Изобретение относится к автоматизации загрузочных операций в машиностроении при поштучной подаче длинномерных изделий в рабочую зону обрабатываюш,ей машины и может быть использовано для накопления длинномерных труб при передаче их на стыкосварочную машину при сварке труб в плети.
Известна многорядная кассета, включающая ряд перегородок с наклонными пазами 1.
Однако осуществлять автоматизированную загрузку известной кассетой невозможно, так как для работы кассет потребуется дополнительный механизм, работающий по принципу автооператора с регулировкой в вертикальной и горизонтальной плоскостях на каждый ход. Кроме того, изделия в пазах не «заперты, и при транспортировке труб возможно их выпадание из гнезд, что может вызвать перепутывание труб.
Наиболее близким к изобретению является устройство для подачи штучных заготовок стержневого типа, содержащее многоярусный магазин со стеллажами для заготовок на каёдом ярусе, загрузочный механизм, склизы, установленные между загрузочным механизмом и магазином 2.
Недостатком известного устройства является, то что в процессе загрузки каждый стеллаж необходимо выдвинуть из магазина, после чего задвинуть, а также переместить магазин по высоте для загрузки следующего яруса, причем в процессе перемещений заготовки не укладываются, что в целом снижает производительность загрузки.
Цель изобретения - повышение производительности устройства путем непрерывной загрузки заготовок.
Поставленная цель достигается тем, что, устройство, содержащее многоярусный магазин со стеллажами для заготовок на каждом ярусе, загрузочный механизм, склизы, установленные между загрузочным механизмом и магазином, снабжено подающими элементами, выполненными в виде приводных шнеков, размещенных на каждом ярусе магазина, причем привод шнеков и склизы установлены с возможностью перемещения в вертикальной плоскости и кинематически связаны между собой, загрузочный механизм выполнен в виде вертикального конвейера, одна из ветвей которого обращена к магазину.
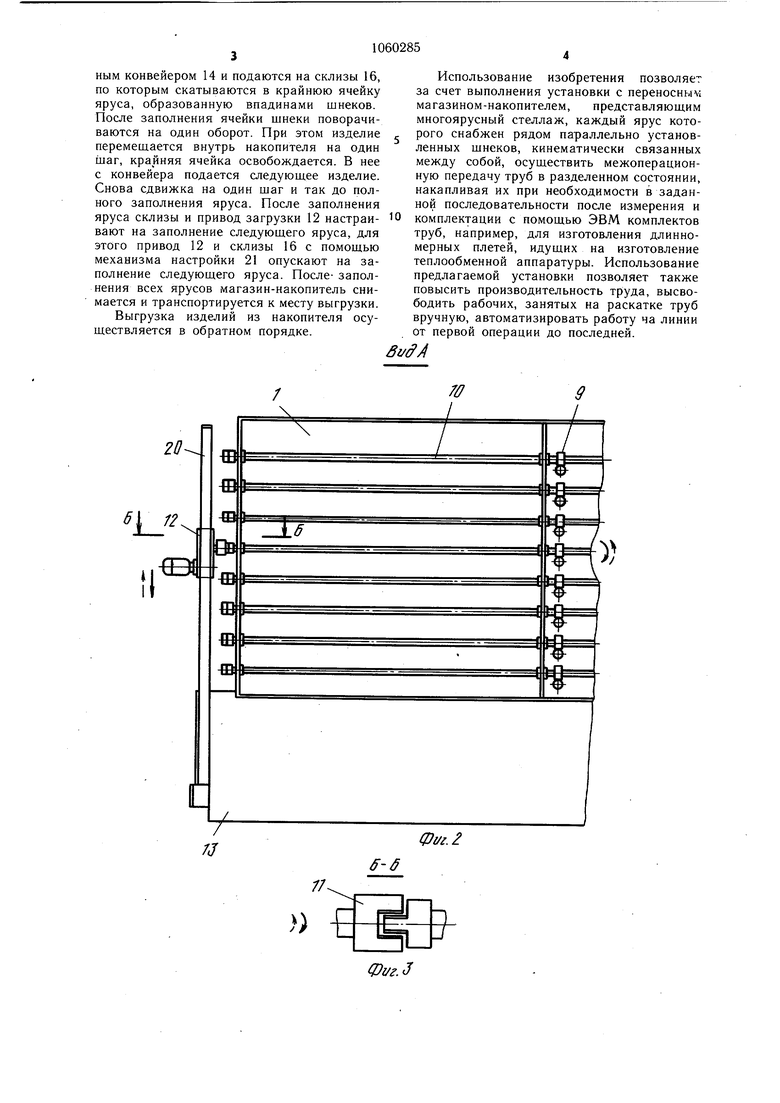
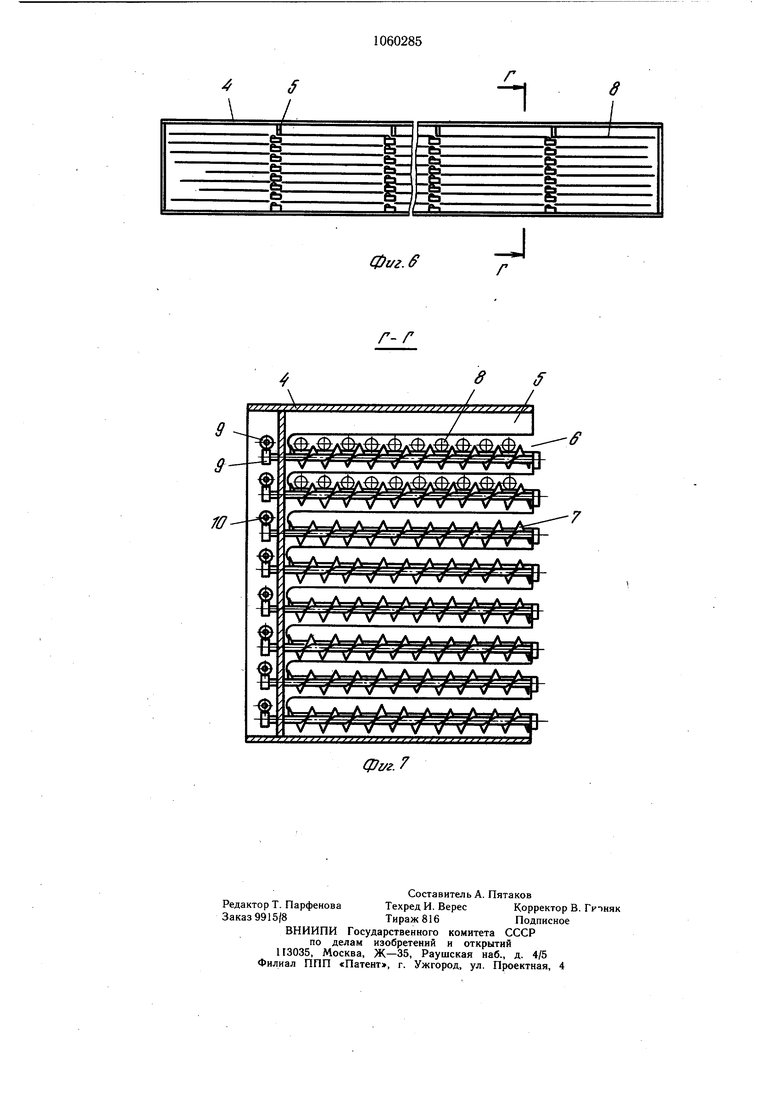
На фиг. 1 изображена установка для накопления длинномерных изделий; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вариант разгрузки; на фиг. 6 - общий вид магазина-накопителя со стороны загрузки; на фиг. 7 - разрез Г-Г на фиг. 6.
Установка для накопления длинномерных изделий состоит из магазина 1, устанавливаемого в загрузочное устройство 2 (фиг. 1) при загрузке, а при разгрузке - в разгрузочное устройство 3 (фиг. 5).
Магазин представляет собой ящик 4
(фиг. 6 и 7) с рядом поперечных перегородок 5, в которых прорезаны глубокие горизонтальные пазы в виде гребенки. Соосные пазы во всех перегородках образуют.ярусы 6 в которые с помощью щнеков 7, установленных рядом с перегородками, подаются наканливаемые изделия 8 в направлении, перпендикулярном продольной оси накопителя. Оси шнеков, подаюших изделия в один ярус, лежат в плоскости, параллельной продольной оси яруса. Впадины всех i шнеков высг тавлены по шагу и в направлении, перпендикулярном оси шнека, образуют «ячейки, в которых помещаются накапливаемые изделия 8. Вращение шнека каждого яруса получают через зубчатые пары 9 от своего общего вала 10. Валы 10, в свою очередь,
0 получают вращение через муфту 11 (фиг. 2 и 3) от выходного вала привода загрузки 12, установленного на загрузочном устройстве 2 с возможностью вертикального перемещения и совмещения оси выходного вала с осью любого вала 10.
Загрузочное устройство 2 состоит из опоры 13, на которую устанавливается магазин 1, вертикального конвейера 14, снимающего изделия с подающего транспортера 15 и передающего их на склизы 16, заQ крепленные на траверсе 17, установленной с возможностью вертикального перемещения в направляющих 18 и 19 (фиг. 4), привода загрузки 12, установленного с возможностью вертикального перемещения в направляющих 20, и механизма настройки 21, обеспечивающего синхронный подъем (опускание) привода 12 через вал 22, коническую зубчатую пару 23 и винт 24 до совмещения оси выходного вала привода с осью общего вала 10, заполняемого яруса магазина-накопителя и траверсы 17, через
конические зубчатые пары , валы 28 и 29 и винты 30 и 31 до положения, обеспечивающего скатывание изделия по склизам 16, установленным на траверсе, в тот же ярус.
5 Разгрузочное устройство 3 (фиг. 5) конструктивно аналогично загрузочному устройству, оно снабжено склизами 32, по которым изделие из ярусов магазина-накопителя скатывается на вертикальный конвейер, передающий его на отводящий транс0 портер.
Устройство работает следующим образом.
При разгрузке магазин 1 устанавливается на опору 13 загрузочного устройства 2.
Склизы 16 и привод загрузки 11 настраиваются повысотно на заполнение верхнего яруса. Загружаемые изделия 8 снимаются с подающего транспортера 15 вертикальным конвейером 14 и подаются на склизы 16, по которым скатываются в крайнюю ячейку яруса, образованную впадинами шнеков. После заполнения ячейки шнеки поворачиваются на один оборот. При этом изделие перемешается внутрь накопителя на один шаг, крайняя ячейка освобождается. В нее с конвейера подается следуюшее изделие. Снова сдвижка на один шаг и так до полного заполнения яруса. После заполнения яруса склизы и привод загрузки 12 настраивают на заполнение следующего яруса, для этого привод 12 и склизы 16 с помощью механизма настройки 21 опускают на заполнение следующего яруса. После- заполнения всех ярусов магазин-накопитель снимается и транспортируется к месту выгрузки. Выгрузка изделий из накопителя осуществляется в обратном порядке.
-Е
ф1/г.2
Фиг. Использование изобретения позволяет за счет выполнения установки с переносным магазином-накопителем, представляюш.им многоярусный стеллаж, каждый ярус которого снабжен рядом параллельно установленных шнеков, кинематически связанных между собой, осуществить межоперационную передачу труб в разделенном состоянии, накапливая их при необходимости в заданной последовательности после измерения и комплектации с помощью ЭВМ комплектов труб, например, для изготовления длинномерных плетей, идущих на изготовление теплообменной аппаратуры. Использование предлагаемой установки позволяет также повысить производительность труда, высвободить рабочих, занятых на раскатке труб вручную, автоматизировать работу ча линии от первой операции до последней. A
w
Ф1/г.
/
/
Г
8

| название | год | авторы | номер документа |
|---|---|---|---|
| М. И. КОСОБ, 3. И. Перциков и А. А. Греков | 1970 |
|
SU258236A1 |
| СКЛАД ДЛЯ ХРАНЕНИЯ И ПЕРЕМЕЩЕНИЯ ТАРНО-ШТУЧНЫХ ГРУЗОВ | 1993 |
|
RU2077466C1 |
| Механизированный склад-накопитель штучных грузов | 1988 |
|
SU1648852A1 |
| Устройство для перемещения и загрузки длинномерных изделий | 1985 |
|
SU1266812A1 |
| МНОГОЯРУСНАЯ АВТОМАТИЗИРОВАННАЯ АВТОСТОЯНКА МОДУЛЬНОГО ТИПА | 2008 |
|
RU2376430C1 |
| Склад для хранения цилиндрических изделий | 1982 |
|
SU1036628A1 |
| Сборочная ячейка гибкой сборочной спутниковой линии | 1984 |
|
SU1342694A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| УСТАНОВКА БАШЕННОГО ТИПА ДЛЯ СКЛАДИРОВАНИЯ ИЗДЕЛИЙ "ПАНАМАК" | 1992 |
|
RU2057691C1 |
| Установка для спекания изделий из металлических порошков | 1979 |
|
SU789250A1 |

УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ ЗАГОТОВОК, содержащее многоярусный магазин со стеллажами для заготовок на каждом ярусе, загрузочный механизм, склизы, установленные между загрузочным механизмом и магазином, отличающееся тем, что, с целью повышения производительности загрузки, оно снабжено подающими элементами, выполненными в виде приводных шнеков, размещенных на каждом ярусе магазина, причем привод щнеков и скЛизы установлены с возможностью перемещения в вертикальной плоскости и кинематически связаны между собой, а загрузочный механизм выполнен в виде вертикального конвейера, одна из ветвей которого обращена к магазину. (Л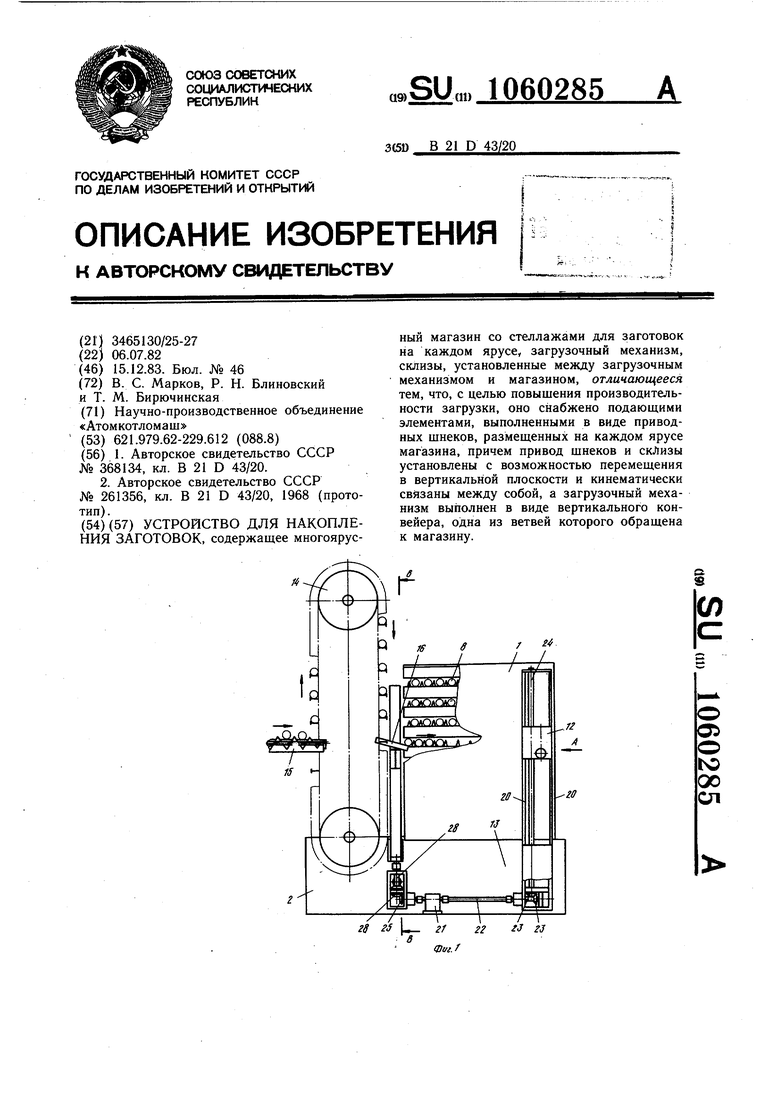
фуг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МНОГОРЯДНАЯ КАССЕТА ДЛЯ УКЛАДКИ ИЗДЕЛИЙ | 0 |
|
SU368134A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК СТЕРЖНЕВОГО ТИПА | 0 |
|
SU261356A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
