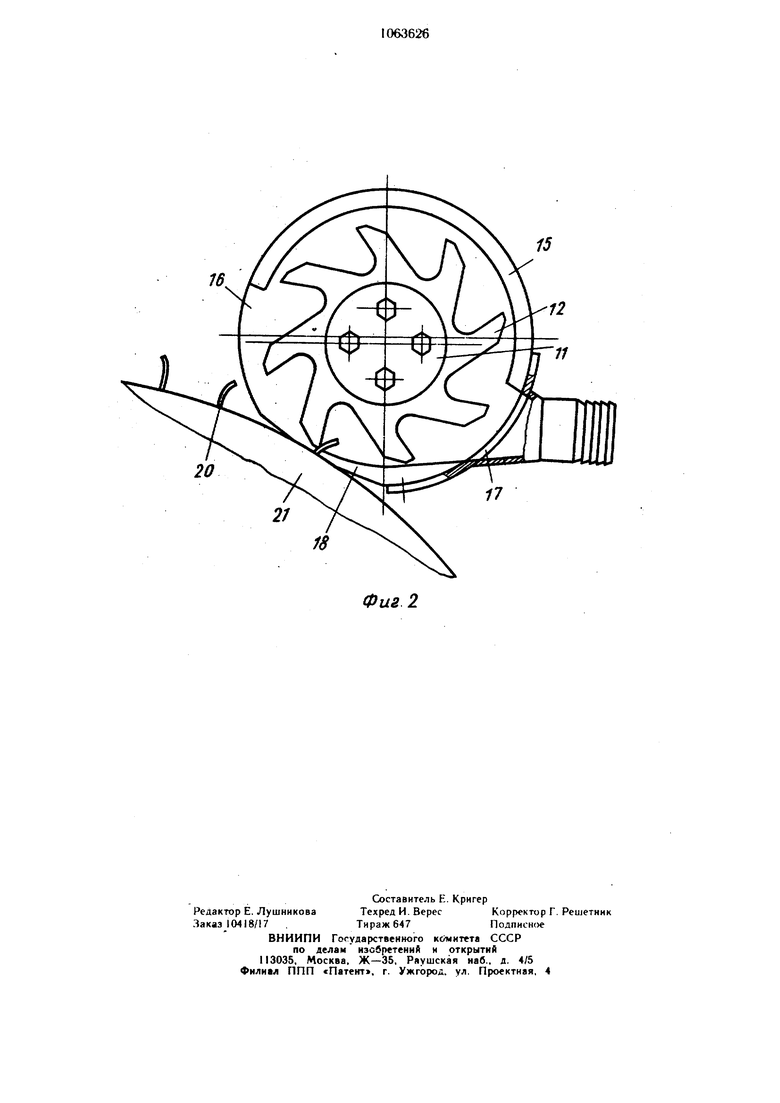
Изобретение относится к оборудованию участков заключительных операций цехов вулканизации автопокрышек, а именно к оборудованию для удаления выпрессовок. Известен станок для обрезки вь прессовок, содержащий приспособление для обрезки выпрессовок, выполненный в виде расположенного по касательной к шине горизонтального ножа, кромка которого повторяет профиль беговой части покрышки, и вращающейся навстречу ножу фрезы, также имеющей профиль беговой части покрыщки. Фреза установлена на двух опорах и связана посредством ременной передачи с электродвигателем 1. Приспособление обеспечивает обрезку выпрессовок, но имеет ряд недостатков, которые заключаются в том, что нож и фреза устройства имеют профиль покрыщки и при их затуплении затруднена точная заточка режущих кромок. Ввиду того, что фреза установлена на двух опорах и связана посредством ременной передачи с электродвигателем, увеличиваются габариты приспособления. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является приспособление к станку для обработки выпрессовок покрышек пневматических щин, содержащее кронштейн, закрепленный на нем корпус, установленный в корпусе приводной вал со смонтированной на нем посредством подщипников фрезой, закрепленную на кронштейне концентрично фрезе обойму с окном для захвата выпрессовок и смонтированный на обойме нож для взаимодейгт ВИЯ с фрезой 2 . Недостатком этого приспособления является то, что при консольном креплении фрезы увеличивается радиальное биение, влияющее на качество обрезки выпрессовок. Невозможность создания минимального зазора между фрезой и ножом приводит к тому, что приспособление не может срезать гибкие, ничем незафиксированные выирессовки. Цель изобретения - уменьшение радиального биения фрезы. Поставленная цель достигается тем, что приспособление к станку для обрезки выпрессовок покрышек пневматических щин, содержащее кронштейн, закрепленный на нем корпус, установленный в корпусе приводной вал со смонтированной на нем посредством подшипников фрезой, закрепленную на кронштейне концентрично фрезе обойму с окном Д.ЧЯ захода прессовок и смонтированный на обойме нож для взаимодействия с фрезой, снабжено смонтированной на валу втулкой с выступом с образованием незамкнутой концентричной валу iio.T(JCTi), корпус выполнен с консольным кольцевым выступом, размещенным в полости втулки, а подшипники установлены П1)средством своих внутренних на вту.пке, причем фреза закреплена на последней. На фиг. 1 изображено приспособление, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1. Приспособление к станку для обрезкн выпрессовок выполнено в виде кронштейна 1, к которому прикреплен корпус 2 посредсрвом фланца 3. В корпусе 2 установлен приводной вал 4, связанный с двигателем 5. Двигатель 5 прикреплен к кронштейну 1. На приводном валу 4 смонтирована втулка 6 с выступом 7 с образованием незамкнутой концентричной валу 4 полости. Корпус 2 выполнен с консольным кольцевым выступом 8, размещенным в полости 9 втулки 6. По наружному диаметру втулки 6 посредством шпонки 10 и фланца 11 закреплена фреза 12. Втулка 6 взаимосвязана с внутренними кольцами подшипников 13 и 14, которые своими наружными кольцами упираются в выступ 8 корпуса 2. На кронштейне I закреплена обойма 15, смонтированная концентрнчно фрезе 12. Обойма 15 имеет окно 16 для захода выпрессовок и окно 17 для отбора выпрессовок. На обойме 15 смонтирован нож 18 для взаимодействия с фрезой 12. Фреза 12 смонтирована симметрично относительно подшипника 13, а ее торец закрыт крышкой 19 прикрепленной к обойме 15. Приспособление к станку для обрезки выпрессовок работает следующим образом. Обойма 15 крепится к фланцу корпуса 2, на котором выполнены пазы (не показаны), посредством которых регулируется зазор между ножом 18 и фрезой 12. При включении двигателя 5 посредством вала 4 передается вращение на втулку 6, которая вращается с фрезой 12. Выпрессовки 20 покрышки 21, попадая через окно 16 между ножом 18 и фрезой 12, срезаются и по касательной выбрасываются в окно 17. Так как фреза 12 установлена симметрично подшипника 13, то радиальное биение фрезы не будет превышать биения, заложенного при изготовлении. При затуплении фрезы 12 ножа 18, нимаются крышки 19, фланец II и фреза 12. Затем обойма 15 снимается с фланца Г) и фреза 12 с ножом 18 поступают на заочку. Ввиду того, что фреза закреплена конольно, сокращается время на ее демонаж и монтаж, и, следовательно, сокраается время простоя станка, на котором монтировано приспособление.
Фиг 2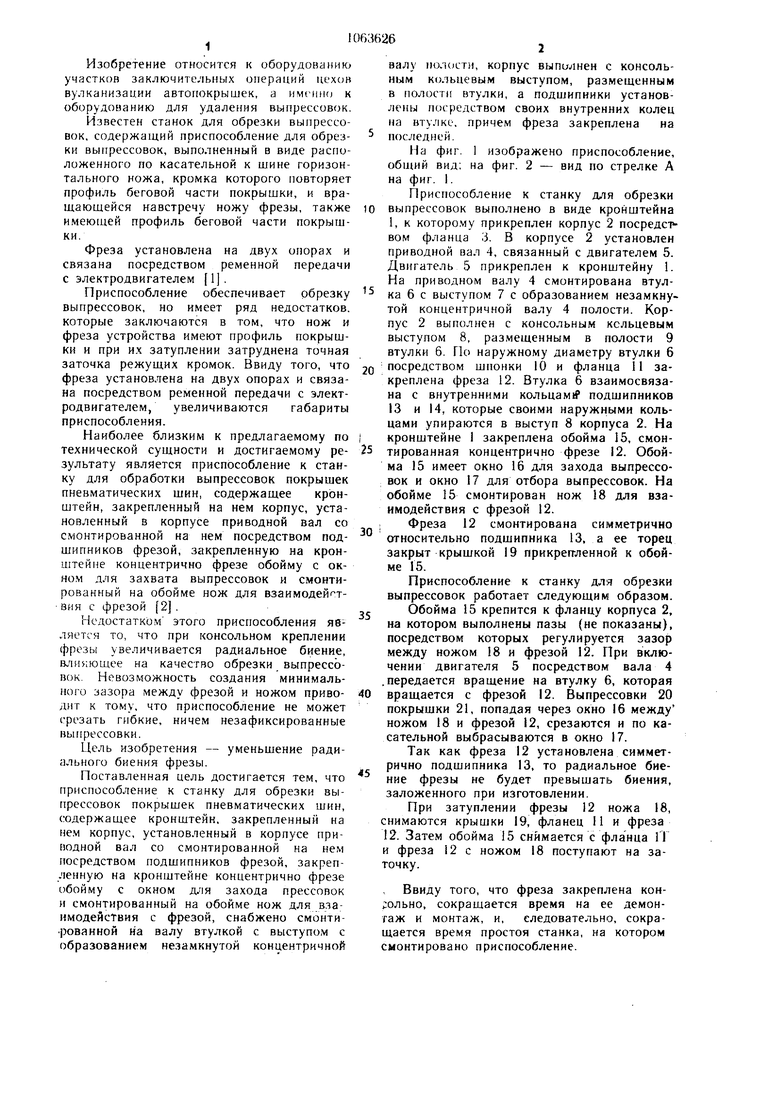
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки выпрессовок с покрышек пневматических шин | 1985 |
|
SU1256988A1 |
| Станок для обрезки выпрессовок с покрышек | 1985 |
|
SU1291427A1 |
| ОБРЕЗКИ ВЫПРЕССОВОК С ПОВЕРХНОСТЕЙ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU310813A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| Станок для обрезки выпрессовок по носку борта покрышек пневматических шин | 1977 |
|
SU679417A1 |
| Способ обрезки выпрессовок с покрышек и устройство для его осуществления | 1987 |
|
SU1479297A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1972 |
|
SU479652A1 |
| Устройство для крепления покрышки в процессе ее отработки | 1972 |
|
SU503735A1 |
| Устройство для обрезки выпрессовок с покрышек | 1990 |
|
SU1781072A1 |
ПРИСПОСОБЛЕНИЕ К СТАНКУ ДЛЯ ОБРЕЗКИ ВЫПРЕССОВОК ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН. содержащее кронштейн, закрепленный на нем корпус, установленный в корпусе приводной вал со смонтированной на нем посредством подшипников фрезой, закрепленную накронштейне концентрично фрезе обойму С окном для захода выпрессовок и смонтированный на обойме нож для взаимодействия с фрезой, отличающееся тем. что с целью уменьшения радиального биения фрезы, оно снабжено смонтированной на валу втулкой с выступом с образованием незамкнутой концентричной валу полости, корпус выполнен с консольным кольцевым выступом, размещенным в полости втулки, а подшипники установлены посредством своих внутренних колец на втулке, причем фреза закреплена на последней.- (Л О с: со О5 IND С35
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля износа поверхностей прямозубых передач | 1984 |
|
SU1254339A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| опублик, 1967 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для плазмохимической обработки электронно-вакуумных приборов | 1990 |
|
SU1778817A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
