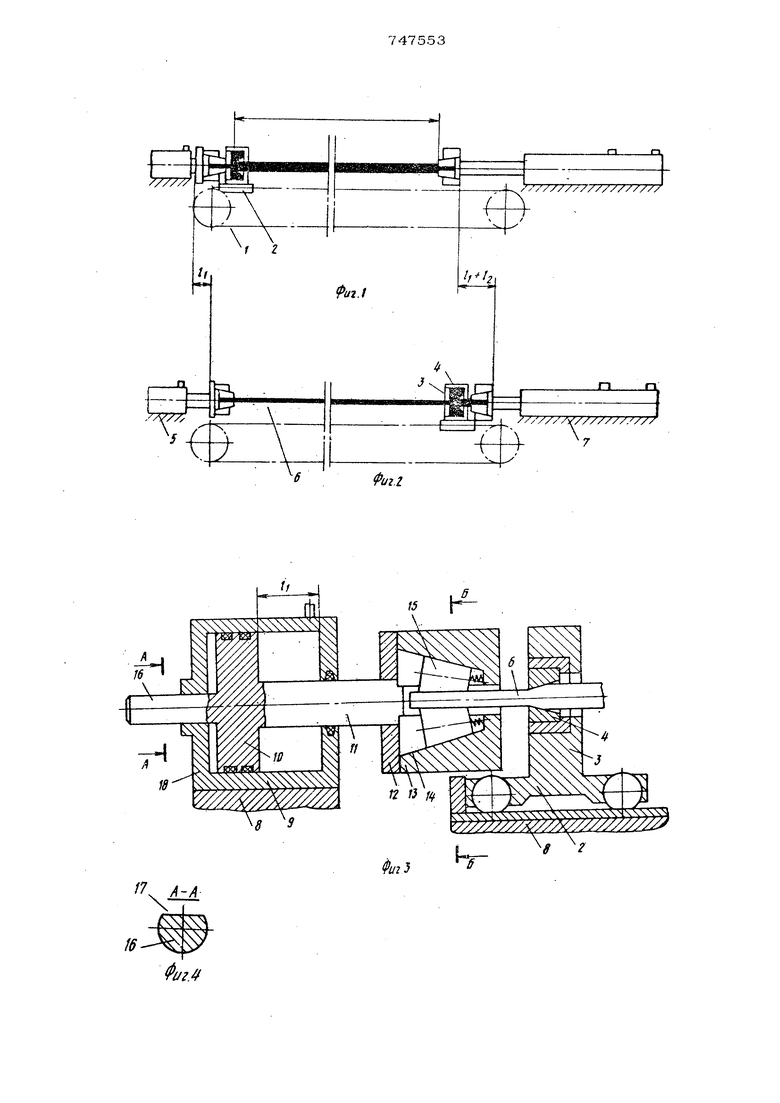
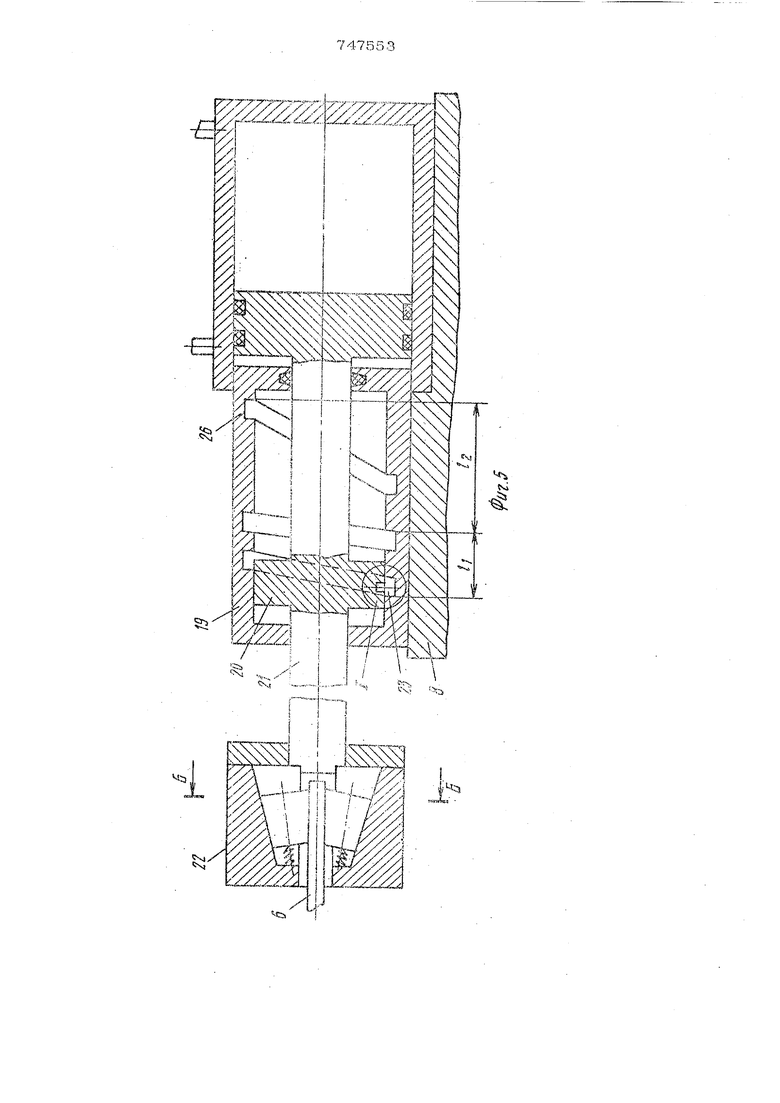
( 54) ВОЛОЧИЛЬНЕэШ СТАН Изобретение относится к волочильном производству. Известен волочильный стан, включающий волоку, т$гаущий механизм и располо женное перед волокой приспособление для кручения заготовки ijИзвестный стан позвол;яет осуществлять, волочение с кручением и снижать силовые параметры процесса волочения. Однако коэффициент использования энергии крутящего момента на волочильном стане с неподвижной при волочении волокой и движущимся изделиекг низок. Кроме того, конструкция приспособле ния для кручения заготовки не позволяе осуществлять процесс вопочешш с одновременным приложением к изделию крутящего момента и противонатяжения, что позволяет дополнительно снизить си ловые параметры процесса. Наиболее близким к предлагаемому по технической сущности является волочильный стан, включакнций волокодержат€У1Ь с волокой, снабженный гфнводом перемещения вдоль оси волочения, механизм захвата переднего конца заготовки и расположеьтый на противоположном конце стана механизм зажима заднего конца заготовки, установленный с возможностью перемеидешш вдоль оси волочешш на величину вытяжш заго7х вки при волочении 2. Известный волочильный стан позволяет осуществлять процесс волочения изделий с протиБонатяжегшем при движущейся волоке и неподвижном изделии. Однако недостатком известного стана является то, что противонатяжение увеличивает напряжегше волочения и, следовательно, ограничивает допустимую степень деформации изделия и тем сакгым производительность стана. Цель изобретения - увеличение обжатия и снижение силовых параметров процесса осуществления волочения с кр}че шем и повьшгение эффект1гоности воздействия на загч)товку крутящего момента . Это достигается тем, что в даедлагае мой конструкции механизм заж.№ла перед него конца заготовки выполнен Б виде . гидроцюшндра с поршнем, на конке коTopoixi размещен клиновой зажим, причем поршень снабжен выступом, входящим в .винтовой паз, выполненный на внутренней .поверхности гидроцилиндра, имеющий рабочий участок и расположе1шый перед ним дополнительный участок, длина которого равна величине перемещен.ш5 аа жима переднего конца заготовки и определяется по зависимости H i:t;3 17се,г минимальный шаг винтового паза на дополнительном участке, при котором отсутствует самоторможение в винтовом зацепления механизма захвата заднетю конца заготов1ш; длина заготовки перед волочештем;р - допускаемые касательные напряжения в заготовке пер волочением; G - модуль упругости второго рода материала заготовки; V - радиус заготовки, На фиг 1 изсбражена схема Еноло шль ного стана в начальный момент- волочени на фиг. 2 - то же, в конце волочения; на фиг. 3 - механизм захвата переднего конца заготовки с волочильной тешежЕой продольный разрез; н.а фиг. 4 - с;ечение А-А на фиГо 3; на фиг. 5 - механизм захвата заднего конца заготовки, продольный разрез; на фиг. 8 - узел 1 на фиг. 5|на фиг , 7 сечение Б-Б не фиг. 3. Волочильный стан включает уствков ленную на тяговой цепи 1 волочиnbHjio тележку 2 с доской волок 3, в кот1эрой закреплена волока 4, 5 захвата переднего конца заготовки 6 и механизм 7 захвата заднего конца заготовки 6 Механизм 5 захвата переднего конца заготовки 6 выполнен в виде закреплен ного на основании 8 корпуса гидроцилиндра 9 с поршнем 10, на штоке 11 которого pa aviemeH клиновой 12 переднего конца запэтовки. Клиновой зажим 12 состоит зяз. корпуса 13, в котором выполнены сужаю.цщеся в окружном и осевом направлениш лшювые пазы 14:, к зажимных клшювы.х г:убок 15, представляющих собой подпру)к.Ш1е;гаъ1е коншгеские ролики. Поршень 10 снабжен дополнительным штоком 16, выполненным с некруглым nonepeHHbfti сечением, например в виде цилиидрй с зтьюкой 17, поперечЕому сече}111 о доиолните;пьного штока соответствует огьерстие Б торцовой стеысе 18 корпуса ги.цроцн.цгндра 9 Ме.каниа.м 7 захвата за.цнего конца зш от-овк15 8 сос из закрепленного на основании 8 корпуса гадротдишпздра 19 с поршнем 2О, на штохе 21 которого имеется клиновой зажи1у1 22 заднего конца заготовки 6. Клкновой зажим .2 .выпс;.ггнен так же, как и клиновой аа,.и1чч 1.2. Поршень 20 сиаб;л8Н зь:ступом 23 в вдде установлешюгх на оси 24 ролика 25, входящего Е Е;гат-оБой паз 26, выпoJшeниый на .знуг; енк-еп noB-apxitccfK корнуса гвдроципивдре 19; Бинтонюй паз 26 выпол 1ем из последовате)тьно переходящих др;уг в друга участков с разными шагшуш, из которь.Х первый по ходу волочения ;л1асток шлеет в направлении волоче шя длину 6 , равнуто ходу поршня 1О механизма 5 за.хвате переднего конца изделии 6, а второй участок кмеэт дяш1у 2 равную удлинению заготов5ш при йолочении, Дшгау Е,- дополиктельногс ;j iacTKa siaHтового пазе 26 выбиршот из с;ледукну.их соображений. На этом yqacTKe. винтового иааа 26 проиеход :т закручиваште Еэделия с нсходиой, на меняюш.ейся в процесса звзфуч.ивания дгшной л с редагусом |-. o/pasHS7ii;e кр;р1Э5пш круглого бруса для этого касатеяьг ыа наттряженг-ш в HSnej&ti: (лодузть упругостн второго рода; угол закручивания на адиняду изделия ; .e;vibie касатзггьные капряжения в ггзделнк до волоченая; . радиус изделия, до волоченкн,. Оптимальным углом закручивания ©onf на едшшц;/ длины изделия следует считать такой угоп, при котором з изделии создаются максимально возможные касательйые напряжения без нарушения сплошн изделия, т.е. соблюдаются условия -СCXI м О, опт При выполнении условия (2) обесп вается максимально возможное снижен силовых параметров процесса волочени с кручением. Оптимальный угол закручивания мо жет быть выражен зависимостями - MNM ч-., (3 абсолютный угол закручи вания изделия или угол поворота поршня 20 при винтовом переметший его в направлении волоче на величину &( , обеспечивающий достижение в изделии касательных напряжений , равных Ъ 3 ; длина изделия перед волочением. Шаг винтового паза 26 на его перв по ходу волочения участке .уу ) откуда с учетом (1), ( н ад-сз И ЪГ t t . tJ л ZKGtY Для обеспечения высокой производительности стана необходимо, чтобы про закручивания осуществлялся на минимал но коротком отрезке времени. Это возможно при условии, когда Н, является минимальным шагом, при котором еЛе отсутствует самоторможение в винтовом ;зацеплегош между пазом 26 и роликом 25. При таком выборе Н. габариты ста в направлении волочения также будут минимальными при прочих равных условиях. Параметры рабочего участка определяют из следующих соображений. На этом участке, с целью обеспечения -: стабильности крутящего момента, осуществлдаот подкручивание заготовки в ходе ее волочения. Длина С, этого участка винтового паза 26 должна .рав няться перемещению заднего конца заготовки в процессе волочения или, что то же, удлинению заготовки 6, лл-е.,&((и-1г (5) 53 где - в&зтяжка при волочении. Шаг l-fgвинтового паза 26 на рабочем участке определяют из следующих соображений. Поскольку в исходном для волочения состоянии заготовка закручена на оптимальный угол закручивания на единицу своей длины, на рабочем участке винтового паза необходимо подкручивать до оптимального угла закручивания Oorrr лишь приращение длины заготовки в ходе волочения. При постоянной скорости волочения абсолютный угол tf закручивания заготовки на втором участке, или что то же, угол поворота поршня 20 при его винтовом движении на длине 6 паза 26 в, направлешш волочения может быть выражен --®ОПТ 2 (6), с учетом М ,(Р-0 7) отсоД 27EQr . Волочильный стан работает следующем образом. При подготовке волочильного стана к работе отводят поршень 10 с кшшовым зажимом 12 в крайнее левое положение путем подачи рабочей жидкости по патрубку в корпус гидрош линдра 9 механизма 5 захвата передне-го конца изделжг 6. С помощью тяговой цепи 1 волочильную тележку 2 подают в крайнее левое положение (фиг. 1 и 3)На ось волочения стана подают заготовку 6, концы которой заострены. Передндй конец изделия 6 вводят в- волоку 4 и губки 15 клинового зажима 22 подачи рабочей жидкости в корпус гйдроцилшздра 19, чемдост1сгается- перемещение поршня 20 и клинового зажима 22 в крайнее левое оложение (фиг. 1 и 5). При подаче рабочей жидкости в корус гидроцилтадра 19 поршень 20 переещается в направлении волочения. При том ролик 25, взаимодействуя с вянтоbiivi пазом 26, сообщает поршню 20 и лтювому з.ажих у 22 винтовое движеие. Заготовка б за ; имается губками Л1ШОВОГО заж11ма 22 и также приобреает. зтштовое движеш е, благодаря чему ередний конец заготовки заиагмается уб7сам;-г клинового зажима 12. В этот омент включают привод тяговой цепи начинается совместное перемещение в аправленщ волочения изделий 6 с мехаизмами 5 и 7 захвата переднего и задего кокцоп заготовки и волочильной теежки 2. При этом иодолие закручивается арой моментов, один из которых - ак1ГОНЫЙ - создается клиновым зажгоЮм 22, второй - реактивный - клиновым зажиом 12, носкольку поворот зажима 12 в кружном направлении в ходе его нереещения исключается бл.агодаря лыске 17, поскольку изделие 6 и волочильная тележка 2 движутся совместно, волочения из- JQ елия 6 не гфоисходит. Перемещением изделия 6 в направлении волочения надлшгу С, дополнительного участка в5-штового паза 26 достигается необходтдый для начала последующего волочения уровень 15 касательных напряжений в заготовке Ь, после чего ролик 25 переходит на втоpoii по ходу волочения рабочий участок винтового паза 26, а поршет-гь 1О с кшшовым зажим.ом 12 дост1П ает. упора, 20 которым является правая стенка корпуса гидро1шли щра 9, после чего нач шается волочение заготовки 6 при его непод13ИЖПОМ переднем конце. В ходе волочения задний конец заготовки 6 в силу вытяж- 25 ки отходит в направлении волочения,, Совместно с задним концом заготовки в направлении волочения движется и клиновой зажим 22, который подкручивает заготовку G в ходе волочения за счет30
взаимодействия ролика 25 с рабочим jrq;acTKOM 6л винтового паза 26. При этом заготовка 6 испытывает совiMec.Tiioe действие крутящего момента и 1фот1гоонатяжешш. В конечный момент35
вол6че шя волока 4 дост5-п: ает заднего заостренного конца заготовки 6, после чего осуществляют освобождение загчэтовки 6 от клинового зажима 22, вытягивание нзцепия из волоки 4 к;щ1говым 40 заж1тмом 12 и освобождение заготовки от клинового зажима 12. Освобождение изделия от клиновых зажимов 12 и 22 может обеспеошаться, нагфимер, выполнением паза 26 к поверхности лыош 17 45 в конечном правом положенш-г рол1П ;а 25 и конечном левом положенш штока 16 по винтовой линии и поверхности, направле1шя которых противоположнь окружным нагфавлениям закшшивания гу- 50 бок в клиновых заж1-пу1ах 12 и 22 соответственно.
Протянутую заготовку 6 с noNioiubio, например, толкателей убзфают с оси волочения на стеллаж гоичэвой продукции. Подачей рабочей жидкости в гидропилипдр 9 и перемещением волочильной тележки 2 в крайнее левое положение
обеспе швают готовность волочильного стана к волочению следующей заготовки Формула изобретени
Волочильнь Й стан, включающий волокодержатель с волокой, снабже тый приводом перемещения вдоль оси волочения механизм захвата переднего конца заготовки и расположенный на противопоположном конце стана механизм зажима заднего конца . заготовки,установленный с возможностью переметцения вдоль оси волочен ш на величину удлтшния заготовки при волочении, отличающий с. я тем, что, с целью увеличения обжатия и с 1ижения силовых параметров процесса путем осуществления вояо- с кручением и повышешш э ективности воздействия sia звгсговку крутящего момента, механизм заднего конца заготовки вьтпогаген подвижным Б осевом направлении, а механизк зажима переднего конца заготовки Бьшолнен в виде гидроцишшдра с порщнем, на конце которого размещен кл шовой зажим, причем поршень снабжен выступом, -входящим в винтовой паз, выполненный па внутренней поверхности гидроцилтщра, нмеющий рабочий участок и расположенный перед ним дополнительнь Й участок, длина коTopoixj равна ве;шчине перемещения зандама переднего конца заготовки и определяется по завиоиМости
2.1Г6;Г
где И , - мкнюлальный таг- вин1Х)вого паза на дополюгеельном ;;Л1астке, sipj котором отсутствует самоторможение з винтовом зацепленю механизма захвата заднего конца заготовки;
) - длина заг этовки перед волочепивч- ;
LCl- допускаемые касе/гельные
напряжения в заготовке пере волочением;
G - модуль - пфугости втхэрогсз рода материала за1х товки Y - радиус издешш до волочения
Источш-1КИ информации, принятые во BiffliviaHHe при экспертизе
1.Авторское свидетельство СССР № 486827, кл. В 21 С 1/16, 1972.
2.Авторс7(;оесвидетопьство СССР № 382446, кл. В 21 С 1/16, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Волочильный стан | 1979 |
|
SU806193A2 |
| Устройство для проталкивания заготовки в волоку | 1976 |
|
SU582866A2 |
| Устройство для проталкивания заготовки в волоку | 1977 |
|
SU707638A1 |
| Волочильный стан | 1977 |
|
SU685379A2 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| Устройство для проталкивания заготовки в волоку | 1978 |
|
SU772641A1 |
| Устройство для многократного волочения изделий ограниченной длины | 1988 |
|
SU1600891A1 |
| Волочильный стан | 1976 |
|
SU579056A1 |
| Устройство для проталкивания заготовки в волоку | 1978 |
|
SU710717A1 |
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |

C
N. j 1 лyirSA
V
УЧ .JS
ШШШ 7
/i
