(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Устройство для сборки изделий под сварку | 1978 |
|
SU963774A1 |
| Устройство для установки и крепления изделия под сварку | 1985 |
|
SU1303349A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Устройство для протяжки изделий | 1987 |
|
SU1433831A2 |
I
Изобретение относится к вспомогательному сварочному оборудованию и может быть использовано для сборки и сварки поворотных стыков труб, а также в качестве роликового люнета при металлообработке цилиндрических изделий на токарных станках.
Известен роликовый центратор, содержащий смонтированные на основании роликоопоры, связанные кинематически, и привод перемещения роликов l.
Недостатком .известного центратора является невозможность обеспечения жесткой взаимной фиксации торцов стыкуемых трубных заготовок, так как передача фиксирующего усилия от привода на заготовки производится одновременно по двум сложным кинематическим цепям, включающим рычажно-зубчатые передачи.
Наиболее близким к изобретению является устройство для сборки под сварку деталей, содержащее смонтированные на основании направляющие,
ограничительный упор и силовой цилиндр с двумя снабженными прижимными элементами ползунами, один из ко- торых подпружинен и закреплен на корпус силового цилиндра, а другой - на штоке этого же цилиндра 2J.
Недостатком данного устройства является невозможность использования его при оборке и сварке поворотных стыков труб.
Цель изобретения - повышение производительности путем обеспечения сборки и сварки поворотных стыков труб.
Указанная цель достигается тем, что в устройстве для сборки под сварку деталей, преимущественно деталей цилиндрической формы, содержащем смонтированные на основании направляющие, ограничительный упор и силовой цилиндр с двумя снабженными прижимными элементами ползунами, закрепленными на его корпусе и штоке, и один из ползунов подпружинен отно- ,
сительно основания, каждый прижимной элемент выполнен в виде двух пар прижимных роликов, расположенных в параллельных плоскостях, перпендикулярных продольной оси устройства, а направляюнще в свою очередь выполнены в виде двух пар штанг, параллельных основанию, при этом одна пара направляющих штанг смонтирована на основании, а другая - на ползуне, связанном с корпусом силового цилиндра, причем ползун, закрепленный на штоке силового цилиндра, подпружинен, каждый из ползунов установлен на одной пане штанг с возможностью перемещения по ним, а ограничительный упор смонтирован на основании и выполнен регулируемым.
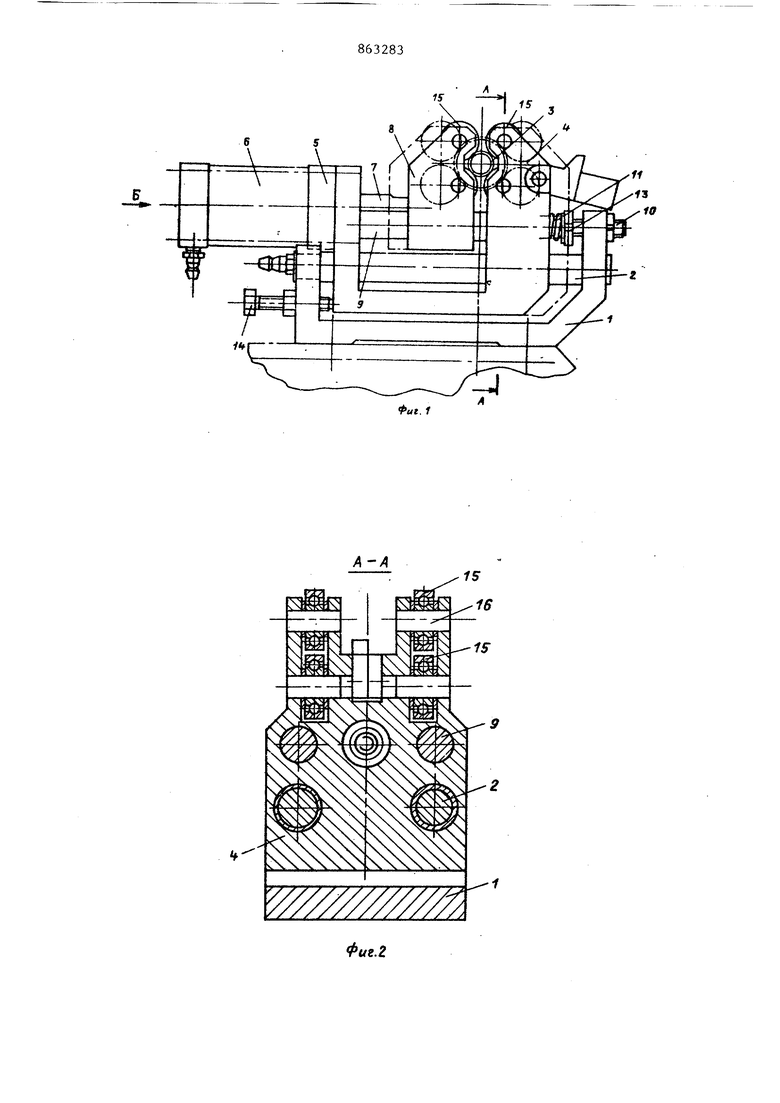
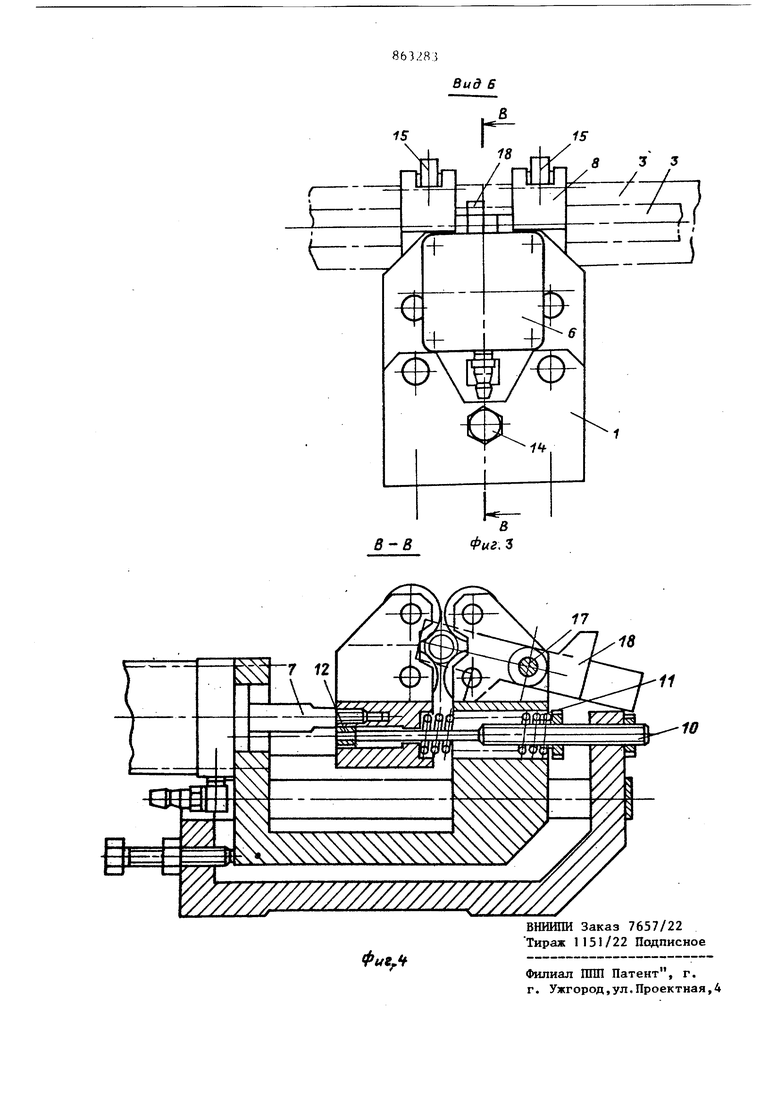
На фиг. 1 изображено устройство для сборки под сварку деталей, общий вид; на фиг. 2 - разрез А-А на
Ц фиг. 1; на фиг. 3 - вид Б на фиг. на фиг. 4 - разрез В-В на фиг. 3.
Устройство для сборки под сварку содержит основание 1 с неподвижно закрепленными в нем направляющими штан.гами 2, на которых с возможностью радиального перемещения относительно оси изделия 3 смонтирован ползун 4, жестко соединенный с корпусом 5 силового цилиндра 6, шток 7 которого неподвижно закреплен в ползуне 8. Ползун 8 смонтирован на направляющих штангах 9, неподвижно закрепленных в ползуне 4, с возможностью радиального перемещения относительно оси изделия 3. На основании 1 устройства йа резьбе закреплен центрирующий стежень 10 для пружины 1I. На другом конце стержня 10 закреплена втулка 12, входящая в направляющее отверстие ползуна 8 и ограничивающая его перемещение в направлении от оси издлия под действием 11, воздействующей на шток 7 с усилием, превышающим силы, сопротивления перемещению ползуна 4 по штангам 2, и играющей таким образом роль временного упра дпя штока 7. Ее усилие регулируется посредством гайки 13. На основании 1 неподвижно закреплен регулируемый упор 14, выполненный в виде микрометрического винта и предназначенный для ограничения величины хода ползуна 4 при центрировании изделия.. Ползуны 4 и 8 снабжены прижимными роликами 15, смонтированными на осях 16 зеркально друг другу в..двух параллельных плоскостях центрироваНИИ, перпендикулярных оси изделия 3, по обеим сторонам плоскости стыка, причем в каждой плоскости центрирования размещено по четыре ролика (по два ролика в каждом ползуне). В ползуне 4 на оси I7 смонтированы откидной упор 18, контактная площадка которого размещена в плоскости злектрода сварочной головки (не показана) . За счет наличия этого упора при сборке автоматически обеспечивается совмещение плоскости стыка заготовок с осью электрода. Перед началом работы устройство параллельно настраивается на требуемый диаметр свариваемого изделия по эталонной трубе, закрепляемой в патронах вращателя сварочной установки, размещенных по обеим сторонам устройства (не показаны). Ползун 4 перемещается, по направляющим штангам 2 до упора смонтированных в нем роликов 15 в наружную поверхнос1ъ эталонной трубы. Регулируемый упор 14 перемещается в направлении оси изделия до соприкосновения с торцом ползуна 4. В этом положении упор 14 фиксируется относительно основания 1 устройства. Наличие этого упора автоматически обеспечивает стабилизацию положения роликов 15 ползуна 4 при центрировании труб заданного диаметра. При переходе на обработку труб другого диаметра соответственно должно быть изменено положение торца упора 14 (настройка выполняется по соответствующей эталонной трубе указанным способом) г
Устройство работает следующим образом.
В исходном положении ползуны 4 и 8 отведены от оси изделия, а упор 18 опущен в рабочее положение, при котором его контактная площадка препятствует сквозному осевому движению трубной заготовки. В момент наступления контакта нежду упором 18 и торцом трубной заготовки последняя фиксируется от осевого перемещения, а упор 18 откидьшается. Затем с противоположной стороны в устройст до упора в торец первой заготовки подается вторая трубная заготовка. Б момент соприкосновения их торцов устройство закрьшается, прижимая и центрируя своими роликами 15 трубные заготовки относительно оси вращения и фиксируя их кромки от радиапьного и осевого смещения. Последовательность срабатывания элементов устройства следующая. При подаче сжатого воздуха в поршневую полость силового цилиндра 6 вначале начинает перемещаться влево (фиг. 4) его корпус 5, поскольку пружина 11 препят - ствует перемещению ползуна 8 в направлении оси изделия. Жестко связанный с корпусом 5 силового цилиндра 6 ползун 4 перемещается до соприкосновения его торца с упором 14, при этом ролики 15 этого ползуна занимают центральное положение, соответствующее настройке на заданный диаметр изделия. В результате осуществления жесткого контакта между ползуном 4 и упором 14 давление в поршневой полости силового цилиндра 6 повьшается, и его шток 7 с закрепленным на нем ползуном 8 перемещается в направлении к оси изделия 3, преодолевая сопротивление пружины 11 до тех пор, пока ролики 15 ползуна 8 не прижмут заготовки изделия 3 к роликам 15 ползуна 4. При этом обе трубные заготовки центрируются относительно общей оси патронов вращатели, а торцовые части заготовок надежно фиксируются от взаимного смещения в процессе сварки, что способствует повьш1ению качества сварного соединения. После окончания сварки и отвода мундштука сварочной голов ки от изделия сжатый воздух подается в штоковую полость силового цилиндра 6. При этом ползуны 4 и 8 перемещаются по .направляющим штангам от оси из делия, освобождая его от зажима.
Конструкция предлагаемого устройства по сравнению с базовым образцом обеспечивает высокую точность центрирования и надежность фиксации кромок при сварке труб в поворотном положении, хорощий обзор зоны
632836
сварки; отличается простотой и удобством в эксплуатации.
5 Формула изобретения
Устройство для сборки под сварку деталей, преимущественно деталей цилиндрической формы, содержащее
10 смонтированные на основании направляющие , ограничительный упор и силовой цилиндр с двумя снабженными прижимными элементами ползунами, закрепленными на его корпусе и штоtS ке, и один из ползунов подпружинен относительно основания, отличающееся тем, что, с целью повьш1ения производительности путем обеспечения сборки и сварки пово2Q ротных стыков труб, каждый прижим. ной элемент выполнен в виде двух пар прижимных роликов, расположенных в параллельных плоскостях, перпендикулярных продольной оси устройства, - а направляющие в свою очередь вьшолнены в виде двух пар штанг параллельных основанию, при этом, одна пара направляющих штанг, смонтирована на основании, а другая на ползуне, связанном с корпусом силозо30го цилиндра, причем ползун, закрепленный на штоке силового цилинд,ра, подпружинен, каждый из ползунов установлен на одной паре штанг с возможностью перемещения по ним, а ограничительный упор смонтирован на основании и вьшолнен регулируемым.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 503693, 1Ш. В 23 К 37/04,07.05.74.
