(Л С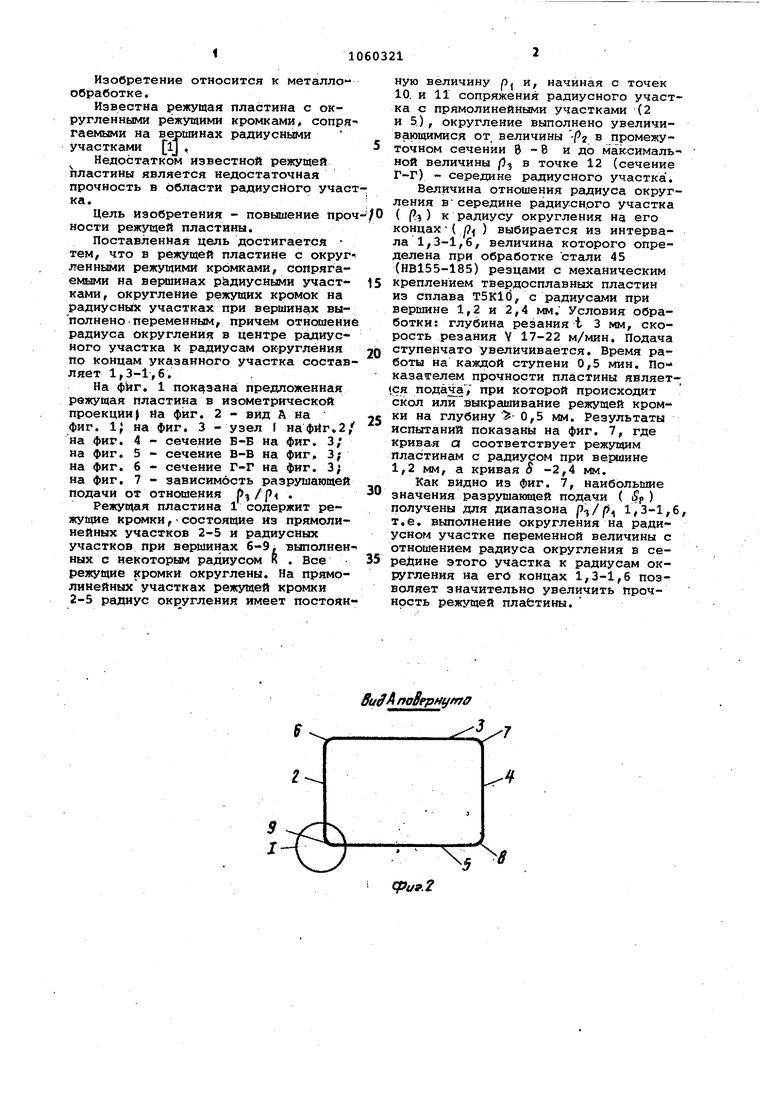
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2012 |
|
RU2493941C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Устройство для снятия фаски | 1981 |
|
SU1014673A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |
| Алмазный фасонный прерывистый круг | 1980 |
|
SU952564A1 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
РЕЖУЙДАЯ ПЛАСТИНА с округленными режущими кромками, сопрягаемыми на вершинах радиусными участками, отличающаяся тем, что, с целью повышения прочности режущей пластины, округление режущих кромок на радиусных участках при вершинах выполнено переменным, при-, чем отношение радиуса округления в центре радиусного участка к радиусам округления по концам указанного участка составляет 1,3-1,6.
X
о
о
срие.1
00
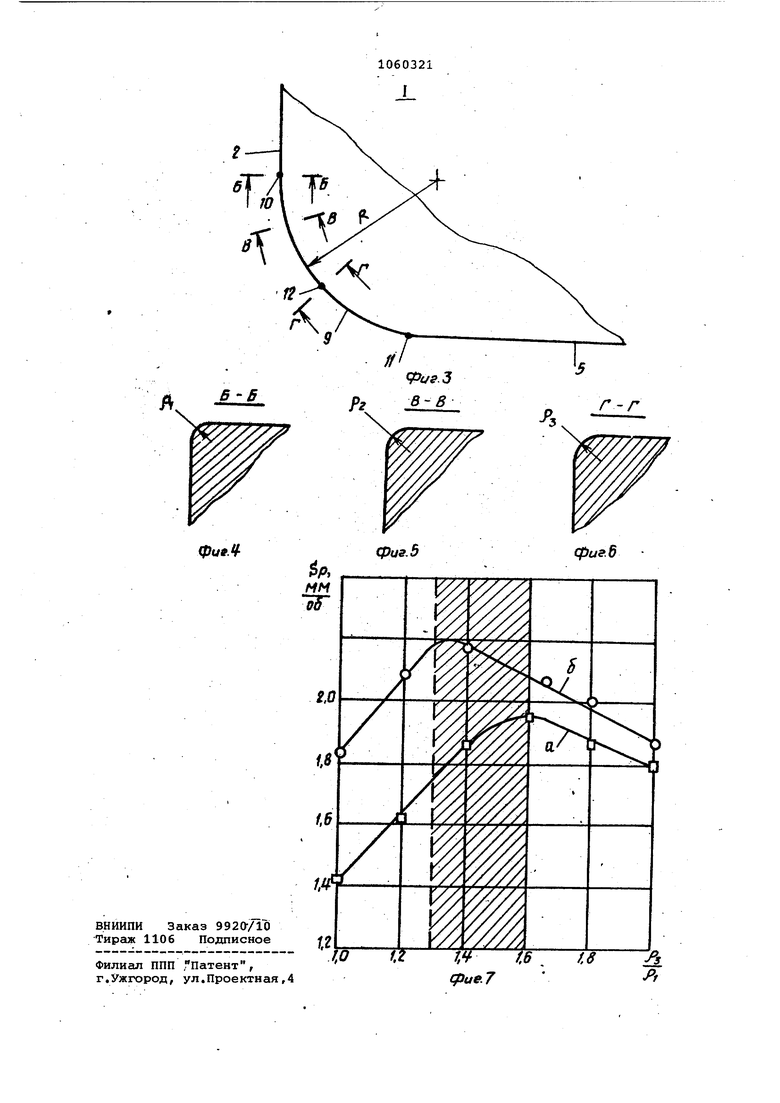
to Изобретение относится к металлообработке . Известна режущая пластина с округленными режущими кромками г сопря гаемыми на вершинах радиусными участками ij . Недостатком известной режущей пластины является недостаточная прочность в области радиусного учас ка. Цель изобретения - повышение про ности режущей пластины. Поставленная цель достигается тем, что в режущей пластине с округ ленными режущими кромками, сопрягаемыми на вершинах радиусными участками, округление режущих кромок на радиусных участках при вершинах выполнено переменным, причем отнсяйени радиуса округления в центре радиусного участка к радиусам округления по концам указанного участка состав ляет 1,3-1,6. На фиг, 1 noKStsaHa предложенная режущая пластина в изометрической проекции) йа фиг. 2 - вид А на фиг. 1; на фиг, 3 - узел I нафйг 2, на фиг. 4 - сечение Б-В на фиг. 3/ на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 - сечение Г-Г на фиг. 3/ на фиг. 7 - зависимость разрушающей подачи от отношения . Режущая пластина 1 содержит режущие кромки,- состоящие из прямолинейных участков 2-5 и радиусных участков при вершинах 6-9; выполнен ных с некоторым радиусом К .Все режущие кромки округлены. На прямолинейных участках режущей кромки 2-5 радиус округления имеет постоян
8иЗAnoiSppHymff ную величину PJ и, начиная с точек 10. и II сопряжения радиусного участка с прямолинейными участками (2 и 5.) , округление выполнено увеличивающимися от, величины -ру в промежуточном сечении б - В и до максимальной величины /3 точке 12 (сечение Г-Г) - середине радиусного участка. Величина отношения ргщиуса округления в середине радиусного участка ( р ) к радиусу округления на его концах ( ) выбирается из интервала 1,3-1,6, величина которого определена при обработке стали 45 (НВ155-185) резцами с механическим креплением твердосплавных пластин из сплава Т5К10, с радиус 1МИ при вершине 1,2 и 2,4 мм. Условия обработки: глубина резания 3 мм, скорость резания Y 17-22 м/мин. Подача ступенчато увеличивается. Время работы на каждой ступени 0,5 мин. Показателем прочности пластины являет ся подача, при которой происходит скол или выкрашивание режущей кромки на глубину - 0,5 мм. Результаты испытаний показаны на фиг. 7, где кривая от соответствует режущим пластинам с радиусом при вершине 1,2 мм, а кривая S -2,4 мм. Как видно из фиг. 7, наибольшие значения разрушающей подачи ( Sp ) получены для диапазона 1,3-1,6, т.е. выполнение округления на радиусном участке переменной величины с отношением радиуса округления в середине этого участка к радиусам округления на его концах 1,3-1,6 позволяет значительно увеличить прочность режущей плаЬтины.
(9.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инжектор отработанного пара для паровозов | 1924 |
|
SU953A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
