1
Изобретение относится к прокатному производству и может быть использовано при прокатке круглых профилей в системе калибров прямоугольник - круг из круглой заготовки на проволочном стане.
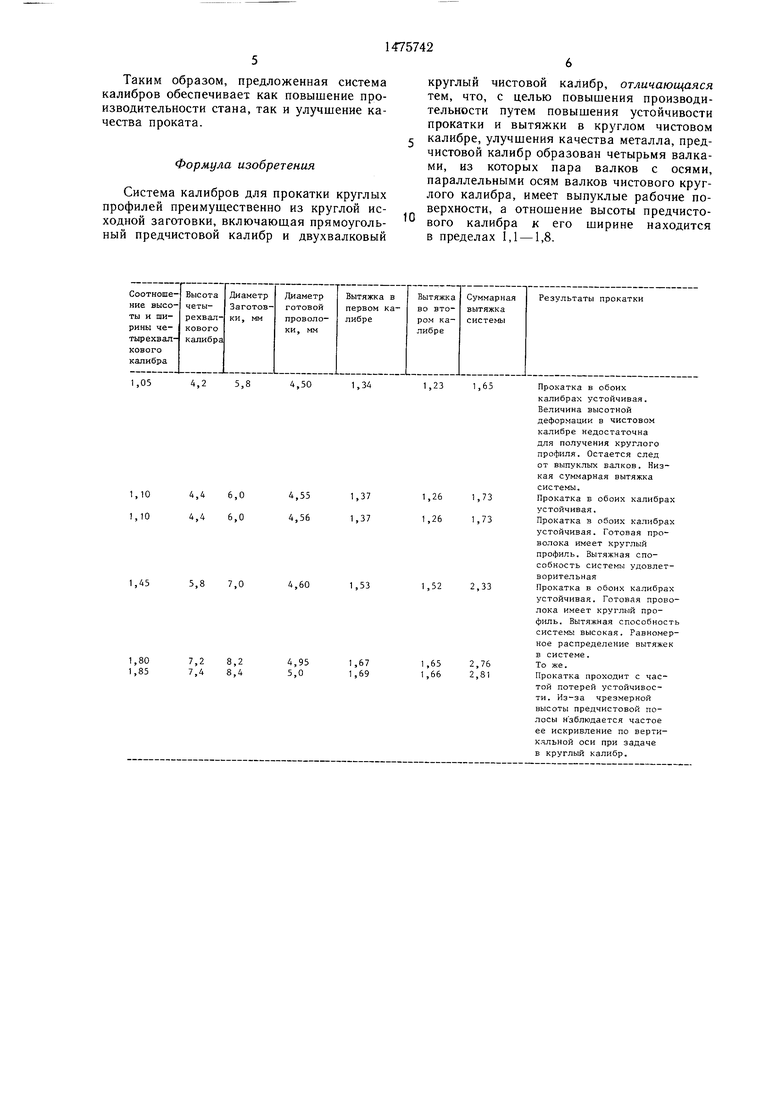
Цель изобретения - повышение производительности прокатки путем повышения устойчивости профиля и вытяжки в круглом чистовом калибре, улучшение качества проката.
На фиг. 1 представлен предчистовой че- тырехвалковый калибр; на фиг. 2 - чистовой двухвалковый калибр с профилями задаваемых в них раскатов.
Проволока или пруток 1 задается в калибр 2 (фиг. 1), образованный валками 3, имеющими цилиндрические рабочие поверхности, и валками 4, имеющими выпуклые рабочие поверхности, при отношении высоты калибра к его ширине в пределах 1,1 -1,8. Затем полоса 5 (фиг. 2) в форме невыполненного четырехгранника, прокатанная в калибре 2 (фиг. 1), прокатывается в круглом калибре 6 (фиг. 2), образованном валками 7.
Захват и прокатка круглой заготовки в первом калибре в начальный момент осуществляется только цилиндрическими валками, т. е. процесс аналогичен прокатке круглой заготовки на гладкой бочке и проходит с большим уширением. Затем в работу вступают валки с выпуклой рабочей поверхностью и деформирование осуществляется всеми четырьмя валками. Вытяж4 1
сл 1
Јъ
to
ная способность предчистового четырехвал- кового калибра велика, что позволяет вести в нем прокатку с некоторым незаполнением. В результате исключается опасность переполнения этого калибра при изменении технологических режимов и создаются благоприятные условия для дальнейшей прокатки в чистовом круглом двухвалковом калибре. Образующиеся на предчистовом профиле лыски имеют радиус, близкий к радиусу круглого калибра и поэтому площадь контакта металла и валков в круглом калибре достаточна для того, чтобы вести устойчивую прокатку в нем с большими обжатиями. Величина вытяжки в этом калибре определяется соотношением ширины и высоты предчистовой полосы. Чем больше это соотношение в пределах указанных значений, тем большу о вытяжку можно получить в круглом калибре, учитывая, однако, при этом и растущую величину уши- рения.
Практикой установлено, что оптимальный диаметр заготовки отвечает требованию
D Va2+62,
где D - диаметр заготовки; a, b - соответственно высота и ширина че- тырехвалкового калибра.
Оптимальный радиус кривизны выпуклой рабочей поверхности валков в четырехвал- ковом калибре ,75 в, где г - радиус кривизны выпуклой рабочей поверхности валка.
При прокатке круглой заготовки в прямоугольном четырехвалковом калибре очаг деформации за счет неравенства высоты и ширины калибра делится на двухвалковую и четырехвалковую зоны. Для уменьшения длины очага деформации двухвалковой зоны и увеличения четырехвалковой, в предложенной системе валки с меньшим диаметром выполнены с выпуклой поверхностью. Такая геометрия валков необходима еще с точки зрения повышения устойчивости при прокатке прямоугольной полосы в круглом двухвалковом калибре. Как известно, увеличение закругления углом прямоугольника, что может быть обеспечено уменьшением вытяжки при прокатке в прямоугольном калибре круглой заготовки, должно увеличивать устойчивость полосы при прокатке в круглом двухвалковом калибре. Повышение устойчивости обеспечивается в этом случае за счет увеличения площадки контакта, более надежного центрирования при захвате, чем при острых углах. Использование в предлагаемой системе выпуклых валков за счет сферической части валков позволяет увеличить «закругленность углов без уменьшения вытяжки в четырехвалковом калибре. Так как в указанном калибре прокатывается полоса круглого сечения, то уве- личение ширины необжимаемых участков в разъемах валков, имеющих форму, близкую к форме ручья круглого калибра, допол
0
5
0 5
0
5
5
0
нительно увеличивает устойчивость полосы в круглом калибре. При этом, обязательным условием для эффективной прокатки является взаимное расположение четырехвал- кового и двухвалкового калибра. Калибры должны располагаться так, что оси валков четырехвалкового калибра, имеющие выпуклую поверхность, параллельны осям валков круглого калибра. Этим обеспечивается задача полосы в круглый калибр так, что меньшая ось полосы параллельна осям валков круглого калибра и совпадает с линией его разъема.
Осуществление предчистового прохода в четырехвалковом калибре позволяет производить интенсивную проработку прямоугольного профиля по узким его граням вилками с выпуклыми рабочими поверхностями. Это повышает качество проката в сравнении с использованием в качестве предчистового плоского двухвалкового калибра, где по узким граням прямоугольного профиля возможно образование трещин вследствие действия напряжений растяжения.
Наилучший эффект повышения вытяжной способности и устойчивости обеспечивается при отношениях осей в интервале 1,1 -1,8. При меньших значениях сечение приближается к квадрату, который сложнее удерживать в проводках при прокатке в круглом двухвалковом калибре, снижается качество готового профиля, а также существенно уменьшается вытяжная способность система калибров. При больших значениях отношения осей также ухудшается вытяжная способность системы в целом. Это объясняется тем, что в предчистовом калибре за счет увеличения протяженности двухвалковой зоны интенсивно развивается уширение. Прокатка такой полосы в круглом калибре при малом запасе калибра на уширение ведет к переполнению калибра и образованию в разъемах усов. При большом запасе калибра на уширение, вследствие его развития, снижается вытяжная способность системы.
Оптимальность указанных пределов соотношения высоты и ширины четырехвалкового калибра проверялась экспериментально при прокатке проволоки диаметром 4,5- 5 мм из круглой заготовки.
В процессе прокатки неизменными оставались валки четырехвалкового калибра, имеющие криволинейную выпуклую рабочую поверхность. Радиус их кривизны составлял 3,0 мм, а ширина калибра - 4,0 мм. Изменение соотношения высоты к ширине калибра задавали сменой валков с гладкой рабочей поверхностью. Размеры круглого двухвалкового калибра выбирались с учетом уширения в нем металла. Анализ результатов прокатки сведен в таблице, данные которой показывают оптимальность рекомендуемых пределов соотношения высоты и ширины предчистового калибра.
Таким образом, предложенная система калибров обеспечивает как повышение производительности стана, так и улучшение качества проката.
Формула изобретения
Система калибров для прокатки круглых профилей преимущественно из круглой исходной заготовки, включающая прямоугольный предчистовой калибр и двухвалковый
круглый чистовой калибр, отличающаяся тем, что, с целью повышения производительности путем повышения устойчивости прокатки и вытяжки в круглом чистовом калибре, улучшения качества металла, пред- чистовой калибр образован четырьмя валками, из которых пара валков с осями, параллельными осям валков чистового круглого калибра, имеет выпуклые рабочие поверхности, а отношение высоты предчисто- вого калибра к его ширине находится в пределах 1,1 -1,8.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| Способ производства рельсов | 1991 |
|
SU1793974A3 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ прокатки рельсов | 1988 |
|
SU1614869A1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |

Изобретение относится к прокатному производству и может быть использовано при прокатке круглых профилей в системе калибров прямоугольник - круг из круглой заготовки на проволочном стане. Цель изобретения - повышение производительности прокатки путем повышения устойчивости профиля и вытяжки в круглом чистовом калибре, улучшение качества проката достигается тем, что прокатка производится в четырехвалковом ребровом калибре прямоугольного профиля с выпуклыми рабочими поверхностями горизонтальных валков, а затем в двухвалковом круглом калибре. Наличие у раската после предчистового калибра скругленных выпуклых угловых элементов улучшает условия захвата и повышает его устойчивость в чистовом калибре, что повышает его вытяжную способность и соответственно производительность стана. Вместе с тем прокатка профиля в четырехвалковом калибре с выпуклостями горизонтальных валков улучшает проработку металла по меньшим граням раската, исключает появление в них растягивающих напряжений и обусловленных этим трещин как это может быть при прокатке в двухвалковых калибрах с гладкими бочками, т.е. повышение качество проката. 2 ил., 1 табл.
1,05
4,2
4,50
4,4 6,0 4,4 6,0
4,55 4,56
1,45
5,8 7,0
4,60
7,2 7,4
8,2 8,4
4,95 5,0
34
37 37
53
67 69
1,23 1,65 Прокатка в обоих
калибрах устойчивая. Величина высотной деформации в чистовом калибре недостаточна для получения круглого профиля. Остается след от выпуклых валков. Низкая суммарная вытяжка системы.
1,26 1,73 Прокатка в обоих калибрах устойчивая.
1,26 1,73 Прокатка в обоих калибрах устойчивая. Готовая проволока имеет круглый профиль. Вытяжная способность системы удовлетворительная
1,52 2,33 Прокатка в обоих калибрах устойчивая. Готовая проволока имеет круглый профиль. Вытяжная способность системы высокая. Равномерное распределение вытяжек в системе.
1 ,65 2,76 То же.
1,66 2,81 Прокатка проходит с частой потерей устойчивости. Из-за чрезмерной высоты предчистовой полосы наблюдается частое ее искривление по вертикальной оси при задаче в круглый калибр.
Фиг.1
Фиг.2
| Поляков М | |||
| Г | |||
| и др | |||
| Деформация металла в многовалковых калибрах | |||
| М.: Металлургия, 1979, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| СПОСОБ ПРОКАТКИ ПОЛУПРОДУКТА КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 0 |
|
SU358035A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
