Горизонтально-расточные станки для обра ботки внутренних конических поверхностей, содержащие расточную толовку, закрепленную на планшайбе (или полом шпинделе) станка, известны.
Резцедержатель этой головки может двитаться По направляюш;им под определенным углом к оси вращения планшайбы.
Известна также расточная головка для обработки внутренних сферических поверхностей, закрепляемая на планшайбе станка.
Резцедержатель в этих головках крепится на специальной поворотной плите, ось поворота которой расположена под прямым углом к оси вращения расточной головки.
На расточных станках известной конструкции можпо обрабатывать лишь простые внутренние поверхности деталей без их вращения, конические или только сферические одного радиуса.
Для изменения конусности или радиуса сферы отверстия обрабатываемой детали требуется переналадка расточной головки или замена ее другой.
Предлагаемый станок в отличие от известных снабжен неподвижным копиром, имеющим профиль, соответствующий заданному профилю обрабатываемой внутренней поверхности заготовки, а устройство для перемещения резцедержателя с резцом снабжено еледящеи системой, содержащей двигатель, датчик, щуп которого предназначен для скольжения по копиру при относительном перемещении расточной головки и заготовки вдоль геометрической оси обрабатываемого отверстия, и приемник, воспринимающий сигналы упомянутого датчика, кинематически связанный с резцедержателем и двигателем.
Отличается станок еще и тем. что при обра ботке конических поверхностей в качестве копира используется копирная линейка с приспособлением для дистанционного изменения угла сб наклона ее относительно оси обрабатываемого отверстия заготовки.
Кроме того, станок отличается и тем, что для ручного дистанционного управления перемещением резца относительно расточной головки при переходе с одного диаметра на другой в процессе обряботки одинаковых по профилю, но разных по диаметру фасонных внутренних поверхностей заготовки и для обработки поперечных канавок он снабжен дополнительным датчиком, включенным в следящую систему.
При такой конструкции расширяются эксплуатационные возможности расточных станков и повышается их производительность.
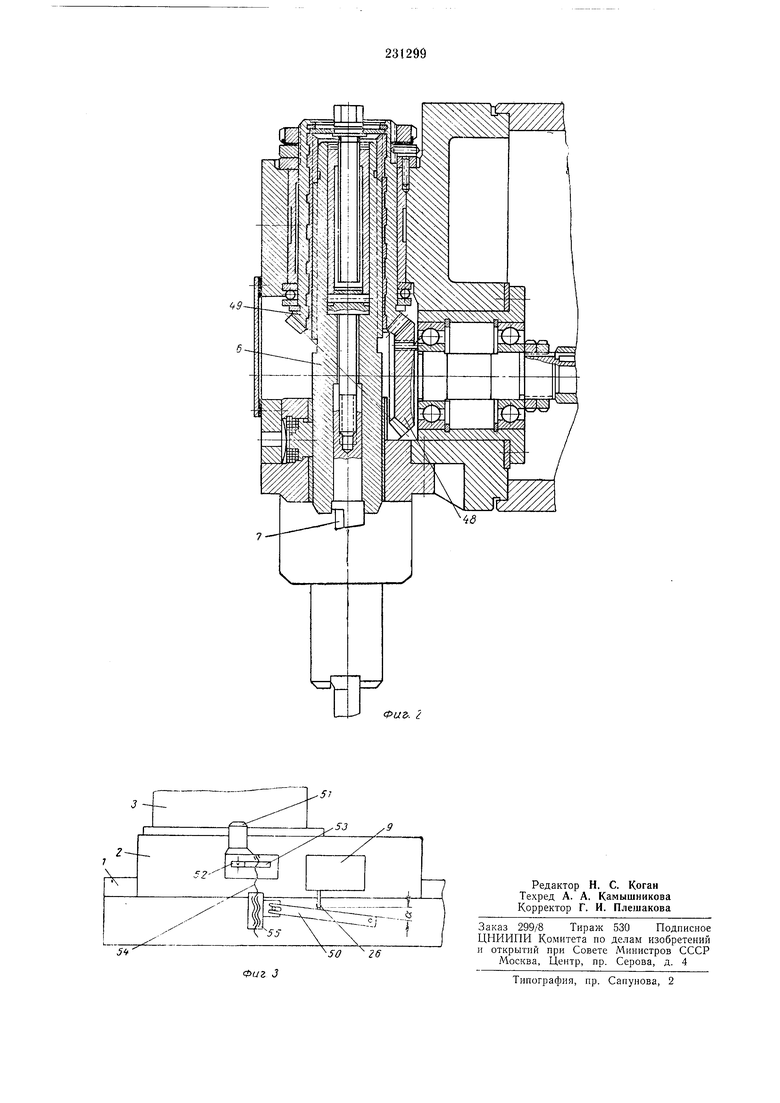
рез; на фиг. 3 - копирная оТинейка расточного станка (вариант исполнения копира).
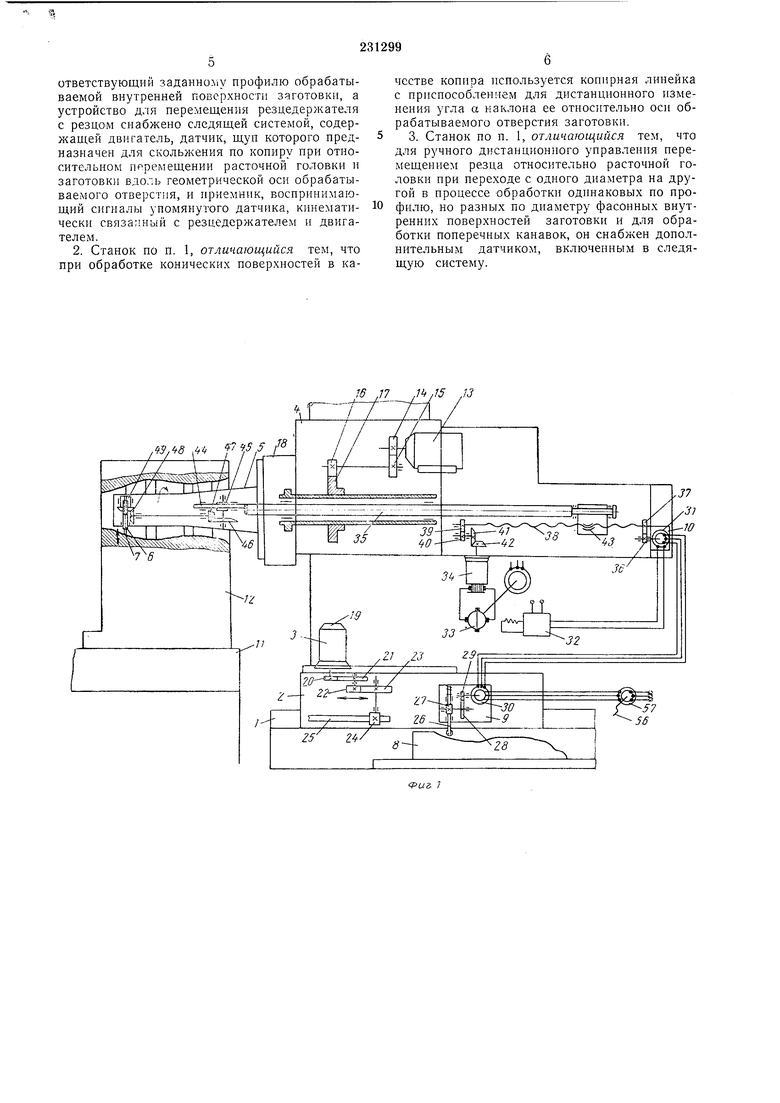
Расточный станок для обработки внутренних фасонных поверхностей заготовок без их вращения содержит станину /, салазки 2, стойку 3, шпиндельную бабку 4, расточную головку 5, имеющую устройство для неремещення резцедержателя 6 (имеющего винтовую нарезку) с резцом 7 в направляющей с винтовой поверхностью, коиир 8, датчик 9 следящей системы, ириемник 10 следящей системы н илиту // для кренления заготовки 12.
Работает расточный станок следующим образом.
Расточная головка 5 с резцедержателем 6 и резцом 7 нолучает вращательное движение от электродвигателя 13 шниндельной бабки через щестерни 14-17 и планшайбу 18.
Салазки, перемещаясь по станине вместе со стойкой и шпиндельной бабкой от электродвигателя 19 через щестерни 20-24 и рейку 25, перемещают и расточную головку вдоль ее оси вращения.
При движении салазок с датчиком следящей системы по станине линейное перемещение рейки щупа 26, скользящего по ненодви/кному копиру 8, преобразуется через шестерни 27-29 во вращательное движение сельсииадатчика 30 следящей системы.
В результате кинематических и электрических связей движение рейки-щупа 26 (величина и направление) повторяется резцедержателем 6 с резцом 7.
Если ротор сельсина-приемника 3J неподвижен, то входное напряжение фазочувствительного усилителя 32 изменяется на электрический угол, пропорциональный геометрическому углу поворота сельсина-датчика 30; на входе фазочувствительного усилителя 32 появляется напряжение постоянного тока, возбуждающее электромагнитный усилитель 33, напряжение с которого подается на электродвигатель 34 подачи шпинделя 35. При этом ротор сельсина-приемника 31, кинематически связанного с электродвигателем 34 через шестерни 36 и 37, винт 33 и шестерни 39-42, повернется на угол, задаваемый сельсином-датчиком 30.
Сельсин-приемник / та(же кинематически связан с резцедержателем 6, имеюшим внешнюю винтовую нарезку, через шестерни 36 и 37, винт 55, гайку 43, шпиндель 35, рейку 44, шестерни 45-48 и шестерню-гайку 49.
Таким образом электродвигатель 34 через шестерни 42-39, далее - винт 38, гайку 43, шпиндель 35, рейку 44, шестерни 45-48 и шестерню-гайку 49 сообщает резцедержателю движение относительно расточной головки в направлении, перпендикулярном геометрической оси обрабатываемого отверстия заготовки.
В том случае, когда для крепления заготовки вместо плиты 11 используется подвижный стол, заготовка перемещается вдоль оси вращения расточной головки вместе с этим столом (при малогабаритных заготовках). При этом расточная головка имеет только вращательное движение, а шпиндельная бабка 4, стойка 3 и салазки 2 неподвижны. Датчик 9 следящей системы крепится на подвижном столе, а копир 8 устанавливается неподвижно на станине стола (на чертеже не показано).
При обработке конических поверхностей в качестве копира используют копирную линейку 50 с приспособлением для дистанционного изменения угла а ее наклона. Угол а наклона копирпой линейки устанавливается дистаиционно посредством электродвигателя 51, который через шестерни 52, 53, винт 54 и гайку
55 перемещает один конец копирной линейки. В данном случае но копирпой линейке будет скользить щуп-рейка 26 датчика 9 следящей системы, и угол образующей конуса обрабатываемого конического отверстия заготовки будет равен углу а наклона копирной линейки.
Механическое дистаиционное управление перемещением резцедержателя с резцом относительно расточной головки, необходимое при
переходе с одного диаметра на другой в процессе обработки одинаковых по профилю, но разных по диаметру фасонных внутренних поверхностей заготовок и при обработке поперечных канавок, осуществляется от электродвигателя 34 нри отключенной следящей системе. В этом случае движение от электродвигателя 34 к резцу 7 передается через шестерни 39-42, винт 38, гайку 43, шпиндель 35, рейку 44, щестерни 45-48, шестерню-гайку 49.
Ручное дистанционное управление перемешением резцедержателя с резцом относительно расточной головки, необходимое при переходе с одного диаметра на другой в процессе обработки одинаковых по профилю, но разных по диаметру фасонных внутренних поверхностей заготовок и при обработке поперечных канавок, обеспечивается вращением рукоятки
56дололнительного датчика 57 следящей системы.
В этом случае следящая система через электродвигатель 34 вращает синхронно с датчиком
57сельсин-приемник 31 и перемещает на определенное расстояние со скоростью, соответствующей скорости вращения рукоятки 56, резцедержатель 6 с резцом 7 относительно расточной головки 5.
Предмет изобретения
1. Расточный станок для обработки фасонных внутренних поверхностей деталей без их вращения, содержащий шпиндельную бабку, закрепленную на ней и вращающуюся в процессе обработки расточную головку с резцедержателем и с устройством для перемещеПИЯ резцедержателя с резцом в направляющих, и приспособление для крепления заготовки, отличающийся тем, что, с целью расширения его эксплуатационных возможностей и повышения производительности, он снабжен неподвижным копиром, имеющим профиль, соответствующий заданному профилю обрабатываемой внутренней поверхности заготовки, а устройство для перемещения резцедержателя с резцом снабжено следящей системой, содержащей двигатель, датчик, щуп которого предназначен для скольжения по копиру при относительном перемещении расточной головки и заготовки вдоль геометрической оси обрабатываемого отверстия, и приемник, воспринимающий сигналы упомянутого датчика, кинематически связанный с резцедержателем и двигателем.
2. Станок по п. 1, отличающийся тем, что при обработке конических поверхностей в качестве копира используется копирная линейка с приспособлением для дистанционного изменения угла а наклона ее относительно оси обрабатываемого отверстия заготовки.
3. Станок по п. 1, отличающийся тем, что для ручного дистанционного управления перемещением резца относительно расточной головки при переходе с одного диаметра на другой в процессе обработки одинаковых по профилю, но разных по диаметру фасонных внутренних поверхностей заготовки и для обработки поперечных канавок, он снабжен дополнительным датчиком, включенным в следящую систему.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПРЯМОУГОЛЬНЫХ ОКОН | 1971 |
|
SU322237A1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Способ обработки тел вращения и станок для его осуществления | 1985 |
|
SU1315141A1 |
| Устройство для копирной расточки фасонных отверстий | 1984 |
|
SU1240515A1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| Устройство для копирной расточки фасонных отверстий | 1981 |
|
SU965621A2 |
| Устройство для копирной расточки фасонных отверстий | 1977 |
|
SU738780A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
ff9
Фиг-. 2
