1
Известен токарный станок, содержавдй установленные на станине продольные салазки с приводом, на которых смонтированы симметрично расположенные поперечные суппорты с индивидуальными приводами LIU.
Недостатком указанного станка является сложность конструкции, а также увеличенная трудоемкость программирования.
Целью настоящего изобретения является упрощение конструкции и технологического обслуживания станка
Это достигается тем, что в станке, содержащем продольные салазки, несущие несколько поперечных суппортов с инструментами и общий привод их перемещения, поперечные суппорты связаны с общим приводом посредством введенных в станок самоцентрирующего механизма и понижающей передачи.
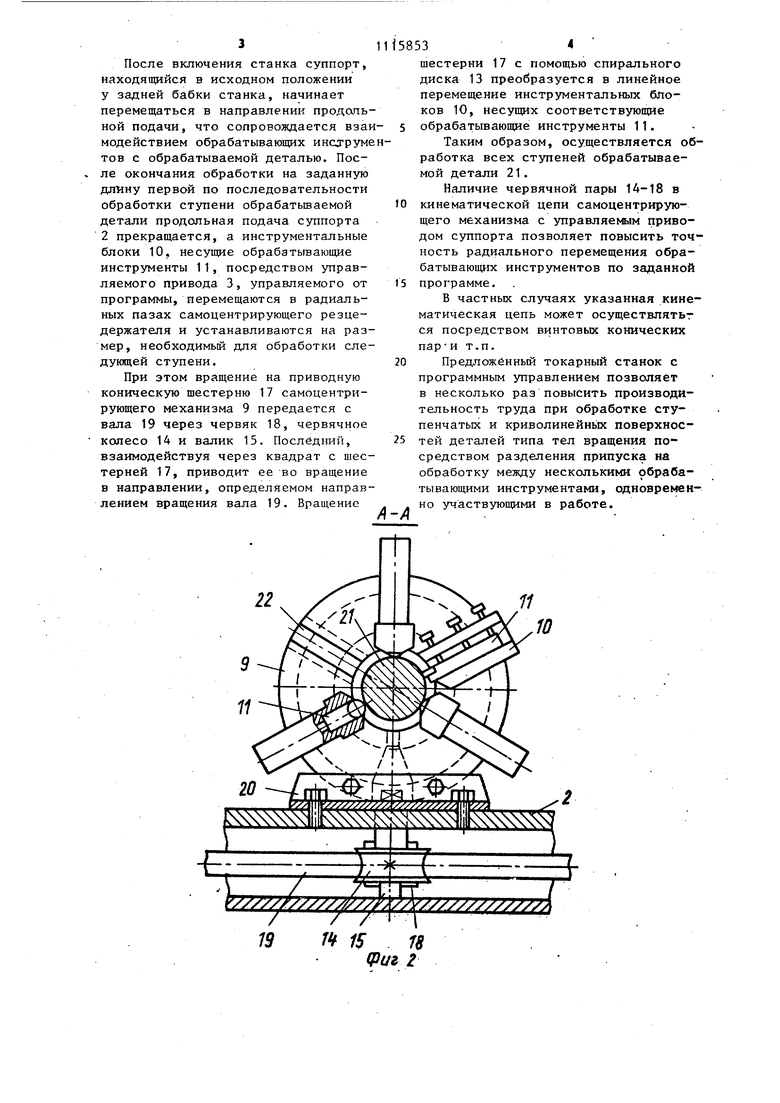
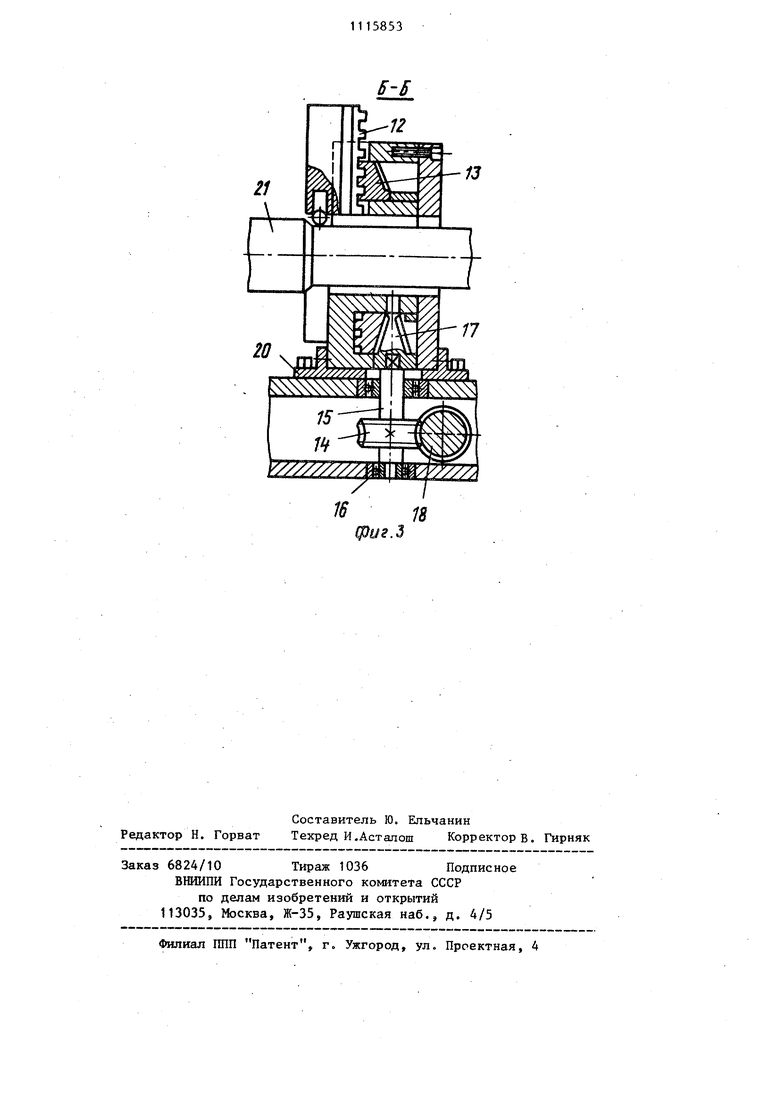
На фиг. 1 схематически изображен общий вид станка; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Токарньй станок с программным управлением содержит станину 1, по направляющим которой в продольном направлении перемещается суппорт
2,снабженньй управляемым приводом
3,коробку скоростей 4 со шпинделем 5, на котором закреплен патрон 6, заднюю бабку 7, в пинали которой закреплен вращающийся центр 8.
На суппорте станка закреплен самоцентрирующий механизм 9, установленный строго соосно оси шпинделя, в радиальных пазах механизма установлены блоки 10 с инструментом 11., сопряженные посредством реечного зацепления 12 со спиральным диском 13, кинематически связа,нным с управляющим общим приводом 3. Указанная кинематическая связь осуществляется через червячную пару, включающую червячное колесо 14, закрепленное на валу 15, установленном в суппорте посредством опор 16 и несущем приводную коническую щестерню 17, взаимодействующую с коническим зацеплением, выполненным на спиральном диске, и червяк 18, установленныйна валу 19 управляемого привода.
Самоцентрирующий механизм 9 закреплен на суппорте станка с помощью основания 20 таким образом, что его приводная коническая шестерня 17
58531
соосна оси валика 15, установленного в суппорте. При зтом верхний конец валика 15, имеющий квадратное поперечное сечение, входит в соот5 ветствующее квадратное отверстие приводной конической шестерни 17.
В качестве обрабатывающих инструментов могут быть использованы резцы или обкатники, или те и другие
0 совместно. Инструментальные блоки расположены в радиальных пазах корпуса таким образом, чтобы усилия, возникающие при обработке детали , 21, взимно компенсировались. С целью
5 использования одновременно наибольшего количества обрабатывающих инструментов, в корпусе резцедержателя выполнены дополнительные радиальные пазы 22, в которые установлены взаи0 модействующие со спиральным диском блоки с обрабатывающими инструментами под углом 120°/п, где п - число сочетаний обрабатывающих инструментов по три. Число обрабатываю5 щих инструментов, одновременно участвующих в работе, не должно быть меньше двух, наибольшее количество обрабатывающих инструментов ограничено размерами резцедержателя.
Станок работает следующим образом.
На данном станке можно осуществить 3 различных варианта обработки сту, пенчатой детали 21:
-точение п резцами, например 3,
-обкатка п обкатниками, например
3;
-совмещенная обработка точением п
резцами и обкатыванием п обкатниками.
Обрабатываемую ступенчатую, деталь 21 устанавливают по оси станка посредством патрона 6 и заднего цент2 ра 8. Затем настраивают на заданный размер обрабатывающие инструменты 11. I
Для ускорения настройки можно использовать эталонную втулку, устандвливаемую на заднем базовом
0 центре, имеющую наружньй диаметр, равньй диаметру первой по последовательности обработки ступени обрабатываемой детали. При этом настройка на размер резцов определйется
5 заданной глубиной резания, а настройка обкатников - заданной глубиной деформирования поверхностного слоя обрабатываемой детали. 3 После включения станка суппорт, находящийся в исходном положении у задней бабки станка, начинает перемещаться в направлении продапьной подачи, что сопровождается взаи модействием обрабатывающих инструме тов с обрабатываемой деталью. После окончания обработки на заданную длину первой по последовательности обработки ступени обрабатьтаемой детали продольная подача суппорта 2 прекращается, а инструментальные блоки 10, несущие обрабатывающие инструменты 11, посредством управляемого привода 3, управляемого от программы, перемещаются в радиальных пазах самоцентрирующего резцедержателя и устанавливаются на размер, необходимый для обработки следующей ступени. При этом вращение на приводную коническую шестерню 17 самоцентрирующего механизма 9 передается с вала 19 через червяк 18, червячное колесо 14 и валик 15. Последний, взаимодействуя через квадрат с шестерней 17, приводит ее во вращение в направлении, определяемом направлением вращения вала 19. Вращение I . ( /У /77 /777////// // / П Г« 15 3 шестерни 17 с помощью спирального диска 13 преобразуется в линейное перемещение инструментальных блоков 10, несущих соответствующие обрабатывающие инструменты 11. Таким образом, осуществляется обработка всех ступеней обрабатываемой детали 21. Наличие червячной пары 1А-18 в кинематической цепи самоцентрирующего механизма с управляемым приводом суппорта позволяет повысить томность радиального перемещения обрабатывающих инструментов по заданной программе. В частных случаях указанная кинематическая цепь может осуществлятьг ся посредством винтовых конических пар-и т.п. Предложённьй токарный станок с программным управлением позволяет в несколько раз повысить производительность труда при обработке ступенчатых и криволинейных поверхностей деталей типа тел вращения посредством разделения припуска на обработку между несколькими обрабатывающими инструментами, одновременно участвующими в работе. ,(tl 77/7// 777УУ У7 %
21
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Токарный станок с программным управлением | 1983 |
|
SU1194583A2 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Токарный станок с программным управлением | 1984 |
|
SU1201059A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНО-АБРАЗИВНОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2201314C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
ТОКАРНЫЙ СТАНОК С ПРОГРАММНЫМ УПРАВЛЕНИЕМ-, содержащий продольные салазки, несущие несколько поперечных суппортов с инструментами и общий привод их перемещения, отличающийся тем, что, с целью упрощения конструкции, поперечные суппорты связаны с приводом посредством введенных в станок самоцентрирукнцего механизма и понижающей передачи.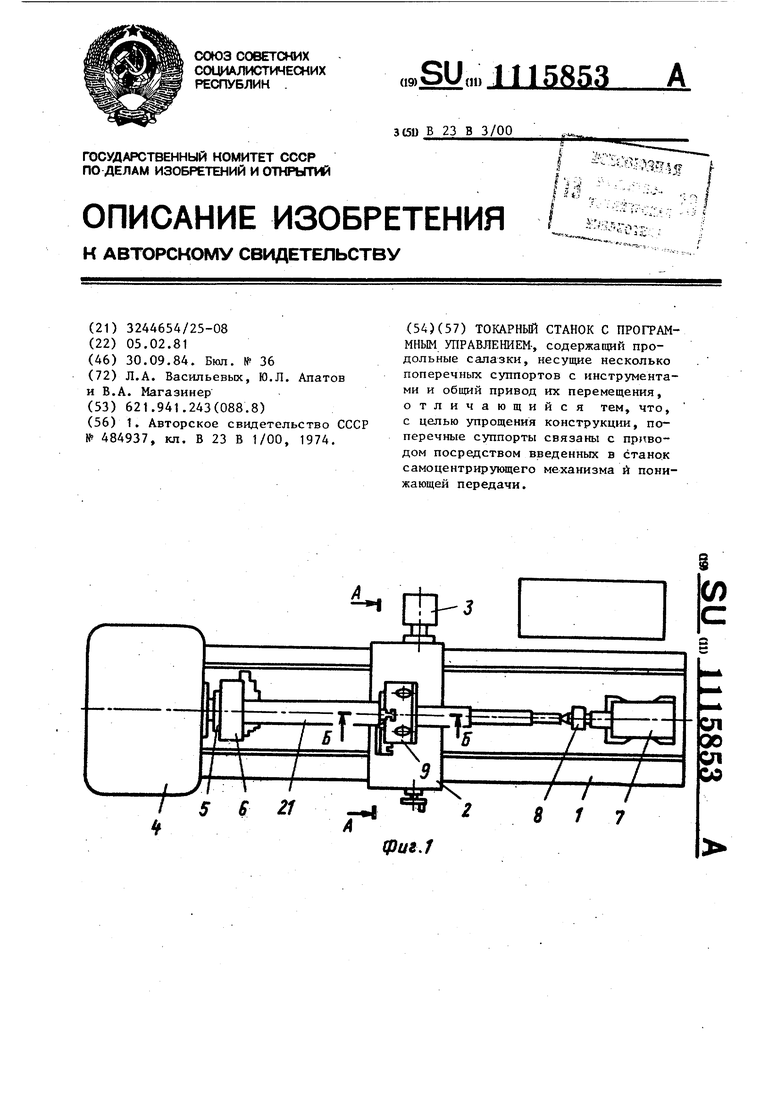
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ механической обработки нежестких деталей | 1974 |
|
SU484937A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
