1
Итобретонне относится к млшяио- I,: I чн Нм1/, U qaei HOi:) к гиОким Оо- рочнып ЛИНТ1ЯМ для аятоматизированной гГирки многоэлементных изделий.
Цель изобретения - расширение гсчнологических ш зможностей ири сборке сложных многоэлементных изделий путем создания на рабочем месте сборщика разветвленной системы накопления деталей.
На фиг.1 изображена предлагаемая сборочная ячейка линии, вид в плане; на фиг. 2 - вид А на фиг. 1 ; на фиг.З- вид Б на фиг.2; на фиг.4 - вид В на . 2.
Вдоль конвейера I гибкой сборочной линии для транспортировки спутников 2 расположены сборочные ячейки 3, каждая из которых содержит подающий транспортер 4, накопитель 5 спутников 2 и отводящий транспортер 6 дпя передачи на конвейер 1 спутников 2 с готовыми изделиями или пустых. 1акопитель 5 укомплектован роботами 7, а транспортеры 4 и 6 устройствами 8 для перегрузки спутников 2. Накопитель 5 выполнен в виде установленных иад конвейером 1 трех многоярусных стеллажей 9 и трех полок 10, размещенньгх параллельно стеллажам 9 на сборочном столе 11. Каждый из стеллажей 9 смонтирован из оснащенных откидываюп;имися подпружиненными опорами 12 для спутников 2 на каждом ярусе четырех вертикальных стоек, две из которых, обращенные к сборочному столу 11, имеют высоту до уровня опор 12 верхнего яруса. Стеллажи 9, полки 10 снабжены датчиками 13 для контроля наличия спутников 2.
По.1ки 10 выполнены в виде наклонных гравитационных желобов, верхний конец каждого из которых закреплен на верп ит1ах, обращенных к сборочному столу, и стоек, а на нижнем конце желоба размещен упор-ограничитель спутников 2.
Захват каждого из роботов 7 выполнен в виде вертикально установленных ii.i углах прямоугольной плиты с возможностью прохождения между собой глути;1ков четырех штанг с закрепленными )ia концах управляемыми убираю- пимися унирами для снугннкол 2 и длиной, позволяющей осуществить съем спутника с конвейера 1 при загруженном верхнем ярусе стеллажа 9.
ш
15
20
25
Ча KOHBei iepe 1 установлены связанные с r.HCTC Moii управления упоры 14 для позинионнрования спутников 2 в зонах их перегрузки на транспортеры 4 и 6 и накопитель 5, а также для задержки потока транзитных спутников 2.
Отводящий транспортер 6 выполнен в виде гравитационного наклонного лотка 15, шарнирно закрепленного на упругой опоре 16 с возможностью дифференциального углового смещения при попадании на него груженых или пустых спутников 2, причем наличие на транспортере 6 датчиков 17 и 18 позволяет передавать эту информацию в систему управления.
Крайние полки 10 накопителя 5 с целью создания комфортных условий сборщику установлены с возможностью поворота вокруг вертикальных осей 19, неподвижно закрепленных на сборочном столе, имеющем отстойник 20 пустых спутников 2.
Сборочная ячейка работает следующим образом.
Конвейер I непрерывно перемещает спутники 2 по кольцевому марщруту. Так как каждому накопителю любой из 30 сборочных ячеек присвоен индивидуальный адрес, система управления производит выбор спутников из общего потока и подает команду на соответствующую пару управляемых упоров 14. При 2g подходе спутника 2 к соответствующей зоне перегрузки перед ним вьщвигает- ся упор 14, останавливающий спутник 2 в заданной точке, а позади этого спутника 2 выдвинувшийся второй упор 14 задерживает поток транзитных спутников для обеспечения свободной работы устройства 8 для перегрузки спутников 2, например, в один из стеллажей 9. Робот 7 перегружает спутники 2, начиная снизу с одной полки на другую, и перемещает спутник 2 с верхней полки стеллажа 9 на наклонную полку 10. Полки при перемещении спутника 2 с нижней полки на верхнюю откидываются вверх на осях, пропуская спутник 2, а затем возвращаются в исходное положение, определяемое ограничителями угла поворота, которые не дают полкам проворач}гоаться при установке на них груженого спутника 2. Датчики 13 выдают информационные сигналы о наличии спутников 2, т.е. дают сведения в систему управления о величине задела деталей или узлов каж40
45
50
55
дог о наименогитния, которая п случае ЯсЧло51юст11 дает команду па работу со- ответстигпощих механизмов. Кроме того
датчики 3 обеспечивают заданные бло
киропки, например предотврап ают подачу очередного спутника 2 на занятую подку.
Каждый из упоров 14, расположенный между зонами перегрузки транс- портеров 4 и 6 и стеллажей 9 накопителя 5, выполняет две функции: для зоны перегрузки, за которой он расположен по ходу конвейера, упор явля
ется позиционирующим, т.е. останавли- 15 вертикальных стоек, две из которых.
вает спутник на этой зоне, для смежной по ходу конвейера I зо1гы - задерживающие, т.е. останавливающим поток транзитных спутников 2.
Сборка сложных много элементных, изделий выполняется в сборочной ячейке сборщиком из деталей, подузлов, и узлов , доставленных на данную ячейку спутниками 2.
Базовая деталь подается на сборку подающим транспортером 4, комплектующие детали, узлы и подузлы - из многоярусных стеллажей 9. При таком техпроцессе сборки на каждой сборочной ячейке высвобождаются спутники, доставившие комплектующие детали,узлы и подузлы. Эти спутники 2, а также спутники 2 с готовьми изделиями при помощи отводящего транспортера 6 перемещаются на конвейер 1. При занятости транспортера 6 спутники 2 могут быть отправлены в отстойник 20.
Формула изобретения
1. Сборочная ячейка гибкой сборочной спутниковой линии, содержащая сборочньм стол, накопитель, подающий и отводящий транспортеры и позиции перегрузки спутников на накопитель и на транспортеры с конвейера линии и наоборот, оснащенные задерживающими и позиционирующими упорами, отличающаяся тем, что, с целью
раслпирепия технологических возможное тей при сборке сложных многоэлементньгх изделии, накопитель выполнен в виде ряда установленных над конвейером многоярусных стеллажей, размещенных па сборочном столе у каждого из них полок и расположенных над каждым из стеллажей роботов с захватами, установленными с возможностью вертикального при загрузке стеллажа и ка- чательного при загрузке полок перемещений, причем каждый из стеллажей выполнен в виде оснащенных откидывающимися подпружиненными опорами для спутников на каждом ярусе четырех
обращенные к сборочному столу, имеют высоту до уровня опор верхнего яруса, а полки выполнены в виде наклонных гравитационных желобов, верхний копец каждого из которых размещен у вершин стоек, обращенных к сборочному столу, а на нижнем конце желоба размещен упор-ограничитель, при этом захват каждого робота выполнен в виде четырех щтанг, установленных на углах прямоугольной плиты с возможностью размещения между ними спутников, с закрепленными на концах этих штанг управляемыми упорами для спут30 НИКОВ.
2.Ячейка поп.1,отличаю- щ а я с я тем, что отводящий транспортер выполнен в виде гравитационного наклонного лотка, щарнирно закреп ленного на упругой опоре с возможностью различного по величине углового смещения при попадании на него груженых или пустых спутников, а позиция перегрузки спутников с отводя4с щего транспортера, позиция перегрузки спутников на подающий транспортер и стеллажи накопителя размещены в ряд так,что позиционирующий упор пре- дыдушей по направлению хода конвейе45 ра линии позиции является задерживающим упором последующей позиции.
3.Ячейка поп.1, о тличаю- щ а я с я тем, что крайние полки накопителя выполнены поворотными вок50 РУ вертикальных осей, закрепленных на сборочном столе.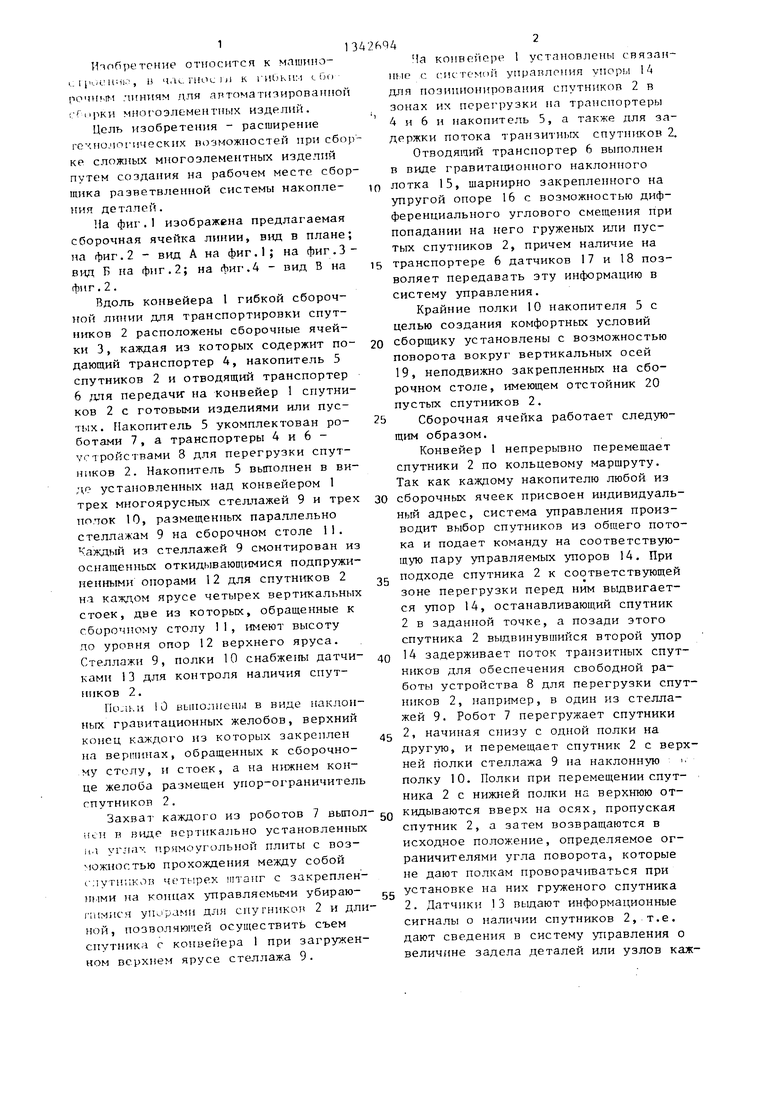

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Гибкая автоматизированная сборочная линия | 1986 |
|
SU1344582A1 |
| Устройство для загрузки штучных грузов в этажерки подвесного конвейера | 1987 |
|
SU1502444A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| УСТАНОВКА СТАШЕВСКОГО И.И. ДЛЯ БИОЛОГИЧЕСКОЙ ПЕРЕРАБОТКИ НАВОЗА ЛИЧИНКАМИ МУХ (ВАРИАНТЫ) | 2004 |
|
RU2285400C2 |
| Сборочная линия | 1983 |
|
SU1121127A1 |
| Устройство для перегрузки изделий | 1978 |
|
SU764984A1 |
| Способ сборки изделий | 1985 |
|
SU1298034A1 |

Изобретение относится к машиностроению, в частности к гибким сборочным линиям для автоматизированной сборки многоэлементных изделий. Цепь изобретения - расширение технологических возможностей при сборке слож- Н1,.гх изде.ггий - достигается возможностью создания на рабочем месте сборщика разветвленной системы накопления деталей, для чего накопитель 5 вютолнен в виде установленных над конвейером 1 многоярусных стеллажей 9 п полок, разметенных параллельно стеллажам 9 на сборочном столе. Причем над каждым из стеллажем расположен робот 7 с захватом, закрепленньи с возможностью вертикальног о при подаче спутников 2 с конвейера на стеллаж 9 и качательного при перегруз- ке спутника 2 со стеллажа 9 на спаренную с ним полку перемещений. 2 3.п. ф-лы, 4 ил. С со 4; Ю О) Х) 4; / 
Вид {}
е-:
Фиг.З
Вид В
Фиг.
| Гибкая автоматизация при монтаже и сборке | |||
| Регистрационный ящик | 1918 |
|
SU983A1 |
