Изобретение относится к обработке металлов ча лением, в частности к комбинированным штампам для вырубки 1вытяжки деталей.
По основному авт. св. 647039 известен комбинированный вырубной и вы тяжной штамп,содержащий пуансон,матрицу, прижим и пуансон-матрицу с жест ко закрепленными на ней твердосплавными вырубньш и вытяжным кольцами,установленными с выступом относительно торцовой поверхности пуансон-матрицы на которой на глубину, превышающую высоту вырубного кольца, выполнены кольцевой паз и соединенные с ним не менее чем два косых, преимущественно тангенциальных,паза. Благодаря наличию пазов создается пружинящее действие корпуса пуансон-матрицы, в результате этого при тугой насадке колец предотвращается нарушение мест припаивания колец к матрице, что приводит к повышению надежности и изно- соустойчивости пуансон-матрицыCl.
. Недостатком известного штампа являётся наличие занижения торца корпуса пуансон-матрицы относительно торцов вырубного и вытяжного колец, что приводит к ограничению применения .штампа - в нем можно осуществлять вытяжку изделия из толстолистового материала, или из тонколистового, но на-большую глубину.
Цель изобретения - расширение диапазона обрабатываемых материалов по толщине и повышение качества изготовляемых изделий.
Эта цель достигается тем, что пуансон-матрица снабжена установленным между вырубным и вытяжным кольцами заподлицо с ними промежуточным кольцом с высотой,, равной 0,3-0,5 высоты вырубного кольца.
Такая высота промежуточного кольца обеспечит жесткость в момент штамповки, а также прочность соединения твердосплавного вырубного . кольца,с корпусом. При высоте,меньшей чем 0,3 высоты вырубного кольца,промежуточное кольцо может не обеспечить плотности прижима заготовки из-за того, что оно деформируется. При высоте больше 0,5 высоты вырубного кольца промежуточное кольцо, а значит глубина занижения торца корпуса пуансонматрицы сможет не обеспечить прочности крепления вырубного кольца к корпусу.
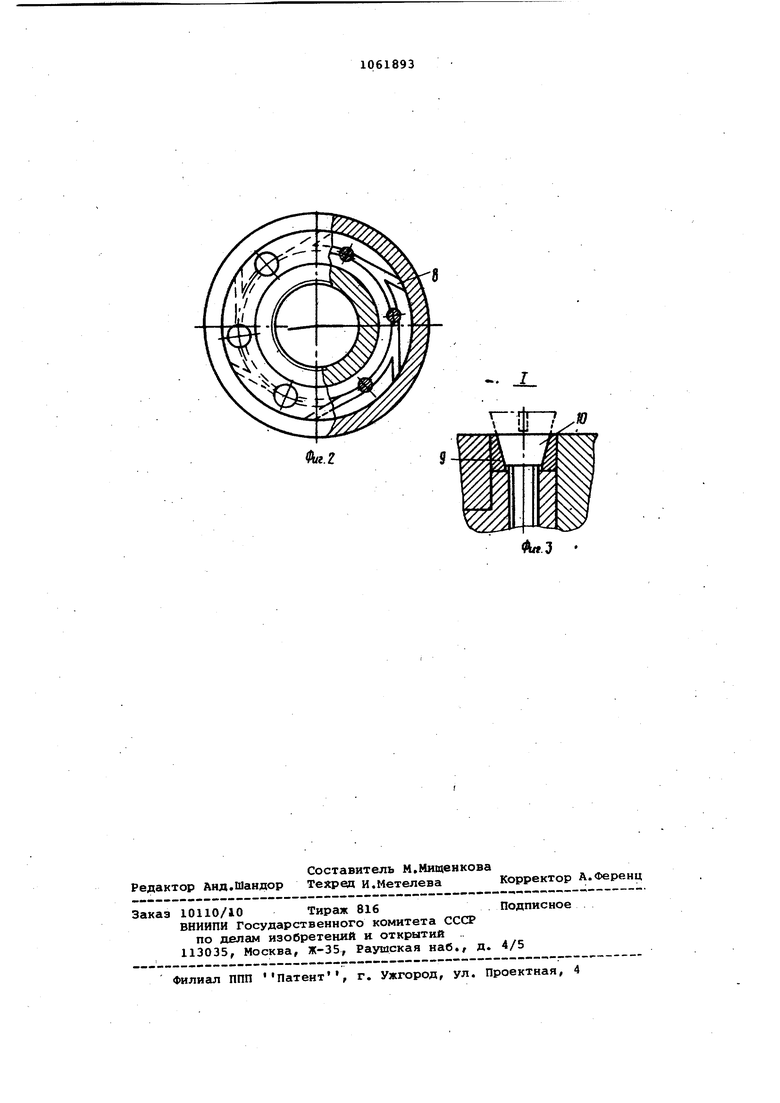
На фиг. 1 изображен штамп,вид спереди; на фиг. 2 - пуансон-матрица, в«д в плане; на фиг. 3 - узел 1 на фиг. 1.
Штамп состоит из пуансона 1,матрицы 2, прижима 3, и пуансон-матрицы 4 на которой жестко, например припоем, закреплены вытяжное кольцо 5 и вырубное кольцо 6. На торце корпуса пуансон-матрицы 4 прорезан кольцевой паз 7 и тангенциальные пазы 8 на глубину, превышающую высоту вырубного кольца. При этом кольцевой паз 7 выполнен на таком расстоянии от вырубного кольца 6, чтобы переиычка между ними была в 1,7-2 раза меньше толщины вырубного кольца. Кроме того, весь корпус пуансон-мат рииы занижен по отношению к торцам вырубного и вытяжного колец на 0,30,5 высоты вырубного кольца и между вырубным и вытяжным кольцами установлено промежуточное кольцо 9 заподлицо с ними. Промежуточное кольцо 9 крепится к корпусу пуансонматрицы по плотной посадке с помощью винтов 10 с конической головкой. После затяжки винтов и плотного прилегания промежуточного кольца к корпусу пуансон-матрицы, их головки по высоте выполняются заподлицо с пpoмe жуточным кольцом.
Работа предлагаемого штампа заключается в следующем.
Вырубное кольцо 6 пуансон-матрицы 4 в паре с матрицей 2 вырубают заготовку. Вытяжка детали производится движением пуансона 1 и вытяжным кольцом 5 пуансон-матрицы. Двухсторонний прижим заготовки в процессе вытяжки предотвращает образование складок на заготовке и позволяет вытягивать изделия из стгшей любых тол щин.
Использование предлагаемого комбинированного штампа позволит расширить диапазон обрабатываемого материала по толщине без ограничения-и улучшить качество изготовляекяых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп совмещенного действия | 1982 |
|
SU1117103A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Способ изготовления полых изделий | 1978 |
|
SU749497A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
КОМБИНИРОВАННЫЙ ВЫРУБНОЙ И ВЫТЯЖНОЙ ШТАМП ПО авт. св. 647039, отличающийся тем, что, с целью расширения диапазона обрабатываемых материалов по толщине и повышения качества изготовляемых изделий, пуансон-матрица снабжена установленным между вырубным и вытяжным кольцами заподлицо с ними промежуточным кольцом с высотой, равной 0,30,5 высоты вырубного кольца. S да 00 со 00
