зоры, заполненные магнитно-абразивным порошком, не позволяет интенсифицировать процесс обработки за счет воздействия на магнитно-абразивный порошок дополнительной силы, прижимающей порошок к обрабатываемой детали.
Поставленная цель может быть достигнута при помош,и нового устройства, отличающегося от известного тем, что полюсные наконечники смещены относительно один другого и каждый из них выполнен с полостью, в которой расположено средство для подачи магнитно-абразивного порошка в рабочий зазор.
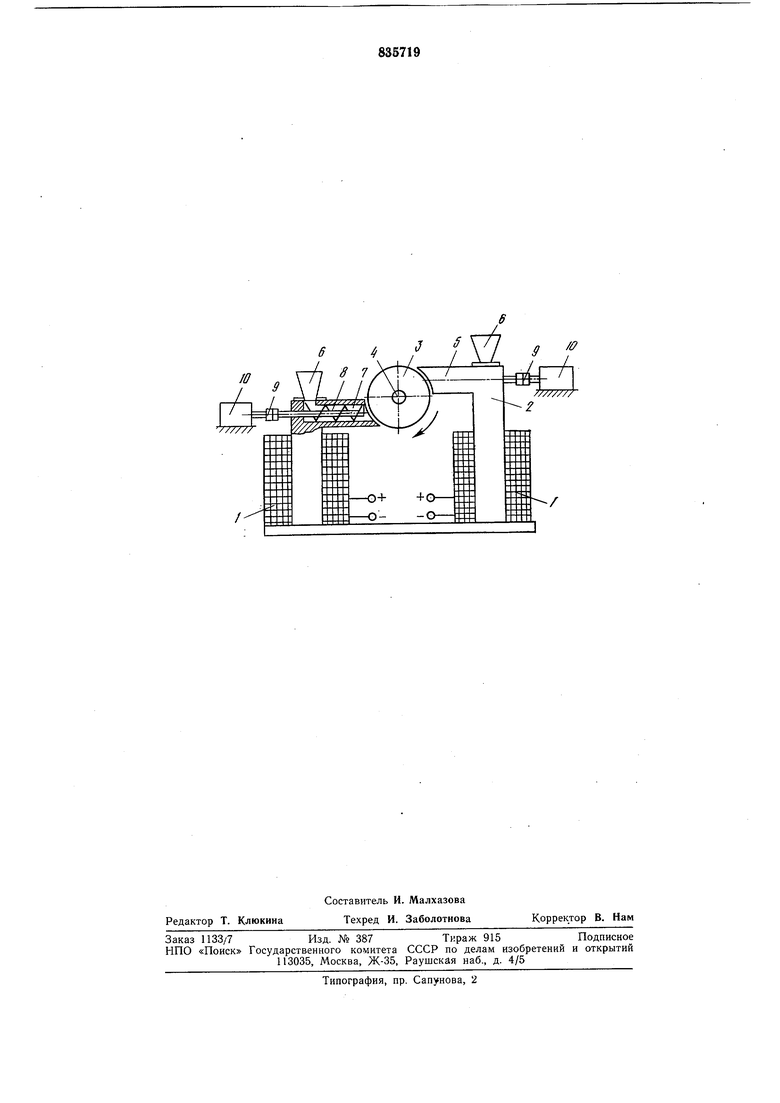
На чертеже изображено описываемое устройство для осуществления способа магнитно-абразивной обработки деталей.
Устройство содержит две электромагнитные катушки 1, расположенные на магнитопроводе 2. Обрабатываемое изделие 3 (деталь) размещено на валу 4, соединенном с приводом вращательного движения (на чертеже не показано).
Полюсные наконечники 5 выполнены полыми и смещены относительно плоскости, проходящей через ось вращения детали 3, в разные стороны на одинаковую величину навстречу вращения детали 3, при этом рабочие поверхности полюсных наконечников 5, эквидистантные обрабатываемой поверхности детали 3 в плоскости ее вращения, образуют с последней рабочий зазор.
На каждом полюсном наконечнике 5 магнитопровода 2 установлен бункер 6, связанный с полостью 7, в которой установлен шнек 8. Шнек 8 соединен через предохранительную муфту 9 с приводом 10. Катушки 1 подключены к источнику постоянного тока.
Устройство работает следующим образом.
Деталь 3 приводят во вращательное движение, в рабочий зазор из бункера 6 поступает магнитно-абразивный порошок через полость 7 за счет воздействия на него вращающегося шнека 8.
Магнитное поле в зазоре намагничивает частицы порошка. Они притягиваются друг к другу, образуя «сцементированную массу, частицы которой действуют на обрабатываемую поверхность изделия как за счет
сил магнитного поля, так и за счет осевой силы действия шнека 8 на «сцементированную массу, которая создает в зоне обработки нормальную составляющую и тангенциальную, противоположную направлению вращения изделия.
Тангенциальная составляющая от действия осевой силы шнека удерживает порошок в зазоре, позволяя увеличивать результирующую нормальную силу резания, что интенсифицирует процесс обработки.
Применение описываемого способа позволит обеспечить декоративную обработку поверхностей различных изделий и повысить ее качество, причем обработке могут подвергаться изделия, содержащие неровности на поверхности в направлении вращения изделия, соизмеримые с зазором, так как в устройстве обеспечена непрерывная
подача ферромагнитного порошка.
Формула изобретения
1. Способ магнитно-абразивной обработки деталей, установленных с возможностью вращения, магнитно-абразивным порошком, удерживаемым силами магнитного поля, отличающийся тем, что, с целью интенсификации процесса обработки, магнитноабразивный порошок дополнительно прижимают к поверхности обрабатываемой детали постоянной по направлению силой, тангенциальная составляющая которой противоположна направлению вращения детали.
2. Устройство для магнитно-абразивной обработки деталей, установленных с возможностью вращения между двумя полюсными наконечниками магнитной системы, образующими рабочие зазоры, заполненные
магнитно-абразивным порошком, отл и чающееся тем, что, с целью интенсификации процесса обработки, полюсные наконечники смещены относительно один другого и каждый из них выполнен с полостью,
в которой расположено средство для подачи магнитно-абразивного порошка в рабочий зазор.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 396254, кл. В 24В 31/10, 1970.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1673410A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1537486A1 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
| Способ магнитно-абразивной обработки деталей | 1982 |
|
SU1060439A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |