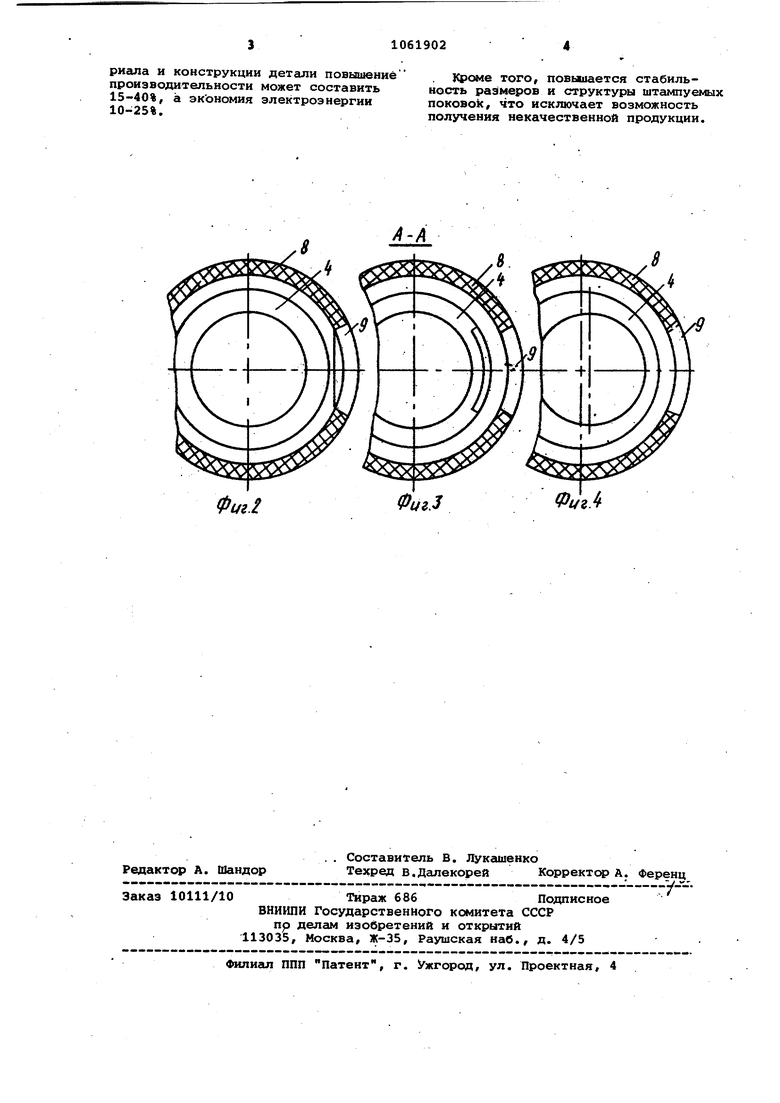
Фиг.1 Изобретение относится к обработк металлов давлением, а именно к устройствам для высокотемпературной изотермической штамповки,и может быть использовано в кузнечно-прессо вом производстве при изготовлении штамповок из металлов и сплавов, нагреваемых при штамповке до температур свыше 800°С. По основному авт. св. № 6.32460 известен штамп для изотермической штамповки, содержащий индуктор, штам повые вставки с замкнутзлми вокруг них металлической втулкой и теплоизоляционным кожухом с рабочим окном для загрузки и выгрузки заготовок 1. Недостатком известного штампа является значительная неравномерност распределения в процессе непрерывной штамповки температуры по объему штам повых вставок. Это связано с наличием в известном штампе для изотермической- штамповки рабочего окна для загрузки и выгрузки деталей, и наличие этого ок на приводит к подхолаживанию со стороны, обращенной к окну. Целью изобретения является снижение неравномерности распределения в процессе непрерывной штамповки тем пературы по объему штамповки вставок Поставленная цель достигается тем что в штампе для изотермической штам повки, содержащем индуктор, штамповые вставки с замкнутыми вокруг них металлической теплоизоляционным ко жухом с рабочим окном для загрузки И выгрузки заготовок, стенка металт лической втулки в радиальном направлении. Обращенная к окну теплоизоляционного кожуха на участке не менее ширины окна выполнена толщиной, составляющей 70-85% от максимальной то щины остальной ее части. На фиг. 1 показан штамп,вертикаль ное сечение; на фиг. 2-4 - сечение А-А на фиг. 1, различные варианты выполнения утоненной части стенки теплоносителя. Штамп содержит верхний 1 и нижний 2 индукторы, внутри которых распопожены верхняя 3 и нижняя 4 части металлической втулки,замкнутой вокруг штамповых вставок 5 и б. Между индук торами 1 и, 2 и металлической втулкой помещен теплоизоляционный кожух 7 и 8 с окном для загрузки и выгрузки за готовок 9. Устройство включает в себ также подкладные плиты 10-13 и опорные плиты 14 и 15. Наводимый индукторами 1 и 2 поток вихревых foKOB индуцируется, главным образом, в стенках металлической втулки 3 и 4, расположенной близко от индукторов, нагревая их до требуе мой телгературы.При этом в вертикальном сечении металлической втулки обеспечивается определенная расчетная плотность тока, выражаемая в Амперах на мм сечения. Очевидно, что при постоянной высоте метгшлической втулки его вертикальное сечение в радиальном направлении пропорционально толщине стенки. Как видно из фиг. 2-4,толщина стенки металлической втулки со стороны рабочего окна на участке его ширины, уменьшена. При одинаковом потоке вихревых токов плотность тока на участке металлической втулки с меньшей толщиной стенки выше. Тем самым создается локальный перегрев металлической втулки относительно остальной части, что увеличива ет количество теплоты, отдаваемое металлической втулкой штамповым вставкам со стороны, обращенной к рабочему окну, и компенсирует потери тепла при непрерывной работе с открытым окном. Для достижения положительного эффекта необходимо, чтобы утоненная стенк;а металлической втулки при непрерывной работе с открытым окном имела температуру, равную или несколько более высокую (на 5-10%J, чем у остальной части теплоносителя. Экспериментально установлено, что положительный эффект предлагаемого штагдпа имеет место, когда толщина стенки втулки в зоне окна составляет 70-85% максимальной толщины остальной части ее. Если толщина стенки меньше 70% от максимальной ее толщины, имеет место недопустимый перегрев тонкой части стенки и ускоренный выход из строя всей металлической втулки. В том случае, когда тонкая часть стенки больше 85% ее максимальной толщины, выделяемая дополнительная теплота рассеивается,не давая желаемого эффекта. Необходимым условием достижения положительного эффекта является соблкщение условия, при котором в пределах указанного выше интервала уменьшения толщины стенки металлической втулки минимальная толщина утоненной части выполняется равной или меньшей глубины проникно)зения тока. 1 . - .- Предлагаемое изобретение способствует повышению равномерности температуры штамповых вставок в процессе непрерывной изотермической штамповки. Это обеспечивает повыиение производительности процесса штамповки и экономии электроэнергии, так как отпадает необходимость периодически закрывать рабочее окно заглушкой и делать перерывы в работе с целью выравнивания температуры штампов, которая вызывается вследствие охлаждения участка штампа у открытого окна. В зависимости от отрабатываемого материала и конструкции детали повышение производительности может составить 15-40%, а экономия электроэнергии 10-25%.
Kpoie того, повышается стабильность paslMepoB и структуры штампуемых noKOBok, что исключает возможность получения некачественной продукции.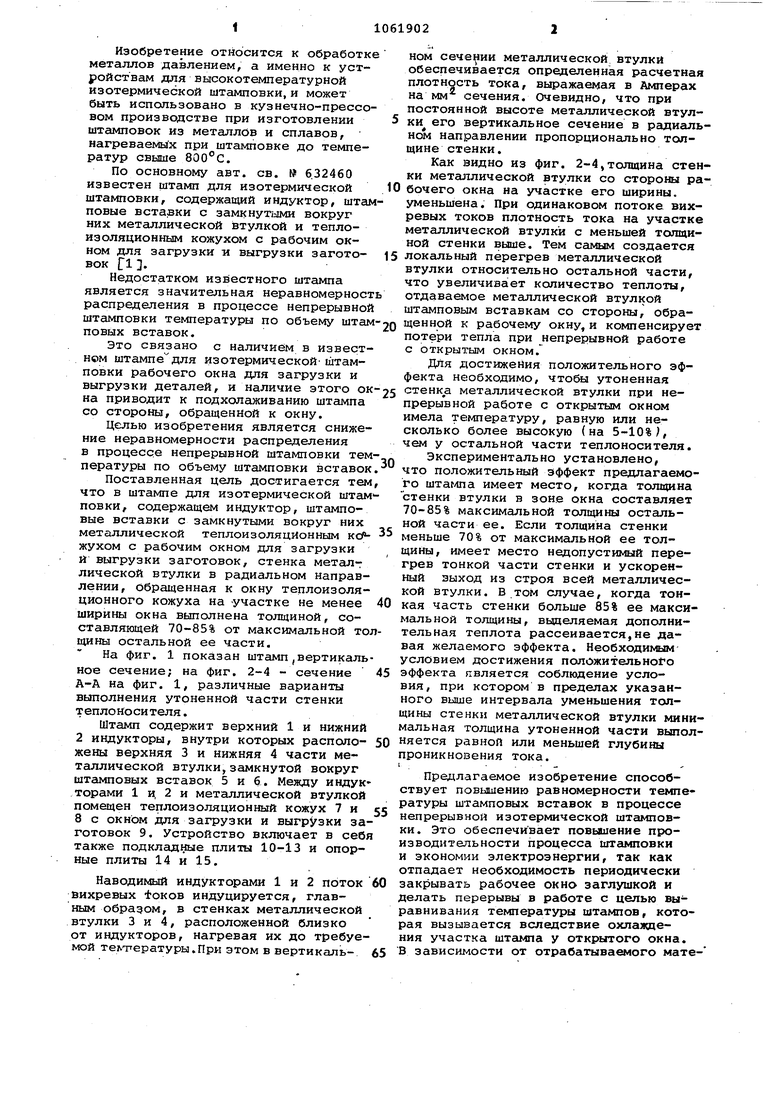
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изотермической штамповки | 1982 |
|
SU1061903A2 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Устройство для изотермической штамповки | 1981 |
|
SU1028410A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU829300A1 |
ШТАМП ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ по авт. св. № 632460, о тличающийся тем, что, с целью снижения неравномерности распределения в процессе непрерывной штамповки температуры по объему штамповки вставок, ртенка металличес сдй втулки в радиальном направлении, обращенная к окну теплоизоляционного кожуха, на участке не менее ширины окна выполнена толщиной, составляющей 7085% от максимальной толщины остальной ее части.
Фт.2
ФигЛ
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
