Изобретение относится к станкостроению, в частности к струйно-абразивной обработке, в особенности мелких деталей сложной формы, в частности, колец, рукояток, ручек, кнопок и так далее. Известно устрбйство для струйно-абразивной обработки, содержащее барабан с приводом вращения от электродвигателя, бак для приготовления суспензии и струйно-абразивный эжекторный пистолет для подачи суспензии в барабан на поверхность обрабатываемых деталей 1. Сжатый воздух, подаваемый к пистолету, захватывает абразивно-жидкостную суспензию и разгоняет ее до определенной скорости. От скорости выброса абразивных частиц из пистолета зависит интенсивность обработки поверхностей деталей. В случае падения давления сжатого воздуха уменьшается скорость истечения струи абразивно-жидкостной суспензии, что уменьшает интенсивность обработки деталей, как следствие, ухудшается качество обработки. Недостатком известного устройства является также отсутствие устойчивой взаимосвязи между скоростью вращения барабана и давлением сжатого воздуха на входе в струйно-абразивный пистолет, что приводит к снижению качества обрабатывае.мой детали. Цель изобретения - повышение качества обработки. Указанная цель достигается тем, что в известное устройство, содержащее барабан, предназначенный для размещения обрабатываемых деталей, электродвигатель привода вращения барабана и эжекторный пистолет, подключенный к сети сжатого воздуха, и предназначенный для подачи абразивной суспензии, введены реостат, установленный в цепи питания электродвигателя привода вращения барабана, реле энергии, подключенное к цепи питания параллельно электродвигателю и имеющее размыкающий контакт, установленный в этой цепи, датчик давления сжатого воздуха в сети, имеющий вь ходной подвижный элемент, который кинематически связан с движкОдМ реостата. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - зависимость параметра шероховатости R от времени обработки t на фиг. 3 - зависимость R от давления сжатого воздуха Р. Основное влияние на качество обрабатываемой поверхности оказывает давление сжатого воздуха на входе в струйно-абразив ный пистолет и продолжительность обработки. Эти зависимости описываются ампермическими уравнениями Rat 2, -1- 1,53; Rpa 2,1-0, , где шероховатость поверхности, мкм; Р - давление сжатого воздуха на входе в струйно-абразивный пистолет, кгс/см ; t -время обработки, с. Из уравнений 1) и (2), а также фиг. 2 и 3 видно, что при падении давления сжатого воздуха на входе в струйно-абразивный пистолет шероховатость поверхности обрабатываемых деталей по параметру R становится хуже и для получения требуемой шероховатости необходимо увеличить время обработки. При повышении давления воздуха шероховатость поверхности уменьшается и время обработки, необходимое для достижения заданного параметра шероховатости сокращается. Таким образом, для стабилизации процесса обработки необходимо обеспечить устойчивую взаимосвязь между давлением сжатого воздуха и времени обработки деталей. Устройство (фиг. ) состоит из вращающегося барабана 1 с приводом от двигателя постоянного тока 2, струйно-абразивного пистолета 3, линии подачи сжатог( воздуха 4, насоса для подачи суспензии Е с задвижками 6 и 7 для регулировки потока суспензии и барботажа; приготовительного бака 8 со смесью дросселя 9 для регулировки давления воздуха на входе в пневмоцилиндр, пневмоцилиндра одностороннего действия 10 с пружиной 11, .механически связанного с реостато.м 12, реле энергии, действующего по принципу н- копления электрического потенциала. Pe.ie энергии состоят из варистора 13, сопротивлений 14 и 15, неоновой лампы 16, которая зажигается от конденсатора 17, промежуточного реле 18, отключающего установку в конце цикла обработки с помощью контакта 19. Устройство работает следующим образом. Обрабатываемые детали загружают в барабан включают электродвигатель привода, насос 5, и подают сжатый воздух по линии 4 к пистолету 3. Отработавшая суспензия из барабана 1 переливается в приготовительный бак 8 через сигообразные стенки. Поддержание абразива в суспензии во взвешенном состоянии в баке 8 осуществляется за счет барботажа, который регулируется задвижками 6 и 7. Настройка системы производится дросселем 9. При падении давления сжатого воздуха на входе в струйно-абразивный пистолет 3 шток пневмоцилиндра 10 смещается вправо за счет действия пружины 11, движок реостата 12 также смещается вправо, уменьшая напряжение, а следовательно и скорость вращения двигателя 2. При увеличении давления происходит обратное действие, т. е. шток пневмоцилиндра 10 смепхается влево, движок реостата 12 также смещается влево и увеличивает напряжение, а следовательно скорость вращения электродвигателя 2, а значит и барабана 1 возрастает. Напряжение, поступающее на контакты электродвигателя 2, одновременно поступает и на конденсатор 17 через варистор 13, и сопротивления 14 и 15. При этом конденсатор 17 заряжается до потенциала зажигания неоновой лампы 16. Лампа 16 зажигается, и конденсатор 17 разряжается через катушку реле 18 и лампу 1.6. Реле 18 срабатывая разрывает электроцепь при помоши контакта 19 и таким образом определяет продолжительность цикла обработки деталей. Момент зажигания неоновой лампы 16 определяется настройкой сопротивления (потенциометра) 15. Этим самым задается продолжительность времени обработки деталей, которое автоматически уменьшается при повышении давления сжатого воздуха или, наоборот, увеличивается при его снижении. Таки.м образом достигается стабилизация процесса для получения необходимой шероховатости на обрабатываемых деталях. Положительный эффект от использования изобретения заключается в стабилизации процесса обработки и повышении производительности труда за счет сокращения времени на подналадку и переналадку струйно-абразивного устройства при изменении давления воздуха в заводской пневмосети.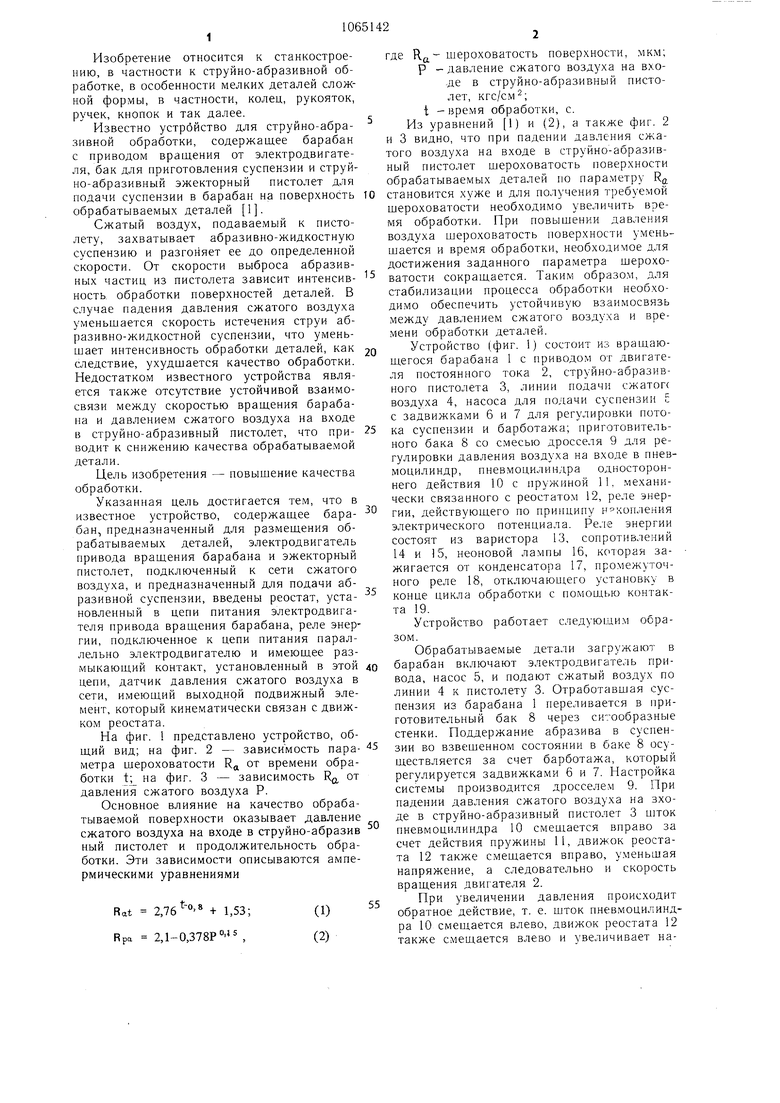

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроабразивной обработки | 1983 |
|
SU1151441A1 |
| Устройство для абразивной обработки деталей | 1984 |
|
SU1283054A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С ПОЛИМЕРНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2012500C1 |
| Установка для центробежной обработки изделий | 1984 |
|
SU1217635A2 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| СПОСОБ ОБРАБОТКИ КОЖ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102488C1 |
| УСТАНОВКА ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2007 |
|
RU2344920C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2407623C2 |
УСТРОЙСТВО ДЛЯ СТРУЙНОАБРАЗИВНОЙ ОБРАБОТКИ, содержащее барабан, предназначенный для размещения обрабатываемы.х деталей, электродвигатель привода вращения барабана и эжекторный пистолет, подключенный к сети сжатого воздуха и предназначенный для подачи абразивной суспензии на поверхность деталей, отличающееся тем, что, с целью повышения качества обработки, в него введены реостат, установленный в цепи питания электродвигателя привода вращения барабана и предназначенный для регулирования скорости его вращения, реле энергии, подключенное к цепи питания параллельно электродвигателю и имеющее размыкающий контакт, установленный в этой цепи, датчик давления сжатого воздуха в сети, имеющий выходной подвижный элемент, который кинематически свяQ зан с движком реостата. 9 (Л 05 ел 4 Ю
Р.мЛа
фиг. J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Билик Ш | |||
| М | |||
| Абразивно-жидкостная обработка металлов, М., Машгиз, 1960, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
