Известные конструкции дуговых вертикальных обводных аппаратов не обеспечивают передачу в рабочих клетях сортопрокатных станов трио раскатов небольших длин из малопластичпых марок сталей.
Предлагаемое устройство обеспечивает на трио-клетях прокатных станов передачу в верхний калибр после пропуска в нижнем калибре одной и той же клети раскатов небольших длин из всевозможных марок сталей, в том числе и малопластичных. Это достигается тем, что в устройстве применен желоб с направляюшилг флажком и подаюпдие ролики, обеспечиваюш,ие автоматическую задачу раската в верхний калибр валка.
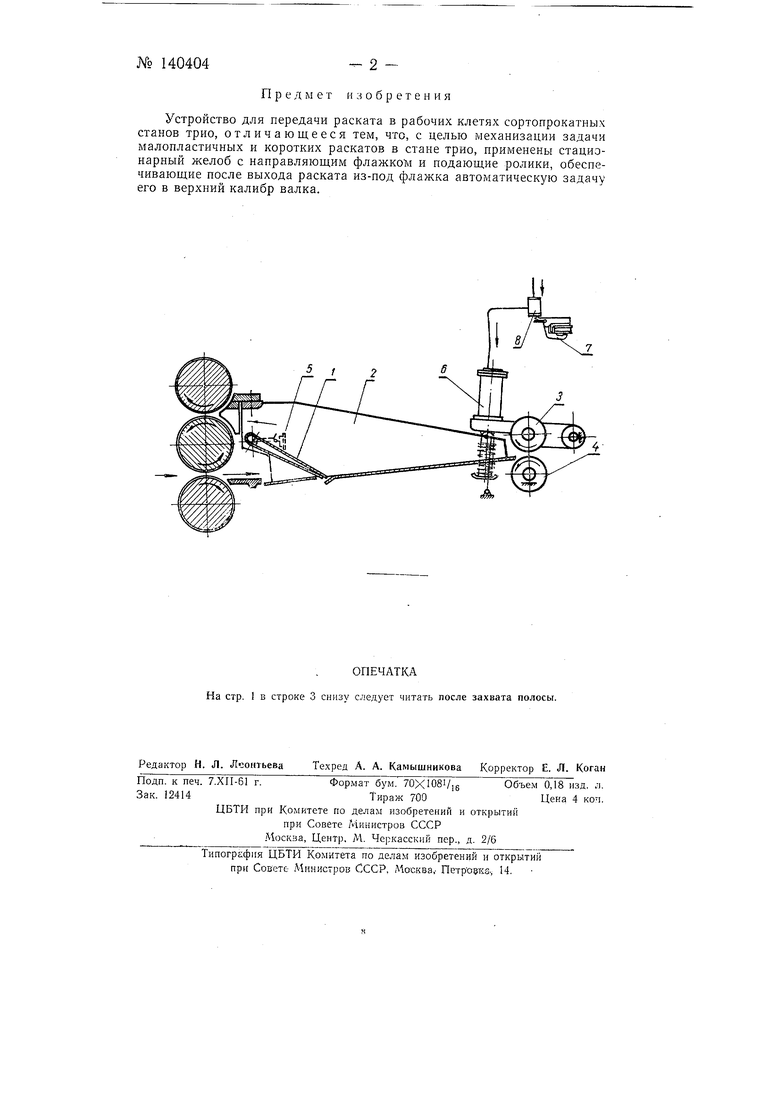
На чертеже показана схема предлагаемого устройства.
Прокатываемая полоса при выходе из нижнего калибра приподнимает клапан-флажок / и проходит по желобу 2 в раскрытые ролики 5 и 4, из которых ролик 4 имеет прпвод от электродвигателя, а ролик 3- холостой. Когда задний конец полоеы выходит из-под клапана-флажка, последний опускается, конечный выключатель 5 замыкается отводкой, в результате чего срабатывает электрическая схема. Из цилиндра 6 пружинно-пневматического устройства, связанного с траверсой, на KOTopoii монтируется ролик 5, выпускается воздух и верхним роликом 3 полоса прижимается к нижнему ведушему ролику 4. В результате этого прокатываемая полоса получает обратное движение; конец ее, поднимаяс.по клапану-флажку /, попадает в верхний калибр и захватывается валками. Нажимное усилие иружикы обеспечпвает пеобходимую силу трения между нижним роликом 4 и прокатываемой полосой.
Верхний ролик 3 после захвата поднимается в исходное положение за счет отключения электромагнита 7 пневмокланана 8. Отключение происходит примерно через секунду установленными реле времени.
№ 140404- 2 Предмет изобретения
Устройство для передачи раската в рабочих клетях сортопрокатных станов трио, отличающееся тем, что, с целью механизации задачи малопластичных и коротких раскатов в стаие трио, применены стационарный желоб с направляющим флажком и подающие ролики, обеспечивающие после выхода раската из-под флажка автоматическую задачу его в верхний калибр валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для принудительной задачи раскатов ограниченной длины в валки прокатных станов "трио" | 1959 |
|
SU130869A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| Стационарный желоб для передачи раскатов в рабочих клетях сортопрокатных станов | 1959 |
|
SU129168A1 |
| Способ задачи раскатов при прокатке в клети трио | 1991 |
|
SU1811921A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| Подъемно-качающийся стол | 1987 |
|
SU1405931A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2102164C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |