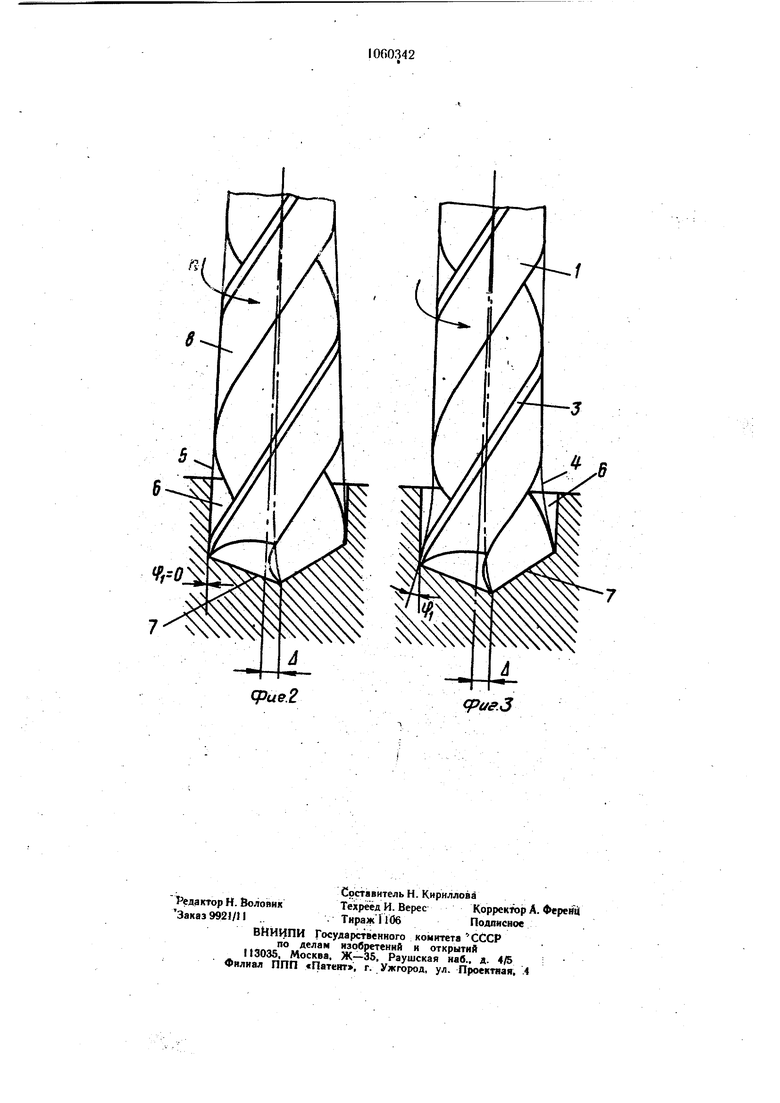
Изобретение относится к механической обработке; а именно к многолезвийным осевым инструментам типа сверла. Известно сниральное сверло с заточкой ленточек по конусной поверхности с равномерно уменьшающимся диаметром от вершины сверла к хвостовику . Недостатком данного сверла является повышенный износ ленточек на длине, соответствующей глубине сверления, из-за закономерного перекоса сверла, приводящего к его несоосности с отверстием и, как следствие, к возникновению интенсивного трения в месте одностороннего контакта ленточек с обработанной поверхностью отверстия. Цель изобретения - повышение стойкости сверла и экономичности при переточ ке. Поставленная цель достигается тем, чтсГ в спиральном сверле, заточенном по длине ленточек с уменьшающимися диаметром от вершины к хвостовику, поверхность ленточек имеет переменную кривизну, уменьшающуюся от вершины сверла к хвостовику, а форма поверхности в осевом сечении определяется степенной функцией у х, при этом п 1.. На фиг. 1 изображена рабочая часть сверла, общий вид; на фиг. 2 - схема контакта с отверстием ленточек известного сверла в процессе сверления; на фиг. 3 - схема контакта с отверстием ленточек предлагаемого сверла. Спиральное сверло имеет режущую часть I, хвостовик 2 и ленточки 3 на перьях, заточенные на длине режущей части по кри, волинейной поверхности 4, описываемой в pceioM сечении степенней функцией Y-K-) f приращение диайет|ра С1вёрйй № хвостовика к BeptiiuHe; X-текущая длина режун1е.й части; Тт-показатель степени (); k-постоянный коэффициент. Параметры этой функции k и п определяются стандартным перепадом 2Ь диаметров di и d(, на длине режущей части для сверла с обычной заточкой ленточек по конусной поверхности 5 и интенсивностью изменения кривизны поверхности ленточек на той же длине. Для упрощения заточки форма поверхности ленточек в продольном сечении может быть образована ломаной линией,, отрезки прямых которой экстраполируют степенную функцикз. Сверление осуществляется следующим образом. При работе сверла из за его несоосности с обрабатываемым отверстием 6, а также из-за несимметричности режущих кромок 7 происходит его из,гиб, вьгзывающий искривлекиеоси на величину и . Известнре сверло 8 вследствие малого перелада диаметров конусной поверхности 5 ленточек вступает ими в контакт с обработанной поверхностью отверстия 6 со стороны, противоположной направлению изгиба оси сверла. В этрм месте обратная конусность отсутствует (Yj 0), что приводит к износу ленточек по всей длине контакта. При этой же величине изгиба Д пред лагаемого сверла благодаря .криволинейной форме заточки поверхности 4 ленточек 3, их контакт с поверхностью отверстия не Возникает. В результате уменьшается износ по диаметру, более равномерно распределяются нагрузки по режущим кромкам, повышается точность обработки и уменьшается нагрев в зоне резания. Все это в ито: ге приводит к увеличению стойкости сверла и позволяет повысить режим обработки, скорость резания и подачу, а также увеличить число возможных Переточек.
п6
дзие.2
cp6iff.3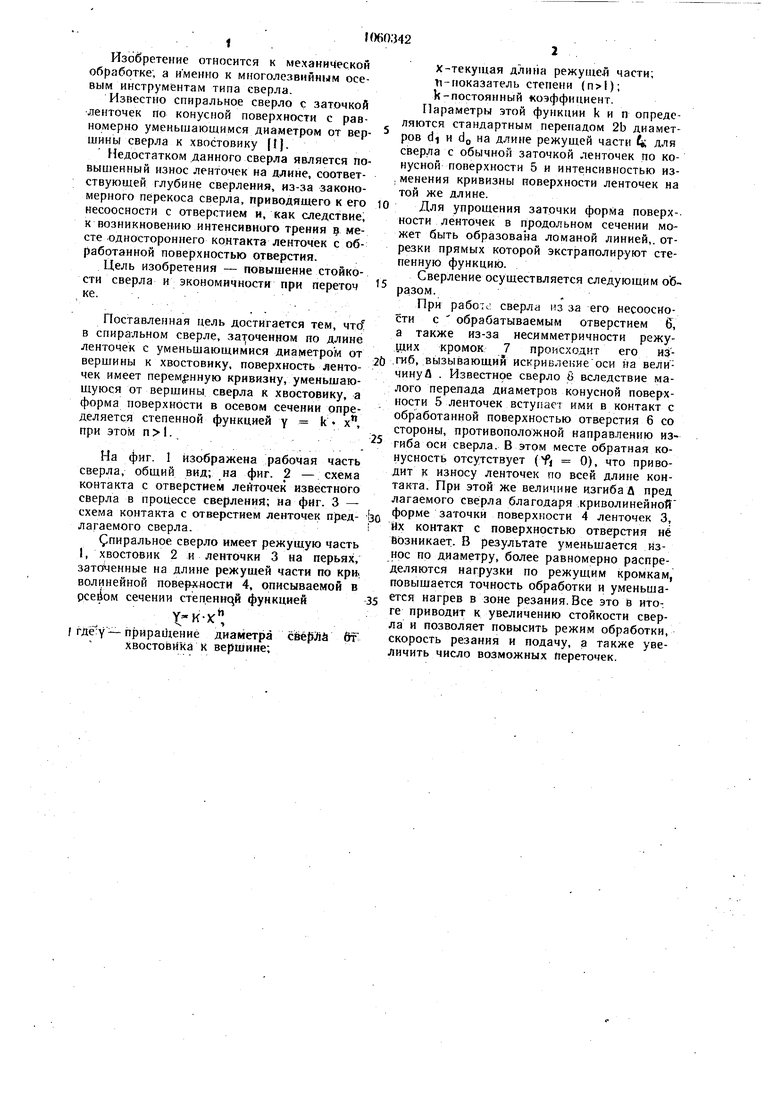
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| Режущий инструмент с износостойким покрытием | 1991 |
|
SU1794599A1 |
| Спиральное сверло | 1979 |
|
SU823012A2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2006 |
|
RU2414996C2 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ВЕРШИНЫ СПИРАЛЬНОГО СВЕРЛА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2459693C1 |
| Спиральное сверло | 1988 |
|
SU1713754A1 |
| СВЕРЛО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ С ПЛОСКИМ ОСНОВАНИЕМ | 2007 |
|
RU2455127C2 |
| Спиральное сверло или зенкер | 1961 |
|
SU151548A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПЕРЕМЫЧКОЙ | 2009 |
|
RU2462334C2 |
1. СПИРАЛЬНОЕ СВЕРЛО, заточенное по длине ленточек с уменьшающимся диаметром от вершины к .хвостовику, отличающееся тем,что, с целью повышения стойкости сверла, поверхность ленточек имеет переменную кривизну, уменьшающуюся от вершины сверла к .хвостовику. 2. Сверло по п. 1, отличающееся тем. что форма поверхности в осевом сечении определяется степенной функцией - k - х; при этом п 1. Oi о 00 4 ЬО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дыков А | |||
| Т | |||
| Прогрессивный режущий инструмент Б машиностроении | |||
| «Машиностроение, Л., 1972, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
