Изобретение относится к области обра ботки металлов давлением и может быть использовано в кузнечно-штамповочном производстве при точной горяче{ изотермической штамповке металлических изделий, значительно различающихся по высоте (преимущественно - при изотермической штамповке выдавливанием). Известен штамп для горячего изотермического деформирования, снабженный те лоизоляционной зашитой, выполненной в виде кожухов, закрепленных на верхнем подвижном элементе и нижней неподвижной плите, причем, с целью обеспечения возможности повышения температуры шта па и штампуемого изделия, повышения КПД нагрева и улучшения условий экспл атации, кожух, закрепленный на верхнем подвижном элементе плотно входит в кожух, закрепленный на неподвижной плите с возможностью поступательного движени в нем, а для загрузки и выгрузки загото вок в неподвижном кожухе выполнено ок- но С1 н 2. Однако в известном штампе ограничеа высота изделий, получаемых штамповкой выдавливанием, т.е. ограничена номенклатура штамп5 емых изделий. Известен также штамп для горячего, преимушественно изотермического деформирования, содержаший верхний подвижный и нижний неподаижный блоки, в которых смонтированы рабочие элементы окруженные теплоизоляционными кожухами с окном для загрузки и выгрузки заготовок, пр-ичем теплоизоляционные кожухи верхнего блока установлены телескопически, один из них связан с подвижным блоком, другой - неподвижен, при этом окно для загрузки и выгрузки заготовок вьшолнено в неподвижном (наружном) кожухе верхнего блока. Оно начинает открываться Лри ходе ползуна пресса вверх только после подъема пуансона на определенную высоту, а размер окна по высоте увеличивается при дальнейшем подъеме пуансона 2, Недостатками известного штампа с телескопическими теплоизолируюшими кожухами верхнего блока являются значительные потери тепла через окно для загрузки и выгрузки заготовок при штамповке изделий различной высоты, а также чрезмерное увеличение хода подвижной части штампа. В зависимости от высоты штамггуемого изделия проявляется либо первый, либо второй из указанных недостатков, а именно: высота подъема пуансона над матрицей при ходе ползуна пресса вверх может быть уже достаточной для извлечения изделия из штампа, а высота окНа для загрузки и выгрузки в этот момент может быть еще меньше, чем высота изделия и для осуществления выгрузки изделия нужен дополнительный ход ползуна вверх до такого положения, когда размер окна по высоте будет не менее высоты изделия. Возможна и обратная ситуация, когда высота окна уже достаточна для выгрузки изделия, а расстояние между пуансоном и матрицей пока еще меньше, чем высота изаелия. Тогда пдя извлечения изделия из штампа приходится совершать дополнительный ход ползуна вверх, увеличивая размер окна по вы соте, что.приводит к увеличению тепловых потерь и снижает экономичность работы штампа. Кроме того, наличие подвижного кожуха снижает надежность конструкции, так как возможное коробление кожуха, связанное с большими перепадами температур может привести к отказам при его вертикальном движении вследствие заклинивания
Целью изобретения является уменьшение тепловых потерь во время работы штапа и повышение экономичности работы.
Поставленная цель достигается тем, что в предлагаемом штампе теплоизоляционные кожухи верхнего блока установлены неподвижно один на другой и зафиксированы один относительно другого, а окно для загрузки и выгрузки заготовок выполнено Б нижнем из этих кожухов по всей его высоте,
Это дает возможность для каждого штампуемого изделия выб1фать минимально необходимую высоту окна, не зависящую 91 величины хода ползуна пресса (сменяя различные по высоте кожухи верхнего блока), уменьшая при этом тепловые потери через окно. Высота подъема пуансона, т.е., величина обратного хода ползуна пресса, определяется возможностью извлечения изделия из штампа и- в каждом отдельном случае также является минимальной.В соответствии с этой величиной набирается из сменных кожухов полнэя высота теплоизоляции верхнего блока; которая должна быть достаточной для того, чтобы при подъеме пуансона не произошло размыкание рабочего пространства.
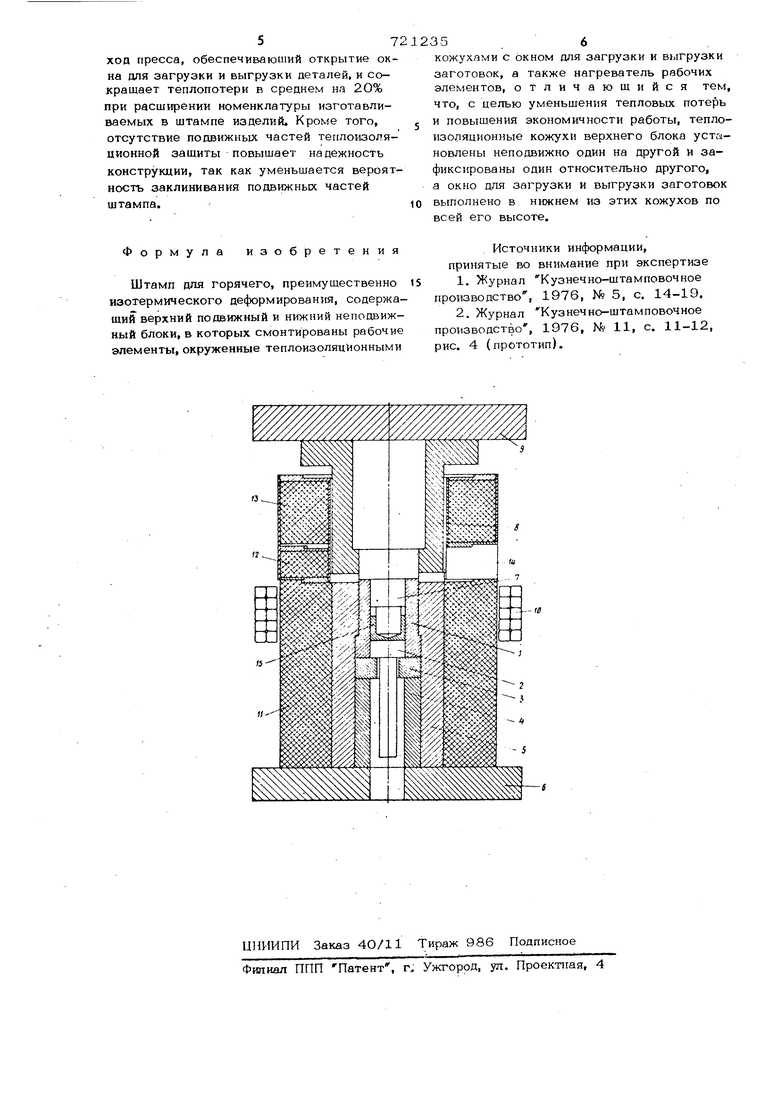
Ма чертеже изображен предлагаемъ1Й штамп в сомкнутом положении, вертикальный разрез.
Матрица 1 со вставленным в нее толкателем 2 совместно с подкладными опорными кольцами 3 и 4 закреплены в мат- рицедержателе 5, который, в свою очередь связан с нижней опорной плитой 6. Пуансон 7. закреплен в пуансонодержателе 8, который связан с верхней опорной плитой
9.Рабочие элементы 1-5 представляют собой неподвижный блок штампа. Штамп снабжен нагревателем в виде индуктора
10.Рабочие элементы 1-5 окружены теплоизоляционным кожухом 11. Рабочие элементы 7 и 8 смонтированы в верхнем подвижном блоке штампа. Верхний (подвижный) штамповый блок окружен теплоизоляционными сменными кожухами 12 и 13, которые установлены один на другом. При необходимости набор может составляться
и из большего числа кожухов. Окно 14 для загрузки и выгрузки заготовок выполнено в виде прорези в нижнем из набора кожухов верхнего блока, т.е. сменном кожухе 12. Высота окна 14 равна высоте кожуха 12. и подёирается соответственно высоте отштампованного изделия 15. При этом кожухи 12 и 13 установлены неподвижно непосредственно на кожух 11 нижнего блока, и зафиксированы один относительно другого с ггбмошью буртов и соответствующих канавок, выполненных на торцах кожухов.
Замена кожухов 12 и 13 осуществляется при крайнем верхнем положении ползуна пресса, т.е. при максимальном расстоянии по высоте между матрицей 1 и пуансоном 7. Во время работы ползун поднимают до положения, при котором расстояние по высоте между матрицей 1 и пуансоном 7 достаточно для извлечения отштампованного изделия 15, Соответственно этой высоте подбирается полная высота сменной части теплоизоляции штампа, т.е. суммарная высота к.ожухов 12 и 13, И таким образом, обеспечивается замкнутая полость нагрева.
Введение в конструкцию неподвижной теплоизоляционной защиты, состоящей из набора сменных кожухов, различных по высоте, легко заменяемък и устанавливаемых друг на друга, позволяет сократить потери рабочего времени на увеличенный
572
xon пресса, обеспечивающий открытие окна для загрузки и выгрузки деталей, и сокращает теплопотери в среднем на 2О%
при расширении номенклатуры изготавливаемых в штампе изделий. Кроме того, отсутствие подвижных частей тегглоизоляционной защиты повышает надежность конструкции, так как уменьшается вероятность заклинивания подвижньк частей штампа.
Формула изобретения
Штамп для горячего, преимущественно изотермического деформирования, содержащий верхний подвижный и нижний неподвижный блоки, в которых смонтированы рабочие элементы, окруженные теплоизоляционными
356
кожухами с окном для загрузки и выгрузки заготовок, а также нагреватель рабочих элементов, отличающийся тем, что, с целью уменьшения тепловых noTejbb
и повышения экономичности работы, теплоизоляционные кожухи верхнего блока установлены неподвижно один на другой и зафиксированы один относительно другого, а окно для загрузки и выгрузки заготовок
выполнено в нижнем из этих кожухов по всей его высоте.
Источники информации, принятые во внимание при экспертизе
1.Журнал Кузнечно-штамповочное производство , 1976, № 5, с. 14-19.
2.Журнал Кузнечно-штамповочное производство , 1976, № 11, с. 11-12, рис. 4 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Устройство для изотермической штамповки | 1981 |
|
SU1028410A1 |
| Устройство для горячего деформи-РОВАНия | 1979 |
|
SU846044A1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU829300A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Штамп для объемной штамповки | 1988 |
|
SU1625578A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1061903A2 |
| Штамп для горячего деформирования деталей | 1982 |
|
SU1074645A2 |
| Штамп для горячей изотермической штамповки | 1977 |
|
SU727304A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
