о
СХ)
О5
Изобретение относится к волочильному производству.
Известно устройство для определения оптимального угла волочения, содержащее (сорпус и установленные в корпусе средства j деформирования заготовки (волока), имеющие сопряженные по касательной прямоли.яейные и радиальные участки их рабочи( поверхностей. Оптимальный угол волочения определяется по минимальному усилию волочения одинаковой исходной заготовки че- О рез волоки 11j.
Однако такое устройство требует изготовления для каждого протягиваемого профилеразмера большего числа дорогостоящих волок с различными углами рабочего конуса. Кроме того, изготовить несколько волок с абсолютно точными размерами их выходных отверстий практически невозможно; волоки всегда имеют отклонения в сторону завышения или занижения номинального размера протягиваемого сечения, что JQ обуславливает колебания фактического обжатия при волочении и, следовательно, понижение точности определения величины оптимального угла волочения.
Целью изобретения является повышение точности определения оптимального угла 25 I волочения и сокращение времени процесса определения угла.
Поставленная цель достигается тем, что в устройстве для определения оптимального угла волочения, содержащем корпус, и установленные в корпусе средства деформирова- 30 ния заготовки, имеющие сопряженные по касательной прямолинейные и радиальные участки их рабочих поверхностей, средства деформирования заготовки выполнены в виде двух деформирующих элементов, проти-. воположно установленных в корпусе йа осях .35 с возможностью поворота, причем центры кривизны криволинейных участков их рабочих поверхностей выполнены совпадающими с осями поворота.
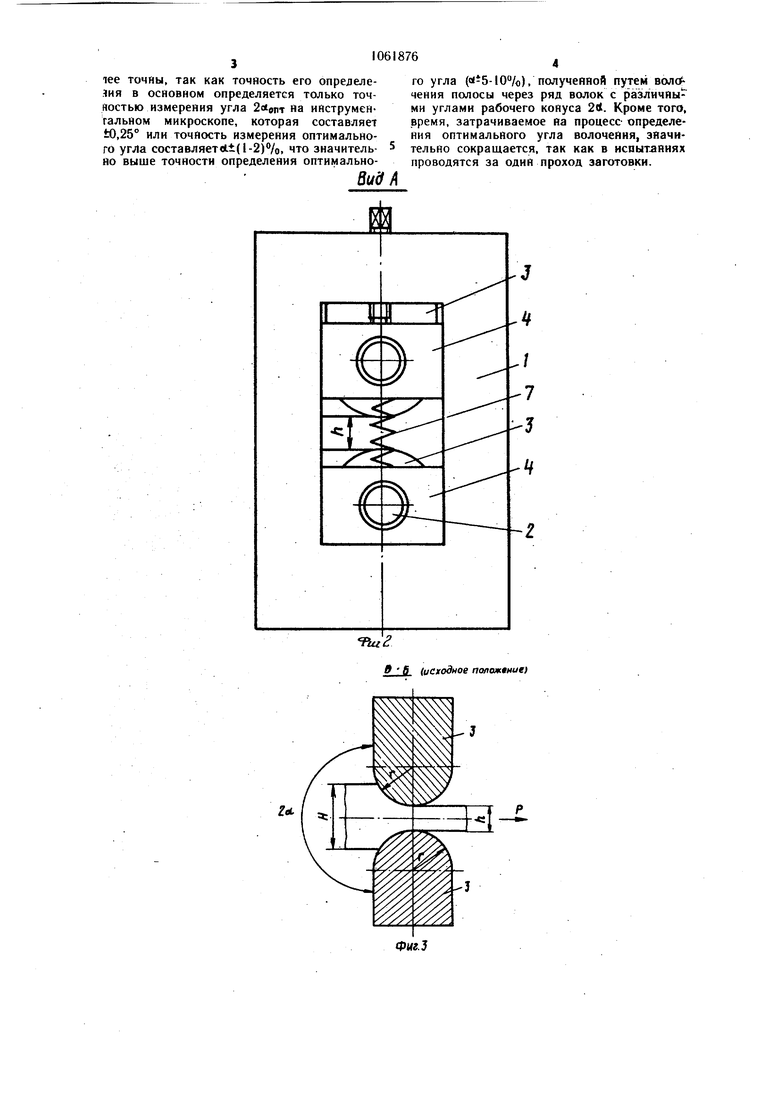
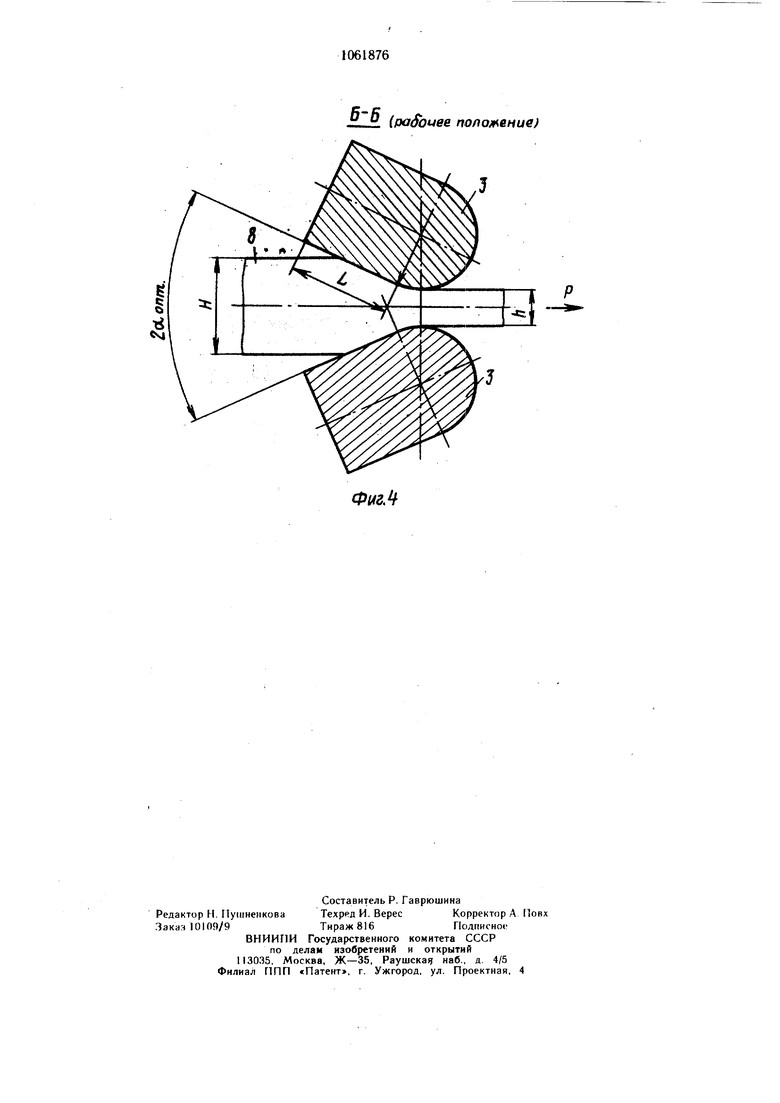
На фиг. 1 изображено устройство, общий . вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. I (по деформирующим элементам); на фиг. 4 - сече ние Б-Б на фиг. 1 (положение волочения с оптимальным углом волочения 2о(опт)Устройство, содержит корпус 1, в котором 45 йа осях 2 установлены поворотные деформирующие элементы 3, имеющие прямолинейные участки длиной L и радиальные участки радиусом г, сопряженные по касатель-ной. Оси г размещены в подшипниковых Ьпорах: верхней 4 и нижней 5. Верхняя опо- ра взаимодействует с нажимным винтом
6,а между опорами установлены пружины
7.Заготовка 8 толщиной Я протягивается х:илой Я через установленный раствор А деформирующих элементов. Радиус округле «IS ния радиального участка поворотного деформирующего элемента Г составляет 5-50% от длины прямолинейного участка i.
Предлагаемое соотношение между величиной радиуса радиального и дли: ной прямолинейного участков поворотных деформирующих элементов объясняется следующим. Самоустановка прямолинейных участков поворотных деформирующих элементов под оптимальным углом в процессе волочения производится только благодаря воздействию на их контактные поверхности нормальных и касательных контактных напряжений,, возникающих в процессе пластической деформации протягиваемого металла. При значениях радиуса скругления радиального участка поворотного элемента менее 6% от длины прямолинейного участка крутящий момент, возникающий от воздействия касательных контактных напряжений, разворачивак)щий поворотные деформирующие элементы в направлении уменьшения угла 2л, недостаточен для уравновешивания крутящего момента, возникающего от воздействия нормальных контактных напряжений, стремящихся увеличить угол вследствие чего этот угол не самоустанавливается под его оптимальным значением, а постоянно возрастает. Наоборот, при значениях радиуса скругления радиального участка более 60% от длины прямолинейного участка, фактическая длина прямолинейного участкаокажется меньше длины зоны деформации, при этом острые края поворотных элементов вдавливаются в протягиваемый металл, подобно сходящимся ножам, вызывая сначала пережим, а затем обрыв полосы при волочении.
Устройство работает следующим образом.
В исходном положении деформирующие поворотные элементы 3 установлены под углом 2, близким к 180-200°. Заготовка 8 с прямоугольным или другой формы поперечным сечением под воздействием тянущегося усилия Р обжимается сначала толькр радиальными участками поворотных деформирующих элементов 3 с начальной толщины Н до конечной h.
В процессе Дальй€:йшего волочения под воздействием касательных напряжений деформирующие элементы 3 поворачиваются и угол 2а между ними умеНьц1ается до тех пор, пока прямолинейные участки (длиной L) деформирующих элементов, вдавливаясь в протягиваемый металл 8, не самоустано.вятся под оптимальным углом волочения 2с|опт . соответствуюш ем минимальной силе волочения Р. После этого устройство работает как обычная волока, имеющая угол .рабочей зоны 2{1опт- Замер оптимального угла 2о1{тт производится известными средствами, например, путем его измерения на инструментальном микроскопе на извлеченном из устройства образце ж;дотянутого до конца металла 8.
Полученные при испытании устройства значения оптимального угла волочения бо
lee точны, так как точность его опрелелелия в основном определяется только точностью измерения угла 2«опт на инструменгальном микроскопе, которая составляет 0,25° или точность измерения оптимального угла составляетА±(1-2)/о, что значитель- 5 но выше точности определения оптимального угла (л-5-10%), полученной путем вол( чения полосы через ряд волок с различными углами рабочего конуса 2«t. Кроме того, время, затрачиваемое на процесс- определения оптимального угла волочення, значительно сокращается, так как в испытаниях проводятся за один проход заготовки.
Вид А
ltf
9 б (исходное положение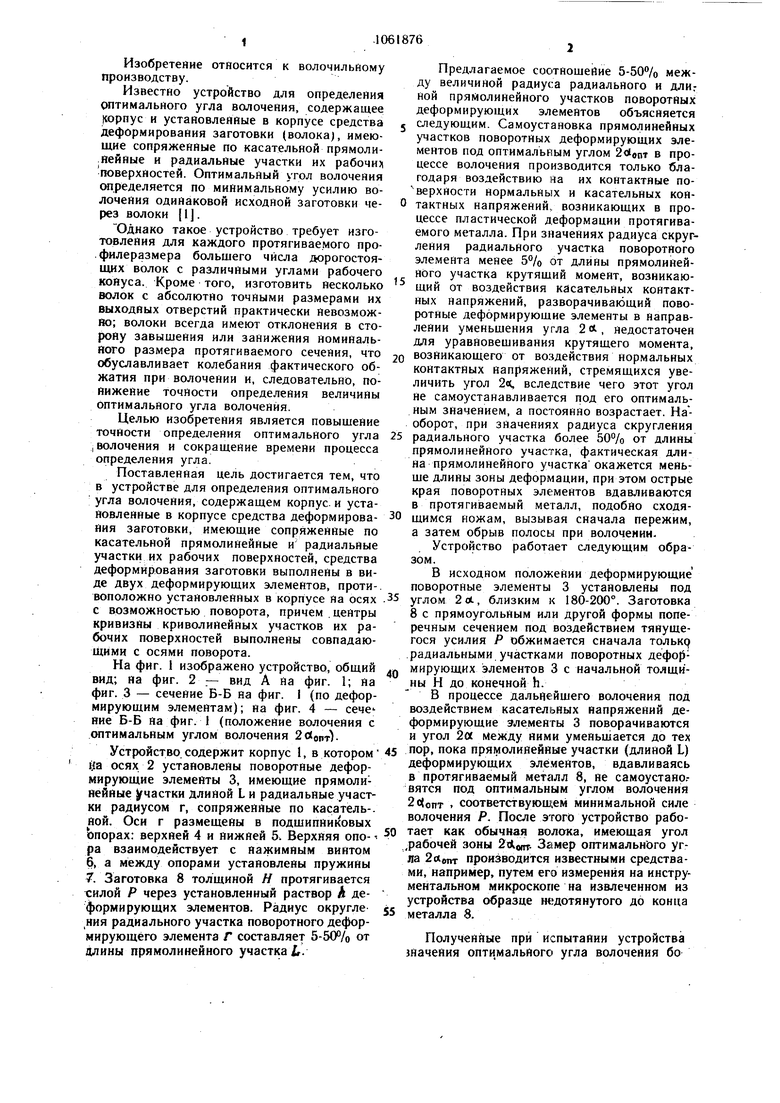
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения оптимального угла волочения | 1983 |
|
SU1135516A1 |
| Устройство для определения оптимального угла волочения | 1986 |
|
SU1355310A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ С ПРИМЕНЕНИЕМ РАДИАЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2271889C1 |
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |
| Волочильный стан | 1978 |
|
SU747553A1 |
| Волока | 1987 |
|
SU1454533A1 |
| Волочильный стан | 1979 |
|
SU806193A2 |
| Самоустанавливающаяся оправка для протягивания труб через волоку | 1975 |
|
SU537726A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2690796C1 |
УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО УГЛА ВОЛОЧЕНИЯ, содержащее корпус и установленные в корпусе средства деформирования заготовки, имеющие сопряженные по касательной прямолинейные и радиальные участки их рабочих поверхностей, отличающееся тем, что, с целью повышения точности определения оптимального угла волочения и сокращения времени процесса определения угла, средства деформирования заготовки выполнены в виде двух деформирующих элементов, противоположно установленных в корпусе на осях с возможностью поворота, причем центры кривизны криволинейных участков их рабочих поверхностей выполнень совпадающими с осями поворота. с S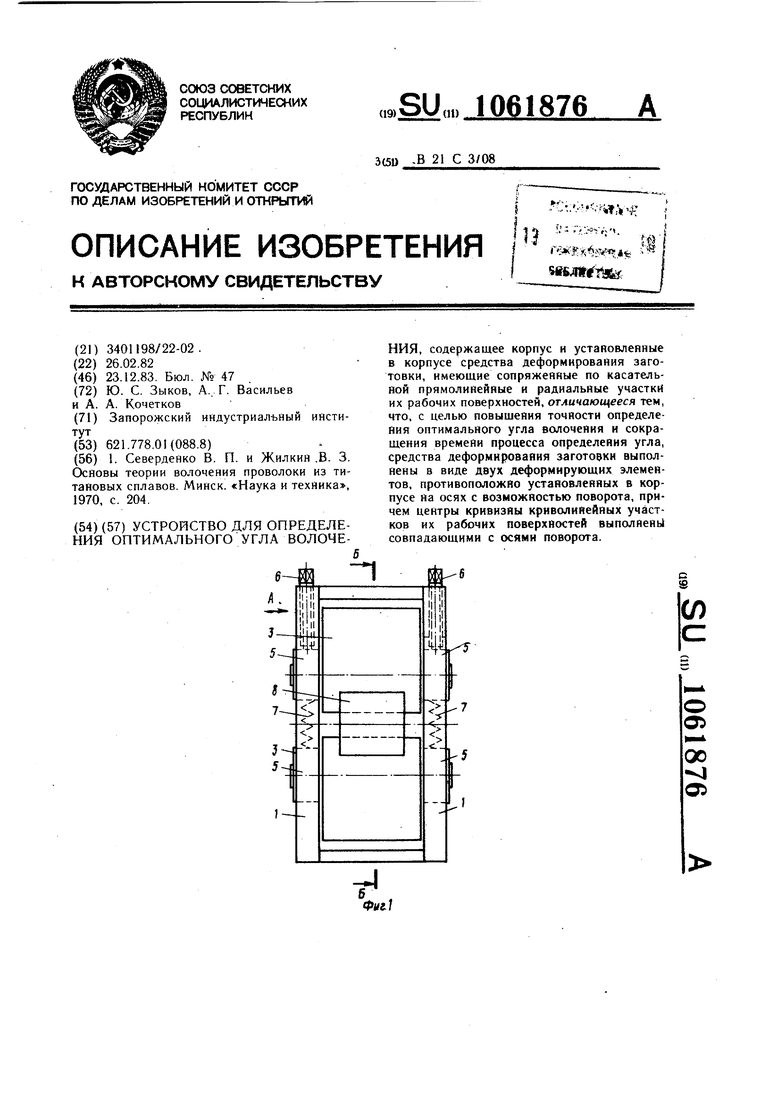
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Северденко В | |||
| П | |||
| и Жилкин ,В | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Основы теории волочения проволоки из титановых сплавов | |||
| Минск | |||
| «Наука и техника, 1970, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
