110 Изобретение относится к обработке металлов давлением, в частности к трубному производству, и может быть использовано при изготовлении прецизионных преимущественно тонкостенных квадратных и прямоугольных труб. Известен способ профилирования квадратных и прямоугольных труб путе постепенного формоизменения в нескольких последовательно установленны замкнутых калибрах. Недостатком способа является недостаточное качество получаемых труб Известен способ изготовления квад ратных и прямоугольных труб, путем непрерывного профилирования круглой трубы-эагртовкн в четырехвалковых прямоугольных калибрах, при котором в процессе профилирования заготовку деформируют t уменьшая периметр и последовательно увеличивая от калибра к калибру радиус выпуклости сторон ее профиля. Недостатком известного способа яв ляется наличие довольно значительног прогиба граней (утяжки) на получаеьа1 трубах и достаточно больших радиусов закругления углов их профиля. (ГОСТ 8639-68 соответственно 0,5-1,0 №i и двум толщинам стенки). Указанные недостатки значительно снижают точност и качество изготавливаемых квадратны и прямоугольных труб. Целью изобретения является повышение качества труб путем npejijoTBpaцения утяжин и обеспечения заданных радиусов закругления углов. Для достижения цели в способе изготовления квадратных и прямоугольных труб путем непрерывного прО4 лирования круглой трубы-заготовки в четьфехвалкомос прямоугольных калибрах при котором в процессе профилирования заготовку деформируют, умень ая периметр и последовательно увели .чивая от калибра к калибру радиус вы дпуклости сторон ее профиля, деформирование осуществляют путем редуцирования со степенью 3-6,5% и одновременного натяжения 2,5-5,0, при этом радиусы вьтуклости сторон последовательно увеличивают по линейному зако ну от расчетного радиуса исходной круглой трубы-заготовки до величины радиуса выпуклости соответствующей стороне профиля этой заготовки в предпоследнем калибре,: определяемой по формуле где D - величина диаметра валков предпоследнего калибра; А - длина соответствующей стороны профиля трубы в предпоследнем калибре; г - величина радиусов закругления углов профиля трубы, равная величине радиусов закругления углов профиля конечной трубы. На фиг.1 изображено поперечное сечение исходной трубы заготовки; на фиг.2, 3, 4 - поперечное сечение трубы в процессе его формоизменения; на .5 - поперечное сечение конечного профиля трубы. Круглая исходная труба (фнг.1) выполнена радиусом П, величина которого подбирается расчетным путем. Каждый из калибров (фиг.2, 3, 4, 5) имеет Форму замкнутого четырехугольника (на черт.квадрата), образованного рабочими поверхностями четырех валков, установленных на взаимно перпендикулярных осях. Валки, образующие калибры предварительной профилировки (фиг.2, 3, 4), имеют вогнутую рабочую поверхность, выполненную дугами соответствующих радиусов R, R и R, а валки, образующие калибр окончательной профилировки (фиг.5) - рабочую поверхность, вы полненную прямой линией. Ширина А рабочей поверхности валков диаметром D выполнена, равной длине соответствующей стороны профиля трубы. В процессе последовательного продвижения круглой трубы (фиг.1) в калибрах (фиг.2, 3, 4, 5) осуществляет я ее постепенное формоизменение квадратную. При этом величины радиусов R,, R, R и R выпуклости сторон ее профиля возрастает по линейному закону от значения R, на круглой трубе (фиг.1) до R на трубе, находящейся в предпоследнем (фиг.4) калибре. Значение величины R в предпоследнем калибре (фиг.4) определяется из соотношенияD 65г где R - величина радиуса вьтуклости стороны профиля трубы, полу .чаемая ею в предпоследнем калибре;D - величина диаметра валка пред.последнего калибра; А - длина соответствующей стороны п офиля трубы в предпоследнем калибре; г - величина радиусов закругления углов профиля трубы, равная величине радиусов закругления углов профиля конечной трубы. . П р и м е р. Изготовление профильных труб из стали 10 квадратного сечения 25x25 1,5 им с радиусом зарсругг ления углов профиля, равным толцине стенки трубы R .1,5 мм из трубной заготовки - круглой трубы диаметром 32 мм в валках диаметром D « 217 т трубоэлектросварочного стана 10-60. Величина редуцирований - 3%, натяжение - 2,5%. R, 16.мм. 15i217 217 . Радиус выпуклости сторон деформируемой заготовки, определенные согласно линейной зависимости, равны соответственноR 120 мм, R, 225 мм и R « R 325,5 мм. После профилирования в указанных условиях вогнутость граней на трубах не превьавала мм, а величина радиусов закругления углов профиля 1,45 мм.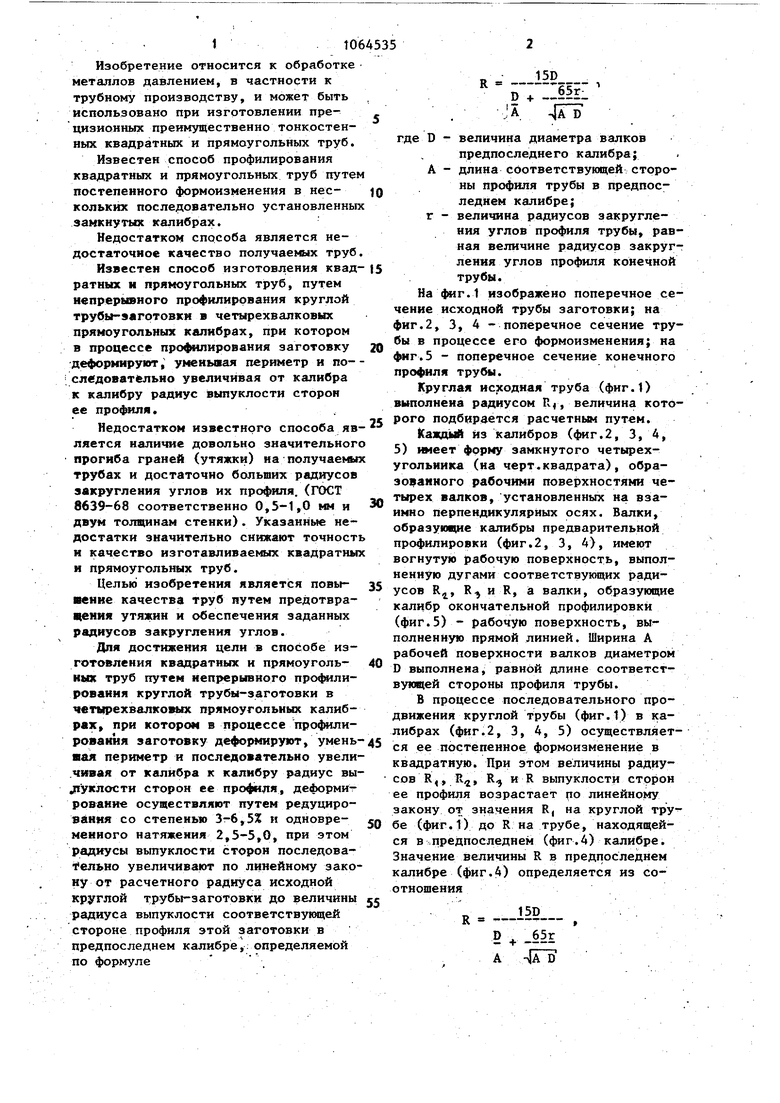
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ ПРЯМОУГОЛЬНОГО ИЛИ КВАДРАТНОГО СЕЧЕНИЙ | 2014 |
|
RU2568804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ПРОФИЛЬНЫХ ТРУБ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ. | 2015 |
|
RU2596734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ | 2001 |
|
RU2208491C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| СИСТЕМА КАЛИБРОВ ТРУБОФОРМОВОЧНОГО СТАНА | 2008 |
|
RU2360755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВЫХ ПРЯМОУГОЛЬНЫХ ВЫСОКОТОЧНЫХ ПРОФИЛЕЙ | 1994 |
|
RU2062671C1 |
Способ изготовления квадратных или прямоугольньк труб путем непрерывного профилирования круглой трубы-заготовки в четырехвалковых прямоугольных калибрах, при котором в процессе профилирования заготовку деформируют, уменьшая периметр и последовательно увеличивая от калибра к калибру радиус выпуклости сторон ее профиля, отличающийся тем, что, с целью повышения качества труб путем предотвращения утяжин и обеспечения заданных радиусов закруг.ления углов,деформирование осуществляют путем редуцирования со степенью 3-6,5% в каждой клети и одновременно натяжения 2,5-5,0%, при этом радиусы выпуклости сторон последовательно увеличивают по линейному закону от расчетного радиуса исходной круглой трубы-заготовки до величины радиуса выпуклости соответствующей стороны профиля этой трубы-заготовки, в предпоследнем калибре, определяемой по формуле i R - I5D D 65г (Л А jTf где D - величина диаметра валков предпоследнего калибра; А - длина соответствующей CTOfJoны профиля трубы в предпоследнем калибре; Од 4 О1 г - величина радиусов закругления углов профиля трубы, равная величине радиусов закругления углов профиля ко00 нечной трубы. ел
| Шурупов А.К | |||
| и др | |||
| Прбизводство труб экономических профилей, М., Металлургиздат, 1963, с.63-70 | |||
| Шурупов А.К | |||
| и др | |||
| Производство труб экономичных профилей, М., Металлургиздат, 1963, с.188-195. |
