1
Изобретение относится к обработке точением труднообрабатываемых материалов с нагревом срезаемого слоя и может быть использовано на токарных и карусельных станках, имеющих блок автоматического поддержания постоянной скорости резания.
Известно устройство для обработки To jeHHeM с предварительным локальным нагревом срезаемого материала, содержащее суппорт с резцом и приводами радиальной и продольной подач и блок для локального нагрева, чаще всего укрепленный на суппорте
in.
Такое устройство не позволяет обеспечить радиальное движение блока для нагрева поверхности резания, например, плазматрона, требуемое при точении торцов на токарных и карусельных станках.
Известно также устройство, содержащее кинематически связанный с суппортом механизм перемещения блока для локального нагрева по радиусу заготовки синхронно с резцом 2.
Однако в известном устройстве в процессе обработки заготовки по торцу при изменении радиуса обработки изменяется расстояние между пятном нагрева и режущей кромкой резца по поверхности резания. Это приводит к .изменению энергии, подводимой к единице длины поверхности ре:зания,
10 либо, при поддержании постоянной скорости резания, - к изменению времени между моментом нагрева и срезания материала, что приводит к невозможности поддержания оптимальных
15 режимов нагрева в процессе обработки.
Цель изобретения - поддержание оптимальных режимов нагрева срезаемого слоя при обработке точением
20 торцов деталей с постоянной скоростью резания.
Указаяная цель достигается тем, что устройство, содержащее планшайбу с регулятором частоты вращения, датчик частоты вращения, суппорт с закрепленным на нем резцом снабженный приводами радиальной и продольной подачи, блок для нагрева срезаемого слоя и механизм его радиального перемещения, закрепленные на неподвижном органе станка, снабжено круговой направляющей, установленной на неподвижном органе станка концентрично оси вращения заготовки, приводом перемещения блока для нагрева по указанной направляющей, дифференциальным усилителем и датчиком углового положения ьлока для нагрева, при этом один вход дифференциального усилителя соединен с датчиком частоты вращения, другой вход с датчиком углового положения, а выход его связан с приводом перемещения блока по круговой направляющей.
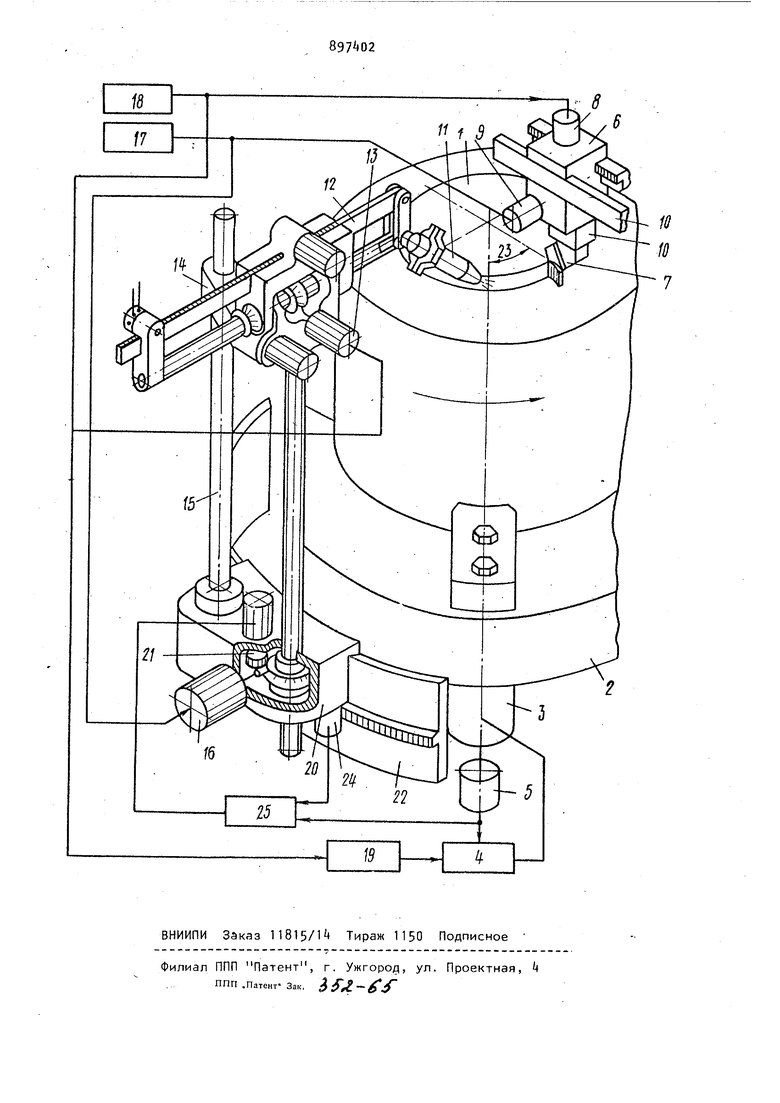
На чертеже схематически изображено предлагаемое устройство.
Заготовка 1 установлена на планшайбе 2, приводимой во вращение приводом 3, снабженным регулятором и датчиком 5 скорости вращения. Суппорт 6 с резцом 7 и приводами 8 радиальной и 9 продольной (вертикальной) подач перемещается по направляющим 10. Блок для локального нагрева с плазматроном 11 укреплен на рейке 12 и перемещается в радиальном направлении приводом 13, смонтированным вместе с рейкой 12 на т.ележке , перемещаемой в продольном направлении по направляющей 15 при- водом 16 продольного перемещения.
Синхронность привода 16 продольного перемещения плазматрона 11 и привода 9 продольной подачи, а также привода 13 радиального перемещения и привода 8 радиальной подачи обеспечивается, например, шаговыми электродвигателями приводов с общими блоками управления 17 продольной и 19 радиальной подач резца 7 и перемещениями плазматрона 11.
Блок 18 управления радиальной подачи связан также с блоком 19 автоматического поддержания постоянной скорости резания, управляющим через регулятор k скоростью вращения привода 3, изменяя ее обратно пропорционально изменению радиуса обработки Направляющая 15, гТо которой перемещается тележка 1 с приводами 13 и 1б перемещения плазматрона 11, установлена на горизонтальной тележке
20 и перемещается приводом 21 по круговой направляющей 22. Такое перемещение изменяет только угол 23 между резцом 7 и плазматроном 11 относительно оси вращения заготовки 1 и не вызывает радиального и продольного перемещения плазматрона 11.
На тележке 20 установлен также датчик 2 угла 23, выход которого
соединен со входом дифференциального усилителя 25-. Второй вход дифференциального усилителя 25 подключен к датчику 5 скорости вращения, а выход связан с приводом 21 горизонтальной
5 тележки 20.
Устройство работает следующим образом.
В процессе обработки детали 1 резец 7 и плазматрон 11 синхронно
Q перемещаются к центру заготовки. Уменьшение радиуса обработки приводит к тому, что угловая скорость вращения заготовки 1 увеличивается при помощи регулятора привода,
5 управляемого от блока 19 автоматического поддержания постоянной скорости резания. Увеличивается сигнал с датчика 5 скорости вращения заготовки. В результате на выходе диф.ференциального усилителя 25 появляется сигнал, управляющий приводом 21, причем привод перемещает тележку 20 в направлении увеличения угла 23 до тех пор, пока вырабатываемый датчиком 2k угла 23 сигнал не сравняется с сигналом скорости вращения, выработанным датчиком S- При этом угол и скорость враидения увеличиваются пропорционально, вследствие чего расстояние по длине.поверхности резания между пятном нагрева и режущей кромкой резца не меняется.
Таким образом, устройство позволяет поддерживать заданный режим нагрева и резания и повысить тем
самым производительность станка.
Формула изобретения
Устройство для механической обработки точением с нагревом срезаемого слоя, содержащее планшайбу с регулятаром частоты вращения, датчик частоты вращения, суппорт с закрепленным на нем резцом, снабженный приводами радиальной и продольной подачи, блок для нагрева срезаемого слоя и механизм его радиального перемещения, закрепленные на неподвижном органе станка, отличающееся тем, что, с целью повышения производительности за счет поддержания оптимальных режимов нагрева срезаемого слоя, оно снабжено круговой направляющей, установленной на неподвижном органе станка концентрично оси вращения заготовки, приводом перемещения блока для нагрева по указанной направляющей, дифференциальным усилителем и датчиком углового положения блока для
нагрева, при этом один вход дифференциального усилителя соединен с датчиком частоты вращения, другой вход - с датчиком углового положе) ния, а выход его связан с приводом перемещения блока по круговой направляющей.
Источники информации, принятые во внимание при экспертизе tt Патент США № 3862391,
кл. В 23 р 25/00, опублик. 1975.
2. Авторское свидетельство СССР (Р 703242, кл. В 3 В 1/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки с разупрочнением материала нагревом плазменной дугой и устройство для его осуществления | 1979 |
|
SU865535A1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1981 |
|
SU1025470A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| Устройство для определения динамических характеристик металлорежущих станков | 1985 |
|
SU1282968A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Устройство для обработки деталей | 1982 |
|
SU1110604A1 |
| Система управления многоинструментальной обработкой | 1976 |
|
SU588065A1 |