2, Устройство по П.1, о т л ичагащееся тем, что, с целью упрощения перечаладки при закреплении изделий различных размеров, направляющие смонтированы на основании с возможностью фиксированного продольного перемещения, а опорные элементы для изделия закреплены на направляющих .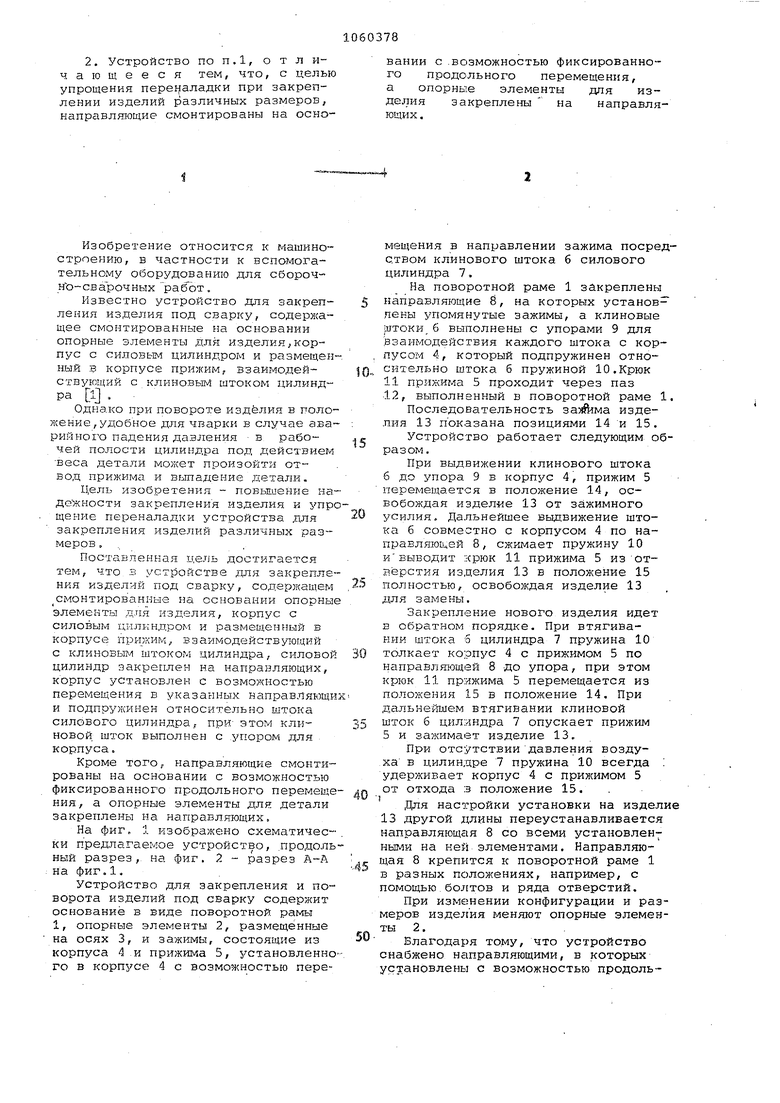
| название | год | авторы | номер документа |
|---|---|---|---|
| Грузозахватное устройство | 1988 |
|
SU1696371A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для вырубки пазов | 1982 |
|
SU1147485A1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| Стенд для сборки под сварку | 1979 |
|
SU852480A1 |
| Самофиксирующийся прижим | 1985 |
|
SU1379041A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Кантователь | 1979 |
|
SU829380A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
1. УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ИЗДЕЛИЙ ПОД СВАРКУ, содержащее смонтированные на основании опорные элементы для изделия, корпус с силовым цилиндром и размещенный в корпусе прижим, взаимодействующий с клиновым штоком цилиндра, отличающееся тем, что, с целью повышения надежности закрепления изделия, на основании смонтированы направля1рщие силовой - цилиндр закреплен на направляющих, корпус установлен с возможностью перемещения в указанных направляющих и подпружинен относительно штока силового цилиндра, при -этом клиновой шток выполнен с упором для корпуса. (Л э: о :Ад vj эо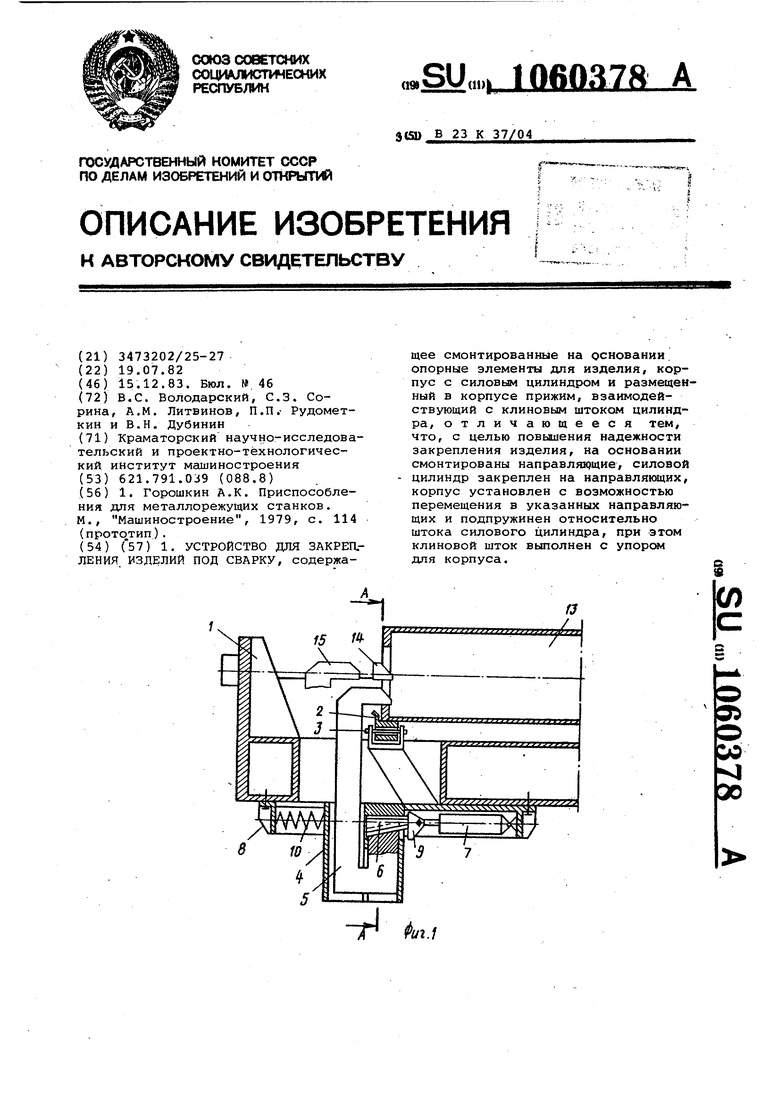
Изобретение относится к машиностроению, в частности к вспомогательному оборудованию для сборочнЪ-сва рочных рабЪт.
Известно устройство для закрепления изделия под сварку, содержащее смонтированные на основании опорные элементы для изделия,корпус с силовым цилиндром и размещенный 9 корпусе прижим, взаимодействующий с КЛ1-ШОВЫМ штоком цилиндра 1 .
Однако при повороте изделия в полоение, удобное для чварки в случае аваийного падения давления в рабочей полости цилиндра под действием Веса детали может произойти отвод прижима и врдшадение детали.
Цель изобретения - повьииение надежности закрепления изделия и упрощение переналадки устройства для закрепления изделий различных размеров .
Поставленная uejjb достигается тем, что в устройстве для закрепления изделий под сварку, содержащ.ем , смонтированные на основании опорные элементы д-тш изделия, корпус с силовым цилиндром и размещенный в корпусе , взаимодействующий с клиновьп-/ штоком цилиндра, силовой цилиндр закреплен на направляющих, корпус установлен с возможностью перемещения в указанных направляющих и подпружинен относительно ьатока силового цилиндра при- этом клиновой шток выполнен с упором для корпуса.
Кроме того, направляющие смонтированы на основании с возможностью фиксированного продольного перемещения , а опорные элементы для детали закреплены на направляющих.
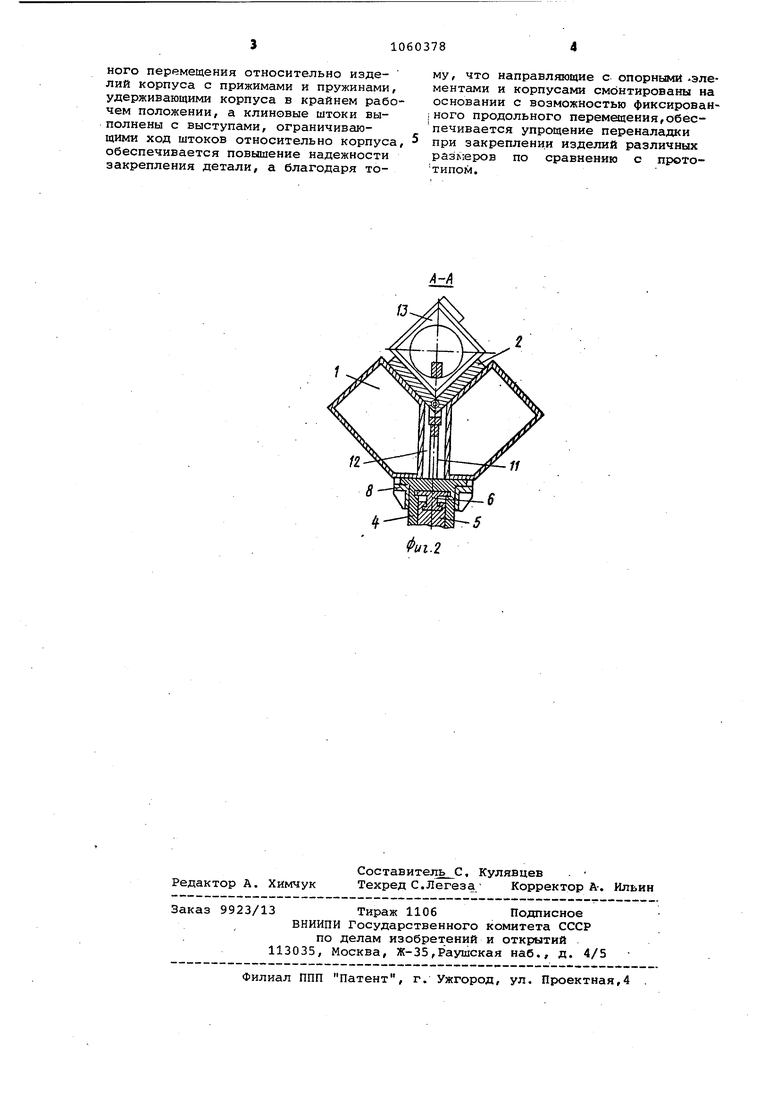
На фиг. 1 изображе;но схематичес-. ки предлагаемое устройство, продольный разрез, на фиг. 2 - разрез А-А на фиг.1,
Устройство для закрепления и поворота изделий под сварку содержит основание в виде поворотной рамы 1, опорные элементы 2, размещенные на осях 3, и зажимы, состоящие из корпуса 4 ,и прижима 5, установленно--, го в корпусе 4 с возможностью перемещения в направлении зажима посредством клинового штока б силового цилиндра 7.
На поворотной раме 1 закреплены направляющие 8, на которых установдевы упомянутые зажимы, а клиновые 1птокн 6 выполнены с упорами 9 для взаимодействия каждого щтока с корпусом 4, который подпружинен относительно штока 6 пружиной 10.Крюк 11 прижима 5 проходит через паз 12, выполненный в поворотной раме 1
Последовательность зазЙ1ма изделия 13 показана позициями 14 и 15.
Устройство работает следующим образом.
При выдвижении клинового штока б до упора 9 в корпус 4, прижим 5 перемещается в положение 14, освобождая изделие 13 от зажимного усилия. Дальнейшее выдвижение штока 6 совместно с корпусом 4 по направляющей 8, сжимает пружину 10 ивыводит крюк 11 прижима 5 из отверстия изделия 13 в положение 15 полностью, освобождая изделие 13 для замены.
Закрепление нового изделия идет в обратном порядке. При втягивании штока б цилиндра 7 пружина 10 толкает корпус 4 с прижимом 5 по направляющей 8 до упора, при этом крюк 11 прижима 5 перемещается из положения 15 в положение 14. При дальнейшем втягивании клиновой шток б цилиндра 7 опускает прижим 5 и зажимает изделие 13.
При отсутствии давления воздуха в цилиндре 7 пружина 10 всегда удерживает корпус 4 с прижимом 5 от отхода 3 положение 15. ,Цля настройки установки на издел 13 другой длины переустанавливается направляющая 8 со всеми установлен-;ными на ней элементами. Направляющая 8 крепится к поворотной раме 1 в разных положениях, например, с помощью.болтов и ряда отверстий.
При изменении конфигурации и размеров изделия меняют опорные элементы 2.
Благодаря тому, что устройство снабжено Нсшравляющими, в которых установлены с возможностью продольного перемещения относительно издеЛИЙ корпуса с прижимами и пружинами, удерживающими корпуса в крайнем рабочем положении, а клиновые штоки выполнены с выступами, ограничивающими ход штоков относительно корпуса, обеспечивается повышение надежности закрепления детали, а благодаря тому, что направляющие с опорными -элементами и корпусами смонтированы на основании с возможностью фиксированIного продольного перемещения,обеспечивается упрощение переналадки при закреплении изделий различных размеров по сравнению с прототипом.
0
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горошкин А.К | |||
| Приспособления для металлорежущих станков | |||
| М., Машиностроение, 1979, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
