Изобретение относится к станкостроению .
Наиболее близким к предлагаемом является способ обработки торцовых поверхностей цилиндрических деталей вкдиочающий вращение детали от привода с увеличающейся частотой и радиальную подачу инструмента l .
Недостатком известного способа является его относительно невысока производительность, вызванная предельными возможностями увеличения частоты вращения привода детали.
Цель изобретения - повышение производительности способа.
Поставленная цель достигается тем, что согласно способу обработки торцовых поверхностей цилиндрических деталей, включающему вращение детали от привода с увеличивающейся частотой и радиальную подачу инструмента, при достижении приводом вращения детали предельной частоты инструменту сообщают врашение вокруг оси вращения детали в противоположном направлении, а радиалную подачу осуществляют, уменьшая радиус указанного вращения,
На чертеже представлена схема реализации предлагаемого способа на лобовом станке.
Способ осуществляется следующим образом.
Плавно регулируемый привод главного движения 1 приводит во вращение планшайбу 2 с деталью 3, при этом частота вращения зависит от управляющего сигнала регулятора режима резания 4. На поперечных салазках 5 устанавливается планшайба 6 с радиальным суппортом 7
(аналогичная горизонтально-расточному станку). При точении детали 3 от периферии к центру поперечные салазки 5 с планшайбой 6 и радиальным суппортом 7 перемещаются по на5 правляющим 8 со скоростью, определяемой приводом подачи 9. В момент когда поперечные салазки 5 дойдут до упора 10, ось планшайбы 6 совпадает с осью планшайбы 2, привод 0 подачи 9 отключается муфтой 11, подается команда на включение привода 12 планшайбы 6 и радиальное реремещение суппорта 7 со скоростью подачи от привода 13.
Частоты вращения планшайб 2 и б суммируются, обеспечивая заданный режим в соответствии с сигналом регулятора режима резания 4.
Фасонный профиль торцовой поверх-ности формируется независимой поперечной подачей от привода 14 по направляющим 15, управляемого по программе.
Исходным положением радиального суппорта 7 является его положение на горизонтальном диаметре, а расстояние от оси планшайбы б определяется расчетной скоростью резания обрабатываемого материала и диаметром точения, на котором при обработке от периферии к центру скоростные возможности планшайбы 2 исчерпаны, в силу указанных ограничег
НИИ.
Использование способа позволяет 5 вести обработку всего полотна диска на расчетном режиме, а следовательно, с максимальной производительностью при высокой стабильности качества поверхностного слоя по 0 всему полотну.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки с разупрочнением материала нагревом плазменной дугой и устройство для его осуществления | 1979 |
|
SU865535A1 |
| Устройство для механической обработки точением с нагревом срезаемого слоя | 1980 |
|
SU897402A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| Токарный станок | 1981 |
|
SU1026970A2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Токарный станок с программным управлением | 1981 |
|
SU1115853A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Станок для обработки торцовых поверхностей | 1977 |
|
SU738772A1 |
| Фрезотокарный станок | 1991 |
|
SU1774905A3 |
СПОСОБ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, включающий вращение детали от привода с увеличивающейся частотой и радиальную подачу инструмента, отличающийся тем, что, с целью повышения производительности, при достижении приводом вращения детали предельной частоты инструменту сообщают вращение вокруг оси вращения детали в противоположном направлении, а радиальную подачу осуществляют, уменьшая радиус указанного вращения. (Л 05 сл о 00 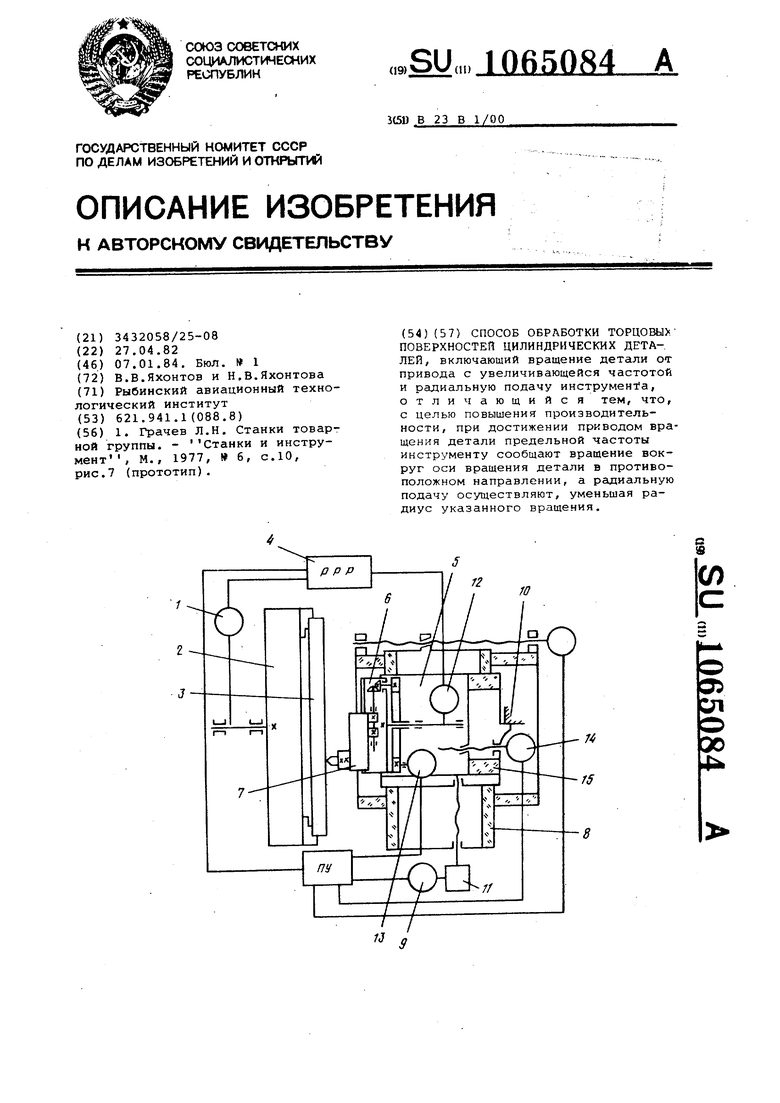
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грачев Л.Н | |||
| Станки товарной группы | |||
| - Станки и инструмент , М., 1977, 6, с.10, рис.7 (прототип). | |||
