Изобретение относится к прокатному производству и может быть исполь3OBarfo при прокатке полос, сваренны встык.
Известен способ прокатки полос, сваренных встык, включающей замедление скорости валков при прохождении сварного шва через клети 1.
Недостаток такого способа состоит в снижении производительности стана.
Известен также способ прокатки, включающий индикацию сварного шва при подходе его к участку деформации и подачу команды на изменение условий процесса прокатки 2.
Недостатки такого способа состоят в сни :ении производительности стана, а также увеличении продольной разнотолщинности полосы в виду колебаний натяжения. Чувствительность шва 1C дефектам при этом также возрастает.
Наиболее близким по технической сущности к -изобретению является способ прокатки полос, включающий индикацию сварного шва при подходе его к участку деформации и изменение скорости прокатки при прохождении шва через клеть ГЗ.
В этом способе скорость валков во время прохождения шва через очаг деформации увеличивают.
Однако при прокатке полосы на максимально допустимой для данного стана скорости, когда достигается наибольшая производительность стана, дальнейшее увеличение скорости валков при прохождении сварного шва ог10раничено возможностями оборудования, либо прокатку полос нужно вести не на предельно возможной скорости, т.е. с недогрузкой оборудования. Другим недостатком известного способа
15 следует считать сложность его реализации в непрерывной группе клетей, так как по мере прохождения шва через клети Необходимо регулировать скорости валков двух очередных смежных пле20тей с учетом увеличения скорости в предыдущих клетях.
Цель изобретения состоит .в повышении производительности стана за счет уменьшения числа обрывов швов,
25 без снижения скорости полосы.
Указанная цель достигается тем, .что согласно способу прокатки полос, включающему индикацию сварного шва при подходе его к участку деформации
30 и изменение скорости валков при прохождении шва через клеть, окружную скорость одного из деформирующих валков при прохождении шва увеличивают на 3-7,2% от установившейся, а другого соответственно уменьшают на такую же величину. /
Скорость движения полосы остается постоянной, равной максимально допустимой для данного стана.
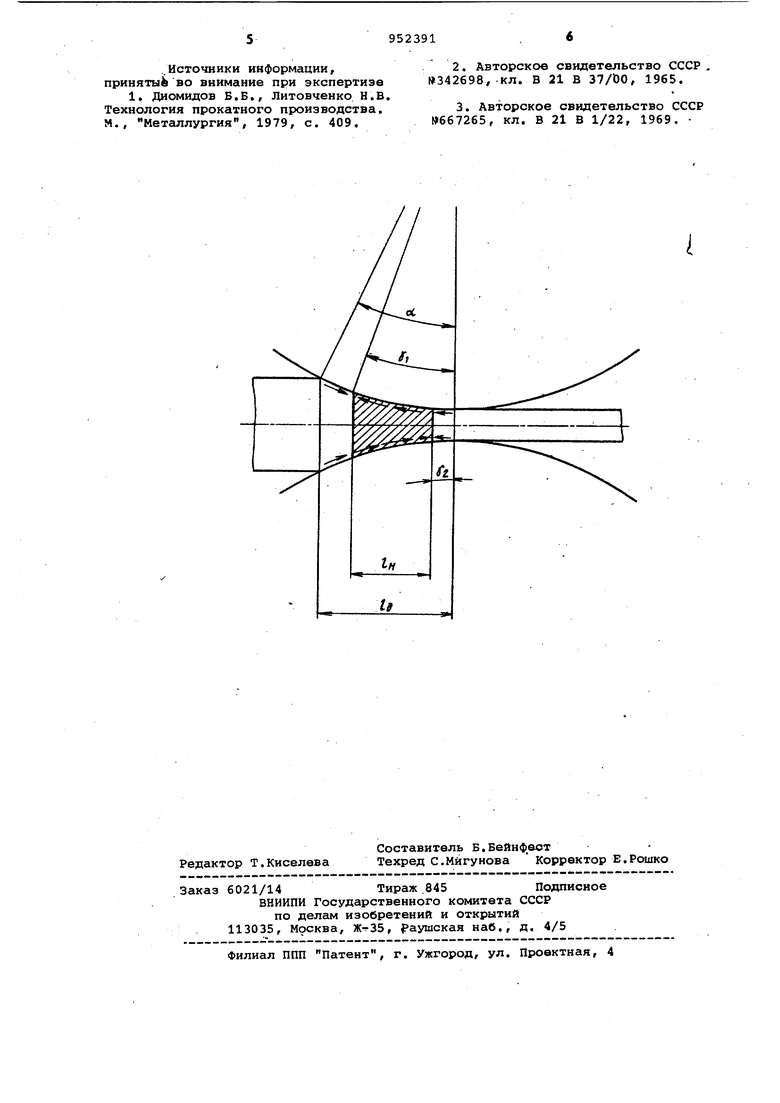
На чертеже изображен сварной шов в очаге деформации при рассогласовании скорости валков, где d угол , захвата, - ТГт, нейтральные углы на валках при рассогласовании скорости, йд- проекция очага деформации, BH - область с противоположно направленными силами трения.
При прохождении сварного шва, имеющего большую твердость, чем полоса, через очаг деформации величина вытяжки шва меньше, чем полосы. Поэтому прокатка шва сопровождается резким увеличением переднего натяжения, что увеличивает возможность порыва шва. -Рассогласование окружных скоростей рабочих валков приводит к появлению в очаге деформации зоны с противоположно направленными силами трения н , и изменению схемы напряженного состояния металла. Противоположно направленные силы трения в области Ки вызывают появление в очаге деформации продольных напряжений разного знака и увеличивают интенсивность сдвиговых деформаций. Шаровая часть тензора напряжений уменьшается, а девиаторная, которая обуславливает пластическую деформацию металла, растет. Силы трения в области ЕЙспособствуют пластической деформа ции шва (из реактивных превращаются в активные). Это приводит к увеличению вытяжки металла шва и компенсации снижения вытяжки за счет разницы в механических- свойствах материала шва и полосы. Выравнивание вытяжек шва и полосы стабилизирует процесс прокатки.
Экспериментально установлено, что увеличение скдрости одного из деформирующих валков менее, чем на 3% от установившейся и уменьшение скорости другого валка на такую же величину не обеспечивает выравнивание вытяжки .. леталла полосы и шва, так как в этом случае зона Е с противоположно направленными силами трения занимает малую часть очага деформации. Измене ние скоростей валков более чем на 7,2% от становившейся при прохождении сварного шва через очаг деформации осуществить трудно из-за большой инерционности вращающихся валков и деталей линии главного привода стана. Кроме того, большое рассогласование скоростей валков увеличивает
контактное скольжение в очаге деформации, что приводит к интенсивному износу бочек валков, разогреву и . изменению их теплового профиля.
Пример. Рулон, состоящий из сваренных встык трех травленых горячекатанных полос из стали 08КП, закрепляют на разматывателе четырекклетеврго стана 1700 холодной прокатки, оснащенного датчиками индикации сварного шва. Передний конец полосы на заправочной скорости 0,5 м/с задают в валки, устанавливают режим обжатий и натяжений в соответствии с 5 таблицей в зависимости от типоразмера полос. Разгоняют стан до рабочей скорости и ведут прокатку с подачей смазочно-охлаждающей жидкости.
В момент прохождения швом зоны 0 индикации датчика, на его выходе
появляется сигнал, который поступает I в виде прямоугольного импульса в систему управления приводом верхнеговалка и через инвертор (с противоположным знаком) в систему управления приводом нижнего валка. Скорость .верхнего валка увеличивается на величину , а нижнего уменьшается на величину /н . Изменение скоростей 0 валков обеспечивает равенство вытяжек шва и полосы, предотвращает бросок переднего натяжения и порыв шва. Скорость полосы остается неизменной.
После выхода шва из очага деформации, 5 устанавливаются первона1чальные величины скоростей валков, продолжается процесс обычной прокатки.
;
Технико-экономические преимущестO ва изобретения состоят в том, что при его экспериментальном использовании число порывов сварных швов уменьшилось более, чем в 2 раза. Производительность стана за счет
этого, а также за счет прокатки без снижения скорости при прохождении шва возросла на 17S. Экономический эффект от внедрения способа составит 356 тыс.руб. в год.
Формула изобретения
Способ прокатки полос, включакнций индикацию сварного шва при подходе ,
55 его к участку деформации и изменение скорости валков при прохождении шва через клеть,о т л и ч а ю щ и и с я тем,что,с целью повышения производительности стана путем уменьшения числа обрывов швов
60 без снижения скорости полосы, окружную скорость одного из деформирующих валков при прохождении шва увеличивают на 3-7,2% от установившейся, а другого соответственно уменьшают на
65 такую же величину.
..Источники информации, принятый во внимание при экспертизе 1. Диомидов Б.Б., Литовченко Н.В. Технология прокатного производства. М,, Металлургия, 1979, с. 409,
2. Авторское свидетельство СССР , №342698, кл. В 21 В 37/00, 1965.
3. Авторское свидетельство СССР №667265, кл. В 21 В 1/22, 1969. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| Устройство для повышения проходимости сварных швов при прокатке | 1982 |
|
SU1044361A1 |
| Способ прокатки полос | 1978 |
|
SU667263A1 |
| Способ прокатки полосы | 1980 |
|
SU908452A1 |
| Устройство для регулирования угла входа полосы в клети непрерывного прокатного стана | 1982 |
|
SU1026871A1 |
| Способ прокатки листов | 1980 |
|
SU874236A1 |
| Способ обработки сварного шва при получении подката для холоднокатаных листов | 1983 |
|
SU1348114A1 |
| СПОСОБ СВАРКИ ПОЛОС ПЕРЕД ХОЛОДНОЙ ПРОКАТКОЙ | 2007 |
|
RU2356660C1 |
| Способ холодной непрерывной прокатки полос | 1985 |
|
SU1268217A1 |
| Способ холодной прокатки полосового металла | 1984 |
|
SU1178509A1 |
