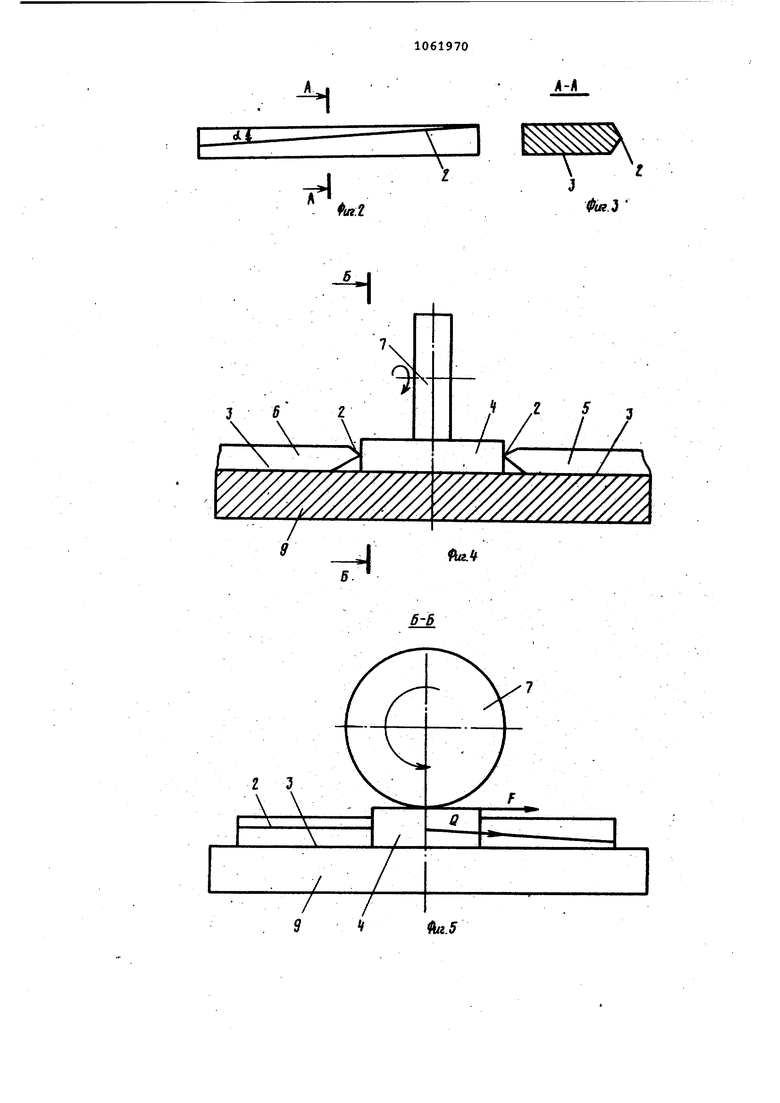
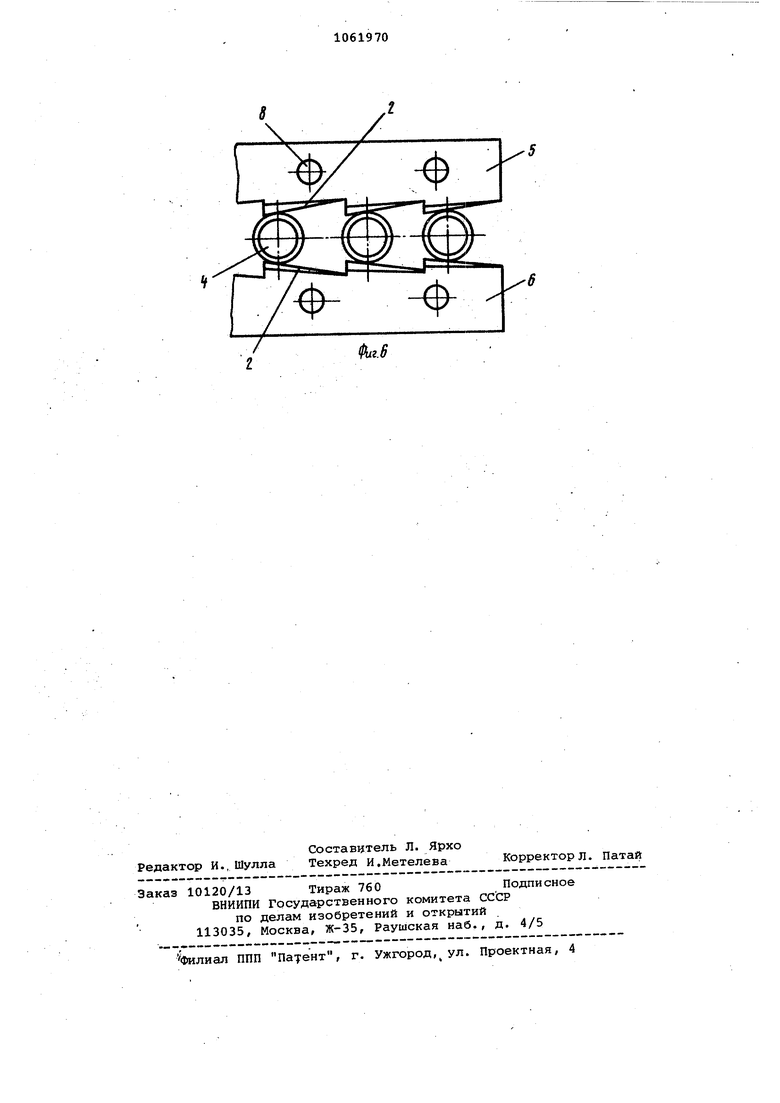
Изобретение относится к Обработке материалов резанием, а именно к устройствам для крепления плоских тонкостенных деталей из магнитных и немагнитных материалов. Известно устройство для крепления деталей на шлифовального станка, содержащее прижимные планки с опорными поверхностями и рабочими торцами 12. Недостатком устройства является то, что при обработке деталей, особ но из немагнитных материалов, не обеспечивается надежный прижим детали к плите станка. Целью изобретения является повышение производительности и качества обработки плоских тонкостенных деталей путем обеспечения их надежного прижима базовой поверхностью к плите станка. Указанная цель достигается тем, что в устррйстве для крепления, дета лей на станке шлифовального станка, содержащем -прижимные планки с опорными поверхностями и рабочими торца ми, рабочий торец каждой прижимной планки выполнен в виде острой -кромки , причем две кромки противолежащих планок образуют ребра грани пирамиды, вершина которой наклонена к опорным поверхностям планок. Устройство обеспечивает надежное прилегание плоских тонкостенных деталей своими базовыми поверхностями к плите станка, что приводит к повышению производительности и качестна обработкидеталей. На фиг. 1 изображена прижимная планка, вид сверху; на фиг. 2 - вид со стороны рабочего торца прижимной планки; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - устррйство, общий вид; на фиг. 5 - разрез Б-Б на фиг. 4 на фиг. б - общий вид мн гоместного устройства. Прижимная планка 1 имеет рабочий торец, выполненный в виде острой кромки 2, наклоненной под углом о(к опорной поверхности 3. Обрабатываемая деталь 4 закрепляется с использованием двух прижимных планок 5 и б и обрабатывается шлифовальным кругом 7. В планках 1, 5 и 6 выполнены крепежные отверстия 8 для случая использования на. немагни ной плиты 9. Причем угол 0 выбирается таким образом, чтобы две кромки 2. противо лежащих планок 5 и 6 образовывали ребра грани пирамиды, вершина которой наклонена к опорным поверхностям 3планок 5 и б. Устройство работает следующим образом,. При магнитной плите станка детгшь 4, например, прямоугольной формы с двух сторон обкладывается планками 5 и 6 (фиг. 4К Затем включается плита 9 и производится подстукивание планок 5 и б для того, чтобы-, обеспечить плотное пйджатие детали 4 острыми кромками 2. При этом планки 5 и б устанавливаются таким образом, чтобы их острые кромки 2 наклонялись к опорной повб;рхности 3 (к плите станка по ходу вращения шлифовального круга 7 (фиг. 5 ). ГГри такрм закреплении в процессе обработки на деталь от круга 7 действует сила F , которая стремится переместить ее по ходу вращения круга 7. Но так как деталь 4зажата с определенным натягом между острыми кромками 2 планок 5 и-б, то она фактически может перемещаться только по ним в направлении силы Q , прижимаясь к плите 9. станка. Таким образом, происходит заклинивание детали 4 между кромками 2 прижимных планок 5 и 6 и плитой 9 станка и тем самым обеспечивается ее надейшое базирование и закрепление. Необходимость в подстукивании отпадает при установке клинообразных и круглых деталей. В этом случае прижимные планки .устанавливаются, ориентируясь на размер детали, под некоторь1м углом друг к другу, а в конусное пространство устанавливается деталь и поджимается к кромкам 2 легким усилием от руки. ПРИ немагнитной плите станка используют прижимные планки 5 и б, имеющие отверстия 8 под крепежные элементы (не показаныJ. В основном последовательность операций при закреплении сохраняется, только вместо операции включения магнитной плиты производят сначала предварительное поджатие прижимных планок к плите крепежными элементами, а затем после установки детали между ними их окончательно поджимают. Благодаря такому выполнению предлагаемого устройства под действием силы резания происходит надежное базирование и закрепление детали, что обеспечивает повышение точности и производительности обработки плоских тонкостенных деталей.
А-А
Фиг 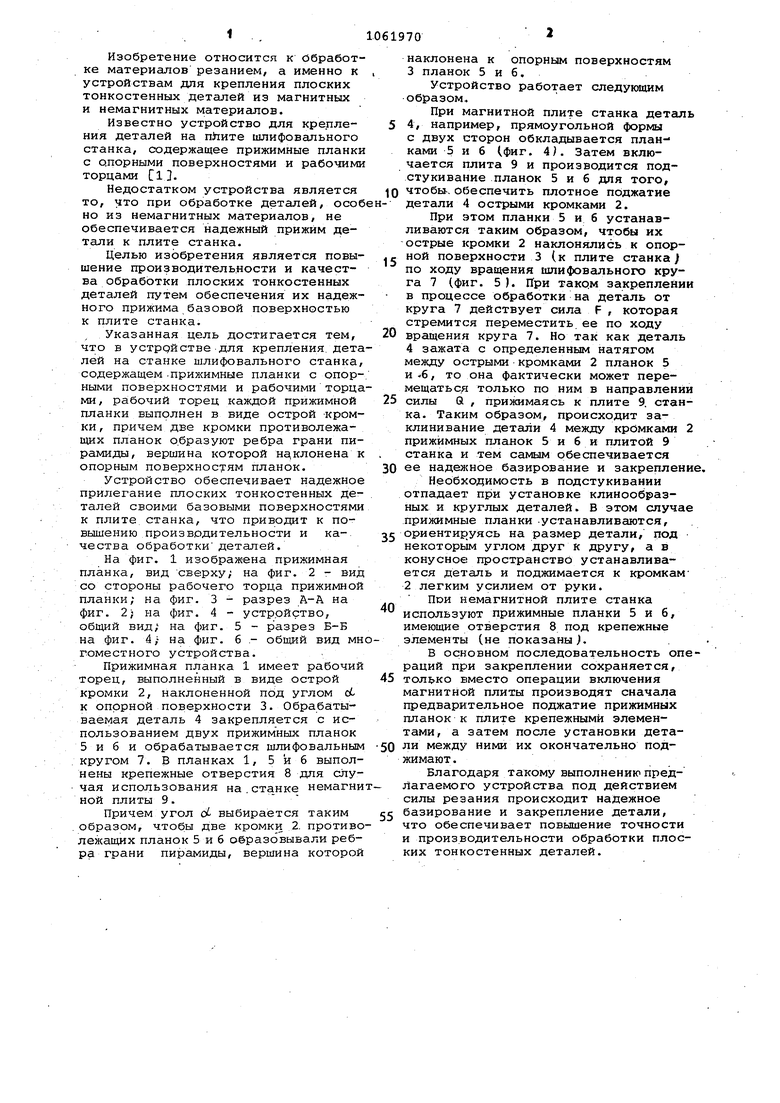
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство для калибровки полых деталей | 1983 |
|
SU1207550A1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| Станок для шлифования торцов витых пружин | 1981 |
|
SU975341A1 |
| Устройство для крепления шлифовального инструмента | 2015 |
|
RU2620655C2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| КОМПЛЕКС ДЛЯ ЗАЧИСТКИ ОТЛИВОК ДЕТАЛЕЙ ТИПА БЛОКОВ ЦИЛИНДРОВ | 2000 |
|
RU2196038C2 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Зажимное устройство | 1991 |
|
SU1821330A1 |
УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙ НА ПЛИТЕ ШЛИФОВАЛЬНОГО СТАНКА, содержащее прижимные планки с опорными поверхностями и рабочими торцами, отличающееся тем, что, с целью повышения производительности и качества обработки плоских тонкостенных деталей, рабочий горец каждой прижимной планки выполнен в виде острой кромки, причем две кромки противолежащих планок образуют ребра грани пирамиды, вершина которой, наклонена к опорным поверхностям планок. Oi Фиг.1 со |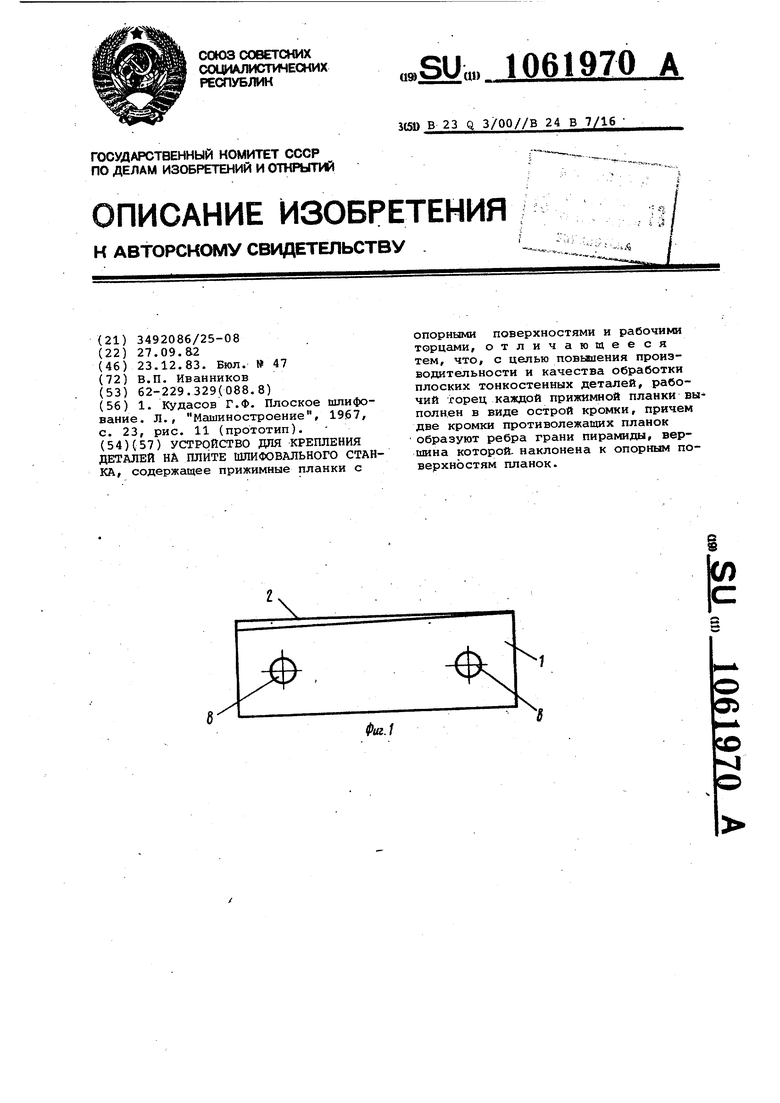
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кудасов Г.Ф | |||
| Плоское шлифование | |||
| Л., Машиностроение, 1967, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
