При электросварке деталей для аккордеонов, баянов и гармоний обычно применяются фиксирующие приснособления, в которые детали зажимаются вручную и освобождаются из них после окончания процесса сварки. Эти операции требуют значительных физических усилий и большой затраты времени.
Согласно изобретению, предлагается простое зажимное устройство, позволяющее осуществить автоматический зажим деталей в момент сварки и автоматическое освобождение их после сварки.
Для этого в устройстве применена подвижная зажимная губка, снабженная эксцентриком, который взаимодействует с упором, закрепленным на нижнем неподвижном хоботе сварочной машины.
В результате такого взаимодейетвия во время рабочего хода верхнего хобота сварочной машины обеспечивается автоматическое закрепление свариваемой детали в зажимной губке, а при обратном движении хобота освобождение ее из губки.
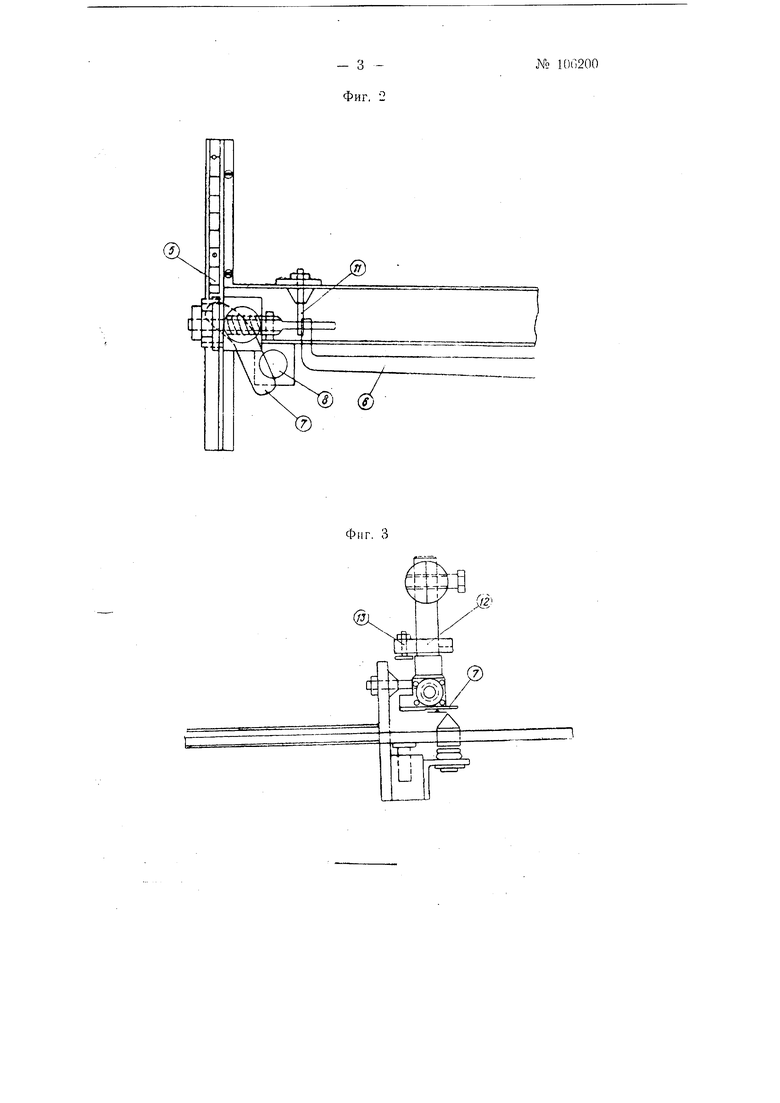
На фиг. 1, 2 и 3 изображены три проекции предлагаемого устройстваНа верхнем подвижном хоботе 1 сварочной машины смонтирована подвижная зажимная губка 2, снабженная эксцентриком 3.
На нижнем ненодвижном хоботе 4 расположена масштабная линейка 5 и унор 6. В верхнем положении хобота 1 подвижная зажимная губка 2 отходит от свариваемой детали. В нижнем положении хобота она зажимает свариваемую деталь с помощью эксцентрика 3, взаимодействующего с упором 6.
В верхнем зажиме установлена также подвижная горизонтальная пластинка 7, удерживающая свариваемую деталь при раскрытой зажимной губке. После зажатия детали в губке 2 пластина 7 отводится в сторону дополнительным неподвижным, упором 8.
Сварка деталей в предлагаемом устройстве производится следующим образоА.
Одна из деталей (например стойка) устанавливается в губке 2 и удерживается в ней, опираясь на иласт Н1у 7.
Во время первой половит ы хода подвижного хобота эксцентрик 5 упирается своим концом в упор 6,
Стандартгиз. Подп. к печ. 25/V-1957 г. Объем 0,25 п. л. Тираж 900. Цена 50 коп. Гер. Алатырь, типография № 2 Министерства культуры Чувашской АССР. Зак. 3747
- 3 Фиг, 2
№ 100200
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Машина для сварки трением | 1970 |
|
SU316300A1 |
| УСТРОЙСТВО СТЫКОВОГО СОЕДИНЕНИЯ СВАРКОЙ ПОЛОС ЛИСТОВОГО ПРОКАТА | 2007 |
|
RU2436662C2 |
| СПОСОБ ИЗМЕРЕНИЯ УСИЛИЯ ОСАДКИ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2012 |
|
RU2486998C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОДОВ МОТОЦИКЛЕТНЫХ КОЛЕС | 1973 |
|
SU389900A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
j- , х
