2. Установка по п. ,отличающаяся тем, что рабочай поверхность каждой матрицы выполнена из тугоплавкого металла и отделена от остальной ее части теплоизолирующей прокладкой.
3.Установка по п. 1, отличающаяся тем, что коническая выемка матрицы сообщена с полостью корпуса через смещенное относительно ее оси отверстие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления тепловой трубы | 1985 |
|
SU1273724A1 |
| Устройство для заполнения тепловой трубы теплоносителем | 1982 |
|
SU1064087A1 |
| Установка для изготовления тепловой трубы | 1985 |
|
SU1312363A1 |
| Установка для заполнения тепловых труб теплоносителем | 1983 |
|
SU1138640A1 |
| ТЕПЛОВАЯ ТРУБА | 2008 |
|
RU2382972C1 |
| Способ заполнения тепловой трубы теплоносителем | 1989 |
|
SU1740913A1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ | 1995 |
|
RU2081628C1 |
| Установка для изготовления тепловой трубы | 1984 |
|
SU1177652A1 |
| Устройство для заправки тепловых труб | 1977 |
|
SU628388A1 |
| Способ крепления тепловых труб в трубной доске | 2022 |
|
RU2799743C1 |
1. УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВОЙ ТРУБЫ, содержащая корпус с полостью, подключенной к магистралям заправки трубы теплоносителем н удаления неконденсирующихся газов, гнездо под заправляемую трубу и устройство для ее герметизации, отличающаяся тем, что, с целью увеличения производительности при одновременном повыщенин качества тепловой трубы, устройство для ее герметизацнн выполнено в виде двух соосно размещенных матриц, установленных с возможностью вращения и осевого перемещения относительно трубы и имеющих конические выемки для завальцовки и диффузионной сварки ее концов, причем одна из матриц закреплена на корпусе, а ее коническая выемка, служащая гнездом под заправляемую трубу, сообщена с полостью корпуса. (Л О) ND 4 СО 00
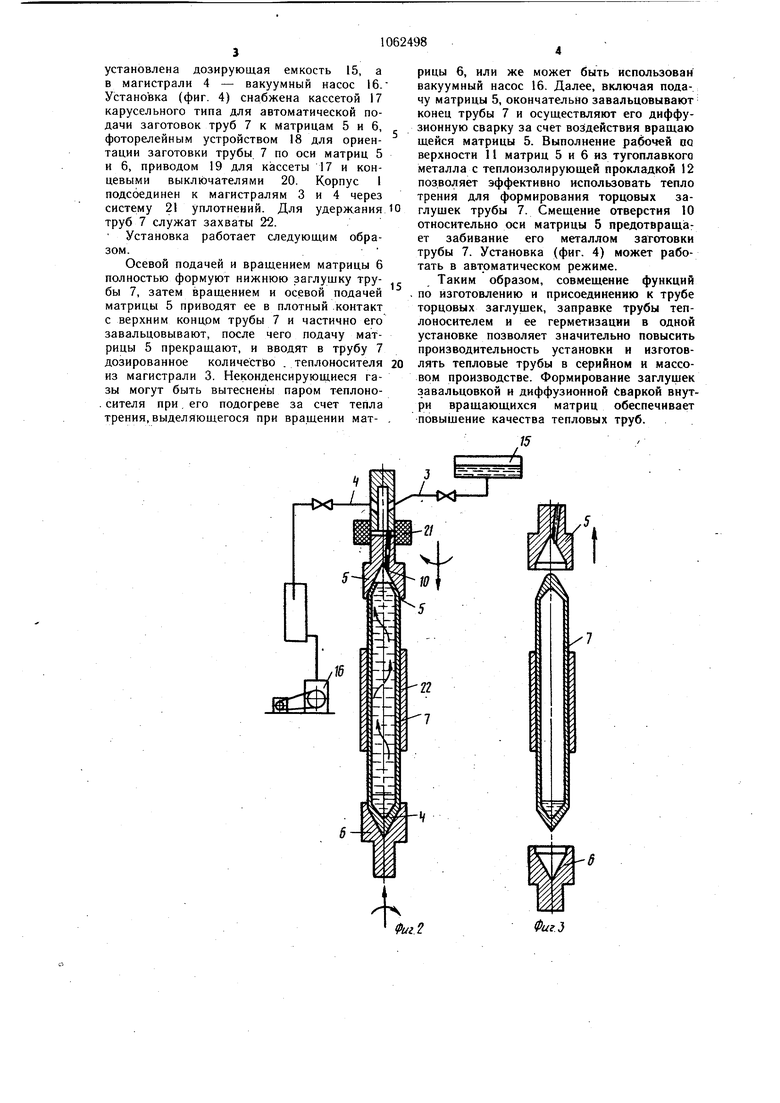
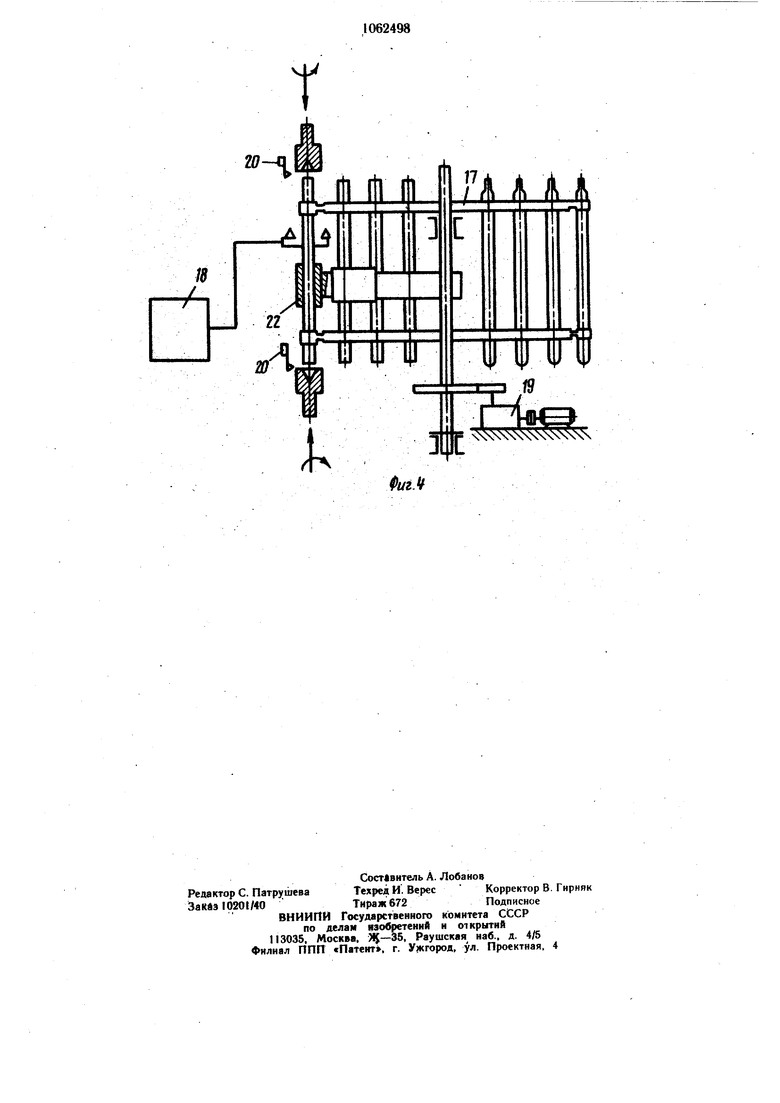
Изобретение относится к технологическому оборудованию для изготовления тепловых труб и может быть использовано при их серийном или массовом производстве. Известна установка для изготовления тепловь1х труб, содержащая корпус, подсоединенный к системе вакуумирования, заправочное устройство и систему герметизации тепловой трубы 1. Недостатком . установки являются низкая производительность, обусловленная необходимостью осуществления процесса переконденсации теплоносителя в полость трубы, и невысокая надежность изготовленных труб, что связано с использованием при герметизации разнородных металлов (корпус трубы и припой). Известен стенд для изготовления тепловых труб, содержащий устройство для очист ки и дозирования теплоносителя и системы вакуумирования и герметизации трубы 2. На стенде могут быть выполнены лищь операции, связанные с заправкой трубы .теплоносителем и герметизацией заправочного патрубка, изготовление же торцовых заглущек и присоединение их к корпусу трубы должно быть выполнено на дополнительном оборудовании с применением горячей сварки, что приводит к низкой производительности при изготовлении тепловых труб и сравнительно низкой их надежности. Наиболее близким к предлагаемому техническим решением является установка для изготовления тепловой трубы, содержащая корпус с полостью, подключенной к магистралям заправки трубы теплоносителем и удаления неконденсирующихся газов, гнездо под заправленную трубу и устройство для герметизации ее концов (3). Недостатками этой установки являются относительно низкая производительность и невысокое качество тепловых труб, что обусловлено необходимостью значительных перемещений пережимного устройства и существенным увеличением поперечного раз-мера труб на их концах при нережиме М гер метизации корпусов труб. Целью изобретения является увеличение производительности при одновременном повышении качества тепловых труб. Цель достигаегя тем, что в установке для изготовления тепловой трубы, содержащей корпус с полостью, подключенной к магистралям занравки трубы теплоносителем и удаления неконденсирующихся газов, гнездо под заправляемую трубу и устройство для ее герметизации, это устройство выполнено в виде двух соосно размещенных матриц,установленных с возмож ностью вращения и осевого перемещения относительно трубы и имеющих конические выемки для завальцовки и диффузионной сварки ее концов, причем одна из матриц закреплена на корпусе, а ее коническая выемка, служащая гнездом под заправляе мую трубу, сообщена с полостью корпуса. Рабочая rtoBepxHOCTb каждой матрицы может быть выполнена из тугоплавкого металла и отделена от остальной ее части теплоизолирующей прокладкой. Соединение конической выемки матрицы, закрепленной на корпусе,с его полостью может быть осуществлено через смещенное относительно оси матрицы отверстие. На фИг. 1 показана установка, разрез; на фиг. 2 - то же, в процессе удаления из трубы неконденсирующихся газов; на фиг. 3 - фрагмент установки после изготовления трубы; на фиг. 4 - схема установки с приспособлениями для автоматического изготовления тепловых труб. Установка содержит корпус 1 с полоСтью 2, подключенной к магистралям 3 и 4 заправки трубы и удаления неконденсирующихся газов соответственно, размещенные соосно между собой и с корпусом 1 матрицы 5 и 6, установленные с возможностью вращения и осевого перемещения относительно тепловой трубы 7 и имеющие конические выемки 8 и 9 соответственно. Матрица 5 закреплена на корпусе 1,и.ее коническая выемка 8 сообщена с полостью 2 корпуса 1 через отверстие 10, смещенное. относительно оси матрицы 5. Рабочая поверхность 11 матриц 5 и 6 выполнена из тугоплавкого металла и отделена от осталь ной части теплоизолирующей прокладкой 12 Угол при вершине конических выемок 8 и 9 может быть выбран в интервале 30 -60°. Для приведения матриц 5 и 6 в движение служат приводные и;ханизмы 13 и 14 соответственно. В магистрали 3 может быть установлена дозирующая емкость 15, а в магистрали 4 - вакуумный насос 16. Установка (фиг. 4) снабжена кассетой 17 карусельного типа для автоматической подачи заготовок труб 7 к матрицам 5 и 6, фоторелейным устройством 18 для ориентации заготовки трубы 7 по оси матриц 5 и 6, приводом 19 для кассеты 17 и концевыми выключателями 20. Корпус I подсоединен к магистралям 3 и 4 через систему 21 уплотнений. Для удержания труб 7 служат захваты 22. Установка работает следующим образом. Осевой подачей и вращением матрицы 6 полностью формуют нижнюю заглущку трубы 7, затем вращением и осевой подачей матрицы 5 приводят ее в плотный .контакт с верхним концрм трубы 7 и частично его завальцовывают, после чего подачу матрицы 5 прекращают, и вводят в трубу 7 дозированное количество .теплоносителя из магистрали 3. Неконденсирующиеся газы могут быть вытеснены паром теплоно. сителя при. его подогреве за счет тепла трения, выделяющегося при вращении матрицы 6, или же может быть использован вакуумный насос 16. Далее, включая подачу матрицы 5, окончательно завальцовывают конец трубы 7 и осуществляют его диффузионную сварку за счет воздействия вращаю щейся матрицы 5. Выполнение рабочей по верхности 11 матриц 5 и 6 из тугоплавкого металла с теплоизолирующей прокладкой 12 позволяет эффективно использовать тепло трения для формирования торцовых заглущек трубы 7. Смещение отверстия 10 относительно оси матрицы 5 предотвращ;ает забивание его металлом заготовки трубы 7. Установка (фиг. 4) может работать в автоматическом режиме. Таким образом, совмещение функций по изготовлению и присоединению к трубе торцовых заглущек, заправке трубы теплоносителем и ее герметизации в одной установке позволяет значительно повысить производительность установки и изготовлять тепловые трубы в серийном и массовом производстве. Формирование заглушек завальцовкой и диффузионной :варкой внутри вращающихся матриц обеспечивает повыщение качества тепловых труб.
W
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для заправки тепловых труб теплоносителем | 1973 |
|
SU482603A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
