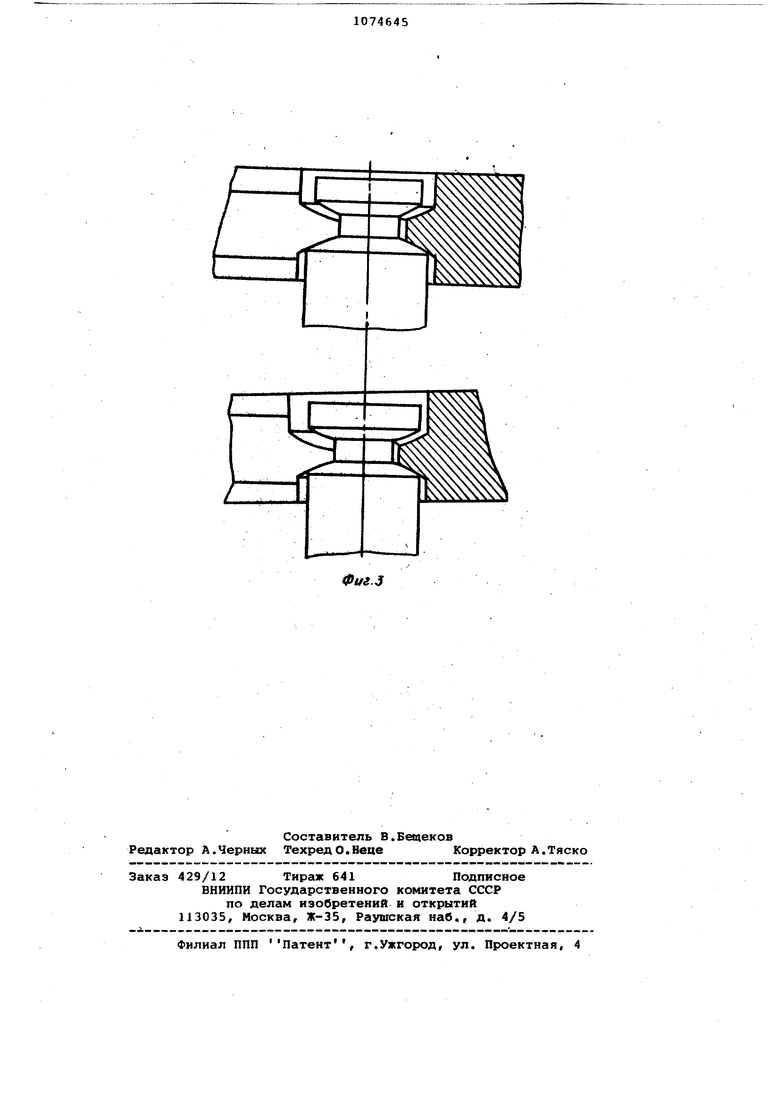
Изобретение относится к обрабатк металлов давлением, в частности к формообраэукщему инструменту для го рячей, преимущественно изотермической, штамповки. Одним из способов штамповки лопа ток является штамповка в закрытых штампах, где формообразунхцим инстру ментом является штамп, состоящий из матрицы, пуансона и кольца. По основному авт. св. № 547275 и вестей штамп для горячего деформирования лопаток, содержащий пуансон с концентрично установленным относи тельно него теплоизоляционным кожухом, смонтированный на верхней плит а также установленную на нижней пли те матрицу, также оснащенную теплоизоляционным кожухом с окном для за грузки и выгрузки заготовок, при этом матрица выполнена неподвижно закрепленной на нижней плите донной части и подвижного относительно нее кольца с приводом его возвратно-поступательного осевого перемещения посредством присоединения к нему тяг, связанных с силовым органом, при этом ход перемещения тяг больше хода перемещения пуансона ГИ/. Недостатком известной конструкции штампа является то, что в случае использования ее для больших в плане лопаток возникает проблема снятия их с матрицы без нарушения геометрии. Это обусловлено тем, что из-за большой площади контакта инструмента с штамповкой для снятия заготовки требуются большие усилия, возникающие за счет прилипания. Распорных усилий на кольце, за счет которых происходит отрыв штамповки, недостаточно. Это приведет к тому, что при движении кольца вверх штамповка останется на матриие и снять.ее Оез коробления будет невозможно. Целью изобретения является расширение диапазона типоразмеров обрабатываемых деталей. Поставленная иель достигается тем, что штамп для горячего деформирования деталей снабжен дополнительной тягой, установленной параллельно основным тягам и жестко связанной с траверсой, основные тяги снабжены буртами, траверса установлена на основных тягах с возможностью относительного перемещения и взаимрдействия с их буртами, а кольцо связано с каждой из тяг посредством шаровых опор. На фиг. 1 схематически изображен штамп, общий вид; на фиг. 2 - принцип работы кольца; на фиг. 3 - схема работы шарниров. l.IiaMll состоит из. СМОИГИр(ВйННОГ.) на в (.хнек плите пуансона 2 с иуаисонодержателем 3 и концентрично смонтированн лгм теплоизоляционным кожухом 4, матрицы 5, также оснащенной теплоизоляционнрлм кожухом б с окном 7 для загрузки и выгрузки заготовок, неподвижного относительно донной части матрицы кольца 8 с приводом его возвратно-поступательного осевого перемещения посредством присоединенных к нему основных тяг 9 и дополнительной тяги 10, связанных через траверсу 11с силовым органом 12. Донная часть матрииы nocpej ством матрицедержателя 13 смонтирована на нижней плите 14. Для обеспечения нагрева-штамп снабжен индуктором 15. Между траверсой 11 и тягами 9 имеются зазоры А. Штамп работает следующим образом. Кольцо 8 устанавливается на матрицу 5 и пуансоном 2 производится деформирование предварительно улргженной в матрицу заготовки. После деформирования пуансон -поднимается на определенную высоту. Далее происходит осевое движение кольца вверх таким образом, что за счет имеющихся на тягах 9 зазоров А, обусловленных наличием буртов и жесткого крепления к ним тяги 10, происходит опережаквдее возвратно-поступательное движение замковой части, которое регламентируется величиной зазора и обеспечивает местный отрыв штамповки. При дальнейшем перемещении кольца 8 в вертикальном направлении с помощью трех тяг 9 и 10 отрыв штамповки распространяется на всю ее площадь и обеспечивается свободное отлипание от матрицы и снятие без искажения геометрии. В конечном положении происходит выталкивание штамповки из кольца с помощью пуансона. Для обеспечения центрирования кольца И опережающего возвратно-поступательного движения его замковой части, соединения тяг 9 и 10 и кольца 8 выполнены в виде шаровых опор. Шарниры выполнены таким образом, что при выполнении кольцом опережающего возвратно-поступательного движения, имеется возможность его поворота за счет имеющихся в шарнирах сферических поверхностей (фиг. 3). Применение предложенного штампа по сравнению с известнь1м, позволит значительно сократить брак- при удалении изделий из штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячего деформирования деталей | 1982 |
|
SU1077689A2 |
| Штамп для горячего деформирования | 1975 |
|
SU547275A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| ИЗОТЕРМИЧЕСКИЙ ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2023 |
|
RU2820432C1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| Комбинированный штамп | 1980 |
|
SU880601A1 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |

ШТАМП ДЛЯ ГОРЯЧЕГО ДEФOPMИ HJ РОВАНКЯ ДЕТАЛЕЙ ПО авт. св. 547275, отличающийся тем, что, с целью расширения диапазона типоразмеров обрабатываемых деталей, он спаб жен дополнительной тягой, установленной параллельно основным тягам и жестко связанной с траверсой, основные тяги снабжены буртами, траверса установлена на основных тягах с возможностью относительного перемещения и взаимодействия с их буртами, а кольцо связано с каждой из тяг посредством шаровых опор. 9 Кл 4 О) 4 СП
| Штамп для горячего деформирования | 1975 |
|
SU547275A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
