Изобретение относится к машиностроению, а более конкретно к струйной галтовке деталей. Оно может быть использовано для удаления облоя и выпрессовок у литых и формованных полимерных деталей, например пуговиц и прочей фурнитуры, и многих других деталей и изделий.
Наиболее близким по своей технической сущности к предлагаемому техническому решению является устройство для удаления облоя с полимерных деталей. Устройство содержит установленный с возможностью вращения относительно продольной оси наклонный к горизонтали и связанный с приводным валом барабан с отверстиями в стенках для размещения в нем деталей и обрабатывающих средств, узел подачи струй хладагента в барабан и привод (1).
Недостатком данного устройства является его малая производительность, вследствие того, что детали обрабатываются не интенсивно из-за малости силовых воздействий.
Целью изобретения является повышение производительности обработки деталей из полимерных материалов путем увеличения массы материала, удаляемой в единицу времени с обрабатываемой поверхности.
Для этого в устройстве, содержащем установленный с возможностью вращения относительно продольной оси наклоненный к горизонтали и связанный с приводным валом барабан с отверстиями в стенках для размещения в нем деталей и обрабатывающих средств, узел подачи струй хладагента в барабан и привод согласно изобретению барабан установлен с возможностью качания относительно оси, перпендикулярной оси вращения барабана, и снабжен средством для его осуществления, выполненным в виде вилки, закрепленной на приводном валу, с двумя направляющими, а барабан установлен на последних шарнирно, узел подачи струй хладагента выполнен в виде установленного по оси вращения барабана эжекторного струйного пистолета с клапанами отсечки и трубопроводами для подачи в пистолет соответственно сжатого воздуха с абразивом и хладагента, при этом клапан отсечки установлен на трубопроводе подачи сжатого воздуха, а барабан днищем подпружинен относительно вилки.
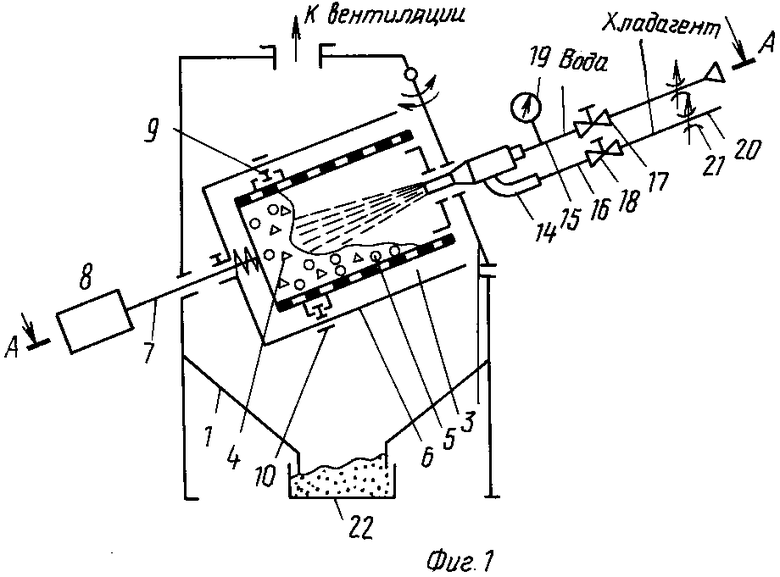
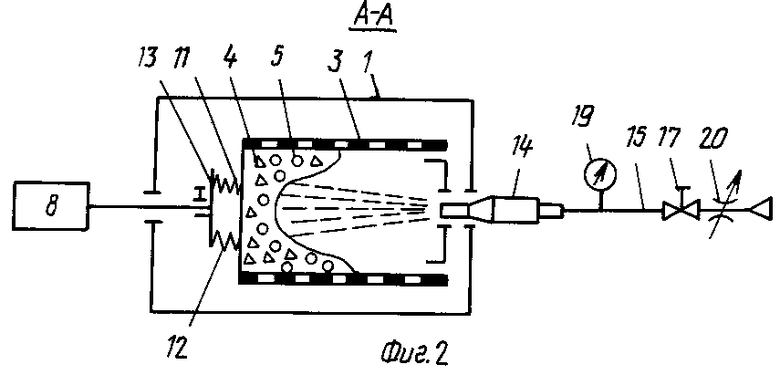
На фиг. 1 изображен общий вид устройства; на фиг. 2 - сечение А-А на фиг. 1.
Установка содержит герметичную рабочую камеру 1, предназначенную для размещения в ней через дверцу 2 перфорированного (или сетчатого) сменного барабана 3 с обрабатываемыми деталями 4 и обрабатывающими средствами - наполнителем 5, а также направляющую вилку 6, служащую для фиксации барабана 3, жестко соединенную с валом 7, наклоненным под углом к горизонту и предназначенным для передачи крутящего момента барабану 3 и перемешивания находящихся в нем деталей. Помимо этого рабочая камера предназначена для защиты оператора от загрязненной воздушно-абразивной смеси, т. е. для обеспечения надлежащих санитарно-гигиенических условий труда, для чего верхней своей частью она соединена с вытяжной вентиляцией, предназначенной для удаления из камеры легких продуктов износа, а нижней конической частью соединена с бункером 8, предназначенным для сбора тяжелых продуктов износа.
При этом конец вала 7, выходящий из камеры, соединен с приводом 8, служащим для передачи движения через вал 7 и вилку 6 барабану 3. Барабан 3 шарнирами 9 и 10 связан с вилкой 6 с возможностью перемещения вдоль стержней - направляющих вилки и качательного движения вокруг оси, перпендикулярной продольной оси барабана, причем днище барабана подпружинено двумя пружинами 11 и 12 сжатия, установленными на кронштейне 13, жестко связанном с вилкой 6.
В отверстии дверцы 2 соосно с барабаном 3 закреплен с возможностью качания совместно с барабаном струйный эжекторный пистолет 14, предназначенный, во-первых, для формования высокоскоростного воздушного потока (струи), направленного на детали 4 и наполнитель 5 и сообщающего им высокую относительную скорость перемещения в барабане 3, во-вторых, для эжекции жидкого хладагента, перемещаемого воздушным потоком и служащего для охлаждения до хрупкого состояния поверхности деталей в момент их соударений (обработки). Расход воздуха и хладагента, поступающих соответственно по трубопроводам 15 и 16, регулируется для воздуха вентилем 17, а для хладагента - вентилем 18. Давление воздуха регистрируется манометром 19. Поступление воздуха и хладагента в трубопроводы 15 и 16 осуществляется клапанами отсечки 20 и 21. Для сбора тяжелых продуктов износа камера 1 снабжена съемным бункером 22.
Установка работает следующим образом.
Предварительно в камере 1 на стержнях вилки 6 устанавливают барабан 3 с загруженными в него деталями, подлежащими обработке, и обрабатывающей средой (металлическими шариками, керамическими пирамидками, конусами и т. д. ). После этого включают вентиляционную систему, обеспечивающую эвакуацию из камеры в три раза большего объема воздуха, чем подается через струйный пистолет 14. Затем устанавливают вентиль 17 на заданное давление сжатого воздуха, регистрируемого манометром 19, и вентиль 18 для подачи определенного количества хладагента, обеспечивающего перевод в хрупкое состояние поверхностного слоя отрабатываемых деталей (обеспечивающего достижение температуры хрупкости). Включают привод 8. Сжатый воздух, поступая по трубопроводу 15 после включения клапана отсечки 20 в смесительную камеру пистолета, создает разрежение в трубопроводе 16 и вызывает движение хладагента, поступающего, например, из сосуда Дьюара при включении клапана 21. После этого образующаяся смесь воздух - хладагент проходит "живое" сечение сопла пистолета, ускоряется и выбрасывается с большой скоростью на поверхность деталей, перемещающихся во вращающемся барабане 3. Подхваченные мощным потоком охлажденного воздуха детали интенсивно и хаотически перемещаются в обрабатывающей среде, при этом их поверхность охлаждается до хрупкого состояния. Перемещаемая также с высокой скоростью в том числе за счет комбинации различных видов движения барабана - вращательного вокруг продольной оси и качательного относительно шарниров 9 и 10, вследствие реакции барабана на силовое воздействие струи обрабатывающая среда осуществляет работу разрушения (удаление облоя и выпрессовок). Причем разрушение поверхности деталей происходит значительно эффективнее, чем без активизации деталей потоком сжатого и охлаждаемого воздуха. Происходит это по следующим причинам.
Во-первых, поскольку на обработку поступают охлажденные полимерные детали с более высоким модулем упругости, чем до охлаждения, то износ их при галтовке значительно возрастает, происходит увеличение массы полимера, удаляемого в единицу времени с поверхности детали.
Во-вторых, высокая скорость относительного перемещения деталей и обрабатывающей среды, обеспечивает большую разность между силами инерции и вызывает высокую скорость соударения деталей с обрабатывающей средой. Причем количество в единицу времени ударов, испытываемых деталью, подверженной силовому воздействию за счет интенсивного комбинированного перемещения, оказывается значительно большим, чем деталью, перемещаемой только за счет вращения барабана. В результате вероятность разрушения детали оказывается выше, чем при традиционном способе обработки, т. е. повышается эффективность галтовки.
Таким образом, эффективность обработки возрастает за счет увеличения модуля упругости материала детали и повышения скорости деформации.
После галтовки барабан 3 извлекается из камеры, а отработанные детали отделяются от обрабатывающей среды. Из бункера 22 удаляются тяжелые продукты износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| Способ удаления облоя с деталей из полимерных материалов | 1989 |
|
SU1657395A1 |
| СПОСОБ ОБРАБОТКИ КОЖ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102488C1 |
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
| Способ получения ворсовых кож | 1987 |
|
SU1531973A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1990 |
|
RU2014989C1 |
| Устройство для обработки абразивной струей поверхностей | 1982 |
|
SU1092036A2 |
| Устройство для гидроабразивной обработки | 1983 |
|
SU1151441A1 |
| Способ обработки низа обуви | 1985 |
|
SU1340728A1 |
Использование: удаление облоя и выпрессовок с литых и формованных полимерных деталей методом струйной галтовки. Сущность изобретения: барабан установлен с возможностью качания относительно оси, перпендикулярной оси вращения барабана, и снабжен средством для его осуществления, выполненным в виде закрепленной на приводном валу вилки с двумя направляющими, барабан установлен на последних шарнирно. Узел подачи струй хладагента выполнен в виде установленного по оси вращения барабана эжекторного струйно-абразивного пистолета с клапанами отсечки и трубопроводами для подачи в пистолет соответственно сжатого воздуха с абразивом, что значительно повышает интенсивность снятия облоя. 2 ил.
УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С ПОЛИМЕРНЫХ ДЕТАЛЕЙ, содержащее установленный с возможностью вращения относительно продольной оси, наклоненный к горизонтали и связанный с приводным валом барабан с отверстиями в стенках для размещения в нем деталей и обрабатывающих средств, узел подачи струй хладагента в барабан и привод, отличающееся тем, что барабан установлен с возможностью качания относительно оси, перпендикулярной оси вращения барабана, и снабжен средством для осуществления качания, выполненным в виде закрепленной на приводном валу вилки с двумя направляющими, а барабан установлен на последних шарнирно, узел подачи струй хладагента выполнен в виде установленного на оси вращения барабана эжекторного струйного пистолета с клапаном отсечки и трубопроводами для подачи в пистолет соответственно сжатого воздуха с абразивом и хладагента, при этом клапан отсечки установлен на трубопроводе подачи сжатого воздуха, а барабан днищем подпружинен относительно вилки.
