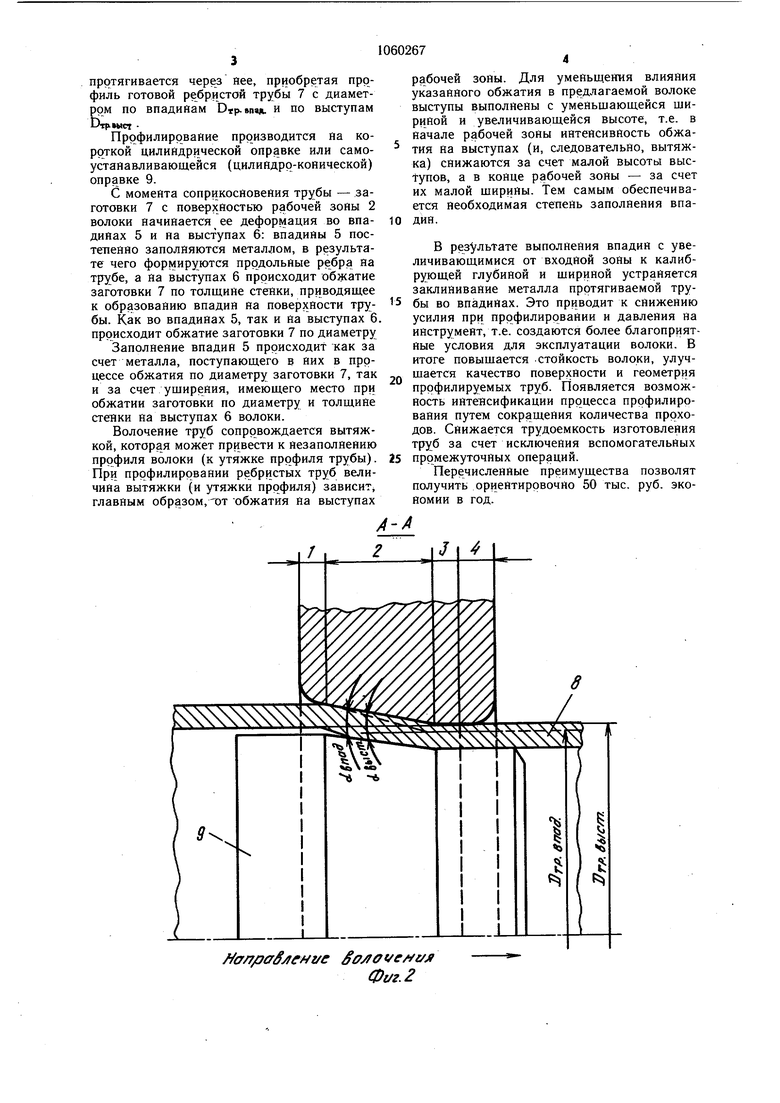
5 На фиг. 1 изображена волока, общий вид; на фиг. 2 - разрез волоки Аа одной из впадин и деформируемая в волоке труба (разрез А-А на фиг. 1); на фиг. 3 - увеличенный участок рабочей зоны волоки (узел I на фиг. 1).
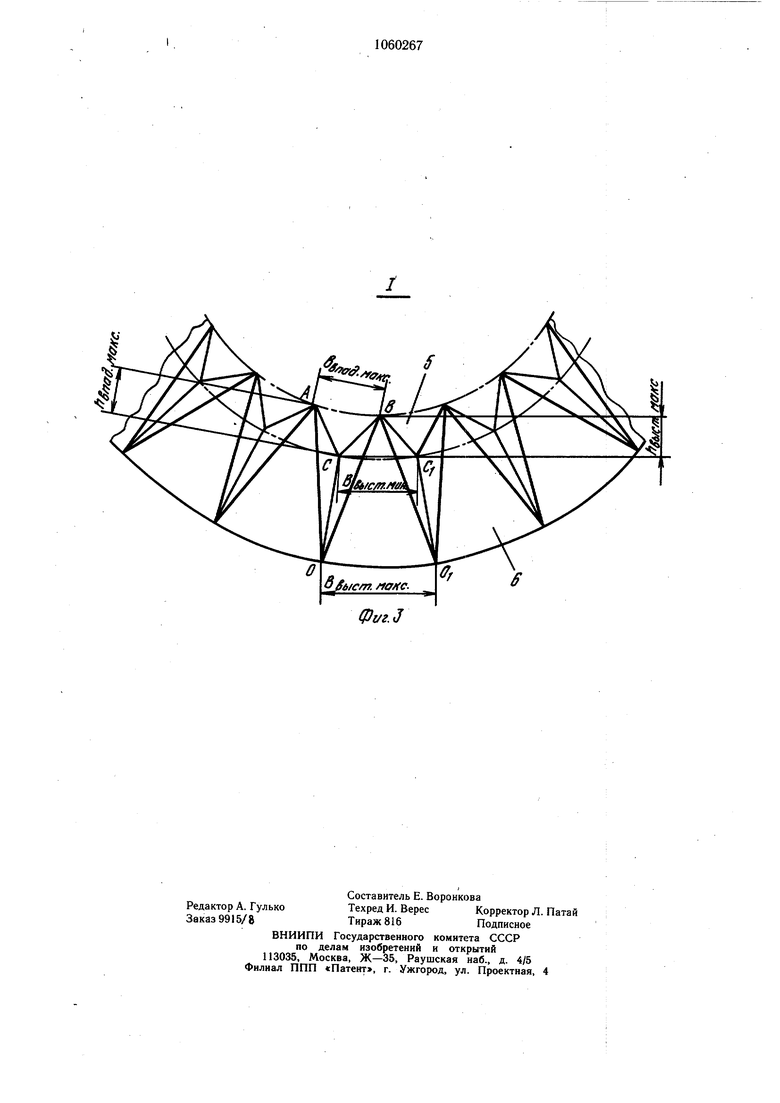
Волока имеет (фиг. 2) входную 1, рабочую 2, калибрующую 3 и. выходную 4 зоны. На рабочей 2 и калибрующей 3 зонах выполнены впадины 5 и выступы 6 (фиг. 1). Впадины 5 имеют глубину и ширину, увеличивающиеся в направлении от зоны 1 к зоне 3: в начале рабочей зоны 2 (в т. О, фиг. 3) глубина и щирина впадин равны О, а на границе между рабочей 2 и калибрующей 3 зонами (на линии АВ) они достигают максимальной величины: В - впад. макс.
и h - впад. макс.
Выступы 6 имеют высоту, увеличивающуюся от входной зоны 1 к калибрующей 3 в Начале рабочей зоны 2 (на линии OOi), высота выступа 6 равна О, а на граниице между рабочей 2 и калибрующей 3 зонами -
максимальной величине (h выст.макс.). Ширина выступов 6 в этом направлении уменьшается от максимальной величины на линии OOi (в выст. макс.) по минимальной (в выст. min по линии CCi и до нуля
Q ВТ. В). Образующая выступов наклонена к оси волоки под углом с ыст ., образующая
по дну впадины - под углом л «ид .
Профилирование ребристых труб в предлагаемой волоке осуществляется следующим образом.
5 Исходная заготовка 7 (фиг. 2), в качестве которой используется круглая труба с постоянной толщиной стенки, вводится предварительно забитым концом в волоку и
протягивается через нее, приобретая профиль готовой ребристой трубы 7 с диаметром по впадинам D«p.enaA. и по выступам
DTHHICT Профилирование производится на короткой цилиндрической оправке или самоустанавливающейся (цилиндрр-конической) оправке 9.
С момента соприкосновения трубы - заготовки 7 с поверхностью рабочей зоны 2 волоки начинается ее деформация во впадинах 5 и на выступах 6: впадины 5 постет1енно заполняются металлом, в результате чего формируются продольные ребра на тргубе, а на выступах 6 происходит обжатие заготовки 7 по толщине стенки, приводящее к образованию впадин на поверхности трубы. Как во впадинах 5, так и на выступах 6. происходит обжатие заготовки 7 по диаметру
Заполнение впадин 5 происходит как за счет металла, поступающего в них в процессе обжатия по диаметру заготовки 7, так и за счет ущирения, имеющего место при обжатии заготовки по диаметру и толщине стенки на выступах 6 волоки.
Волочение труб сопровождается вытяжкой, которая может привести к незаполнению профиля волоки (к утяжке профиля трубы). При профилировании ребристых труб величина вытяжки (и утяжки профиля) зависит, главным образом, ОТ обжатия на выступах
рабочей зоны. Для уменьщ.ения влияния указанного обжатия в предлагаемой волоке выступы выполнены с уменьшающейся щириной и увеличивающейся высоте, т.е. в начале рабочей зоны интенсивность обжатия на выступах (и, следовательно, вытяжка) снижаются за счет малой высоты выступов, а в конце рабочей зоны - за счет их малой ширины. Тем самым обеспечивается необходимая степень заполнения впадин.
В результате выполнения впадин с увеличивающимися от входной зоны к калибрующей глубиной и шириной устраняется заклинивание металла протягиваемой трубы во впадинах. Это приводит к снижению усилия при профилировании и давления на инструмент, т.е. создаются более благоприятные условия для эксплуатации волоки. Б итоге повышается .стойкость волоки, улучшается качество поверхности и геометрия профилируемых труб. Появляется возможность интенсификации процесса профилирования путети сокращения количества проходов. Снижается трудоемкость изготовления труб за счет исключения вспомогательных
промежуточных операций.
Перечисленные преимущества позволят получить ориентировочно 50 тыс. руб. экономии в год.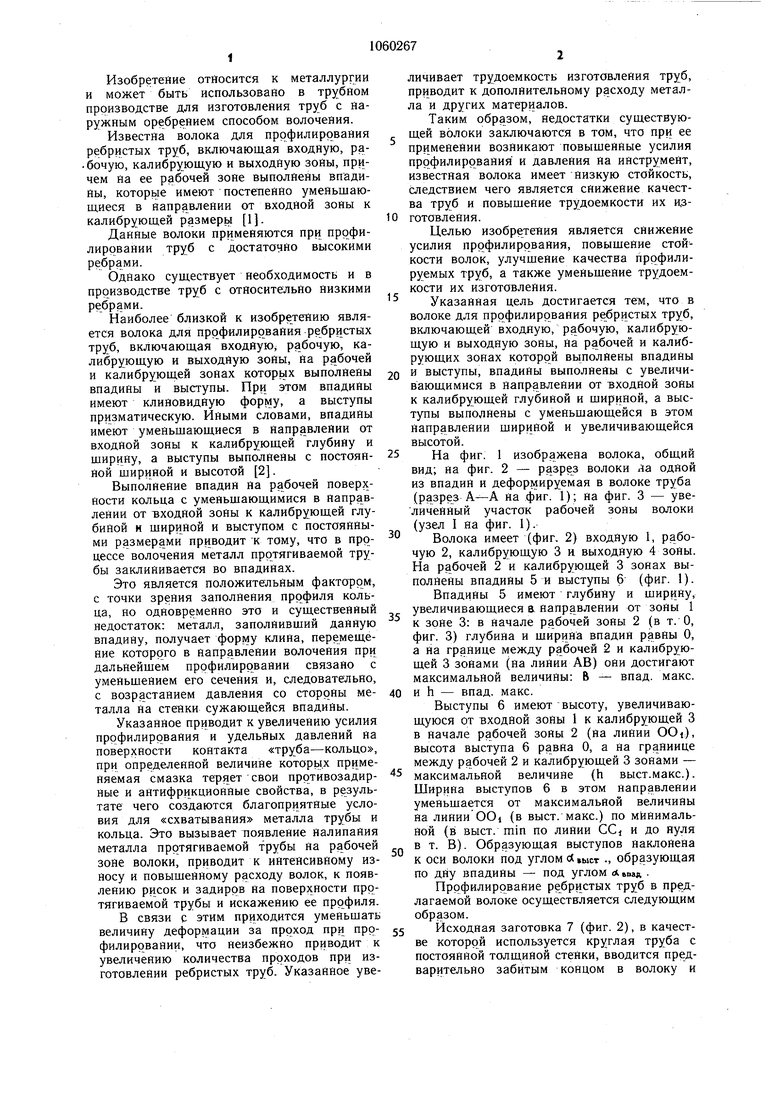
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
| ТРУБОПРОФИЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2481912C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 1998 |
|
RU2142349C1 |
| Способ и устройство для волочения квадратной проволоки в роликовой волоке из круглой заготовки | 2021 |
|
RU2761840C1 |
| Инструмент для профилирования труб с продольными гофрами | 1990 |
|
SU1731340A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
ВОЛОКА ДЛЯ ПРОФИЛИРОВАНИЯ РЕБРИСТЫХ ТРУБ, включаюшая . входную, рабочую, калибруюш.ую и выходную зоны, на рабочей и калибруюш,ей зонах которой выполнены впадины и выступы, отличающаяся тем, что, с целью снижения усилия профилирования, повышения стойкости волоки, улучшения качества профилируемых труб и уменьшения трудоемкости изготовления труб, впадины выполнены с увеличиваюш,имися в направлении от входной зоны к калибрующей глубиной и шириной, а выступы выполнены с уменьшающейся в этом направлении щириной и увеличивающейся высотой. (Л 05 О О5 | фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шурупов А | |||
| К., Фрейберг М | |||
| А | |||
| Производство труб экономичных профилей | |||
| Свердловск, Металлургиздат, 1963, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
