Изобретение относится к гидроабраз вной обработке деталей.
Цель изобретения - повьпиение ка ества обработки путем регулирования концентрации абразива и суспензии.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг.2вид А на фиг. 1.
Устройство содержит рабочую камеру 1, в которой установлена мешалка 2. С помощью струйно-абразивного пистолета 3 на обрабатьгааеь ую деталь 4 подается струя гидроабразивной суспензии. Мешалка 2 получает вращения от электродвигателя 5, на валу которого крепится водило 6 симметричного конического дифферен-циала 7.Конические колеса 8 и 9 этого дифференциала получают враще«ие от водила 6. Причем коническое колесо 8 соединено с мешалкой 2 посредством муфты 10, а также со шкивом-гайкой 11, установленным на ходовом винте 12 дифференциального винтоврго механизма 13 при помощи ременной передачи 14,Коническое колесо 9 соединено со шкивом-втулкой 15, установленным на шпонке 16 ходового винта 12 дге|)фереициального винтового механизма 13 при помощи перёкрещивеющейся ременной передачи 17.
Коническое колесо 9 такжесоединено с тормозйым элементом 18. Величина тормозного момента на этом элементе определяет количество абразива, которое необходимо подать в нинюю часть рабочей камеры 1. Тормозным элементом 18 может быть любое устройство по отбору мощности. Ходовой винт 12, получакнций поступательное движение за счет разности скоростей вращения шкива-гайки 11 и шкива-втулки 15, своим концом соединен с заслонкой 19 при помощи муфты 20. Заслонка 19, перемещаясь совместно с ходовым винтом 12, регулирует подачу
абразива из бункера 21 в приготовительный бак рабочей камеры t. Заслонка 19 соединена с краном 22 спринкленой системы 23, которая через сопла 24 подает жидкость на стенки камеры 1, очищая их от осевшего абразива
Подача гидроабразивной суспензии из рабочей камеры 1 к струйно-абразивному пистолету 3 осуществляется с помощью насоса 25 по трубе 26. Излишек суспензии из приготовительного бака камеры 1 по трубе 27 сливается
в приемный бачок 28, а в заслонке 19 выполнено отверстие 2,9 для прохода абразива.
Устройство работает следующим образом.
При подаче детали 4 в камеру 1 включается насос 25 и суспензия из нижней части рабочей камеры 1 по трубе 26 подается к струйно-абразивному пистолету 3, где разгоняется сжатым воздухом и направляется на поверхность детали 4.
Включается электродвигатель 5, который начинает вращать .водило 6, передающее движение коническим колесам 8 и 9 симметричного дифференциала 7. При этом ввиду того, что на коническом колесе 9 имеется заданный тормозной момент М, а на коническом колесе 8, кинематически связанном -с мешалкой 2 при помощи муфты 10, также существует расчетньй момент (количество абразива в воде сооветствует заданному уровню концентрации), они, вращаясь с одинаковой скоростью, передают встречное движение с помощью ременных передач 14 и 17 на шкив-гайку 11 и шкиввтулку 15, которые, вращаясь в разны стороны, не вызывают продольного вращения ходового винта 12 и заслонки 19. Работа установки осуществляется в установившемся режиме.
По мере уноса абразива вместе с обработанными деталями и его оседания на стенках рабочей камеры 1 количество абразива в приготовительном баке уменьшается и величина концентрации гидроабразивной суспензии падает. Уменьшение концентрации вызывает уменьшение момента на мешалке 2, и водило 6 начинает вращать коническое колесо 8 с большей скоростью, чем коническое колесо 9. Конические колеса 8 и 9 передают с помощью ременньк передач 14 и 17, обеспечивакицих разностороннее вращение, движение шкиву-гайке 11 и шкивувтулке 15, установленным на ходовом винте 12 дифференциального винтового механизма 13. Ходовой винт 12 за счет того, чТо скорость вращения шкива-гайки 11 больше скорости вращения шкИва-втулки 15, получает перемещение по ходовой щпонке 16 вправо, а так как он своим левым концом с помощью муфты 20 связан с заслонкой 19, то послед3
няя, перемещаясь вправо, открьгеает отверстие 29 (фиг, ), через которое в приготовительный бак камеры 1 из бункера 21 начинает сьтаться абразив. Одновременно заслонка 19, связанная своим левым концом с краном 22 спринклерной системы 23, перемещаясь вправо, открывает его, и из сопел 24 на стенки камеры 1 начинает поступать жидкость, смывая осевший абразив со стенок камеры 1 в ее приготовительный бак. Подача абразива и воды в приготовительный бак камеры 1 продолжается до тех пор, пока момент на мешалке 2 не становится равным тормозному моменту на коническом колесе 9. По мере добавления абразива в бак камеры 1 увеличивается момент на мешалке 2, а скорость вращения конического колеса 8 уменьшается и становится меньшим скорости вращения конического колеса 9. Ходовой винт 12 начинает перемещаться по ходовой
514414
шпонке 16 влево, перемещая заслонку 19, закрывая отверстие 29, Заслонка 19, перемещаясь влево, закрывает кран 22 спринклерной системы 23, прекращая тем самым подачу жидкости на стенки камеры 1. Излишек суспензии из приготовительного бака камеры 1 по переливной трубе 27 сливается в бачок 28.При
10 равенстве моментов на конических колесах 8 и 9 система работает в установившемся режиме.,
В том случае, если нужно увеличить либо уменьшить концентрацию
15 абразива в суспензии, соответственно уменьшают или увеличивают величину тормозного момента Mij на устройстве по отбору мощности.
Использование предлагаемого изобретения позволяет, обеспечить требуемую шероховатость обработанной поверхности за счет регулирования и автоматической стабилизации величины концентрации абразива в суспензии.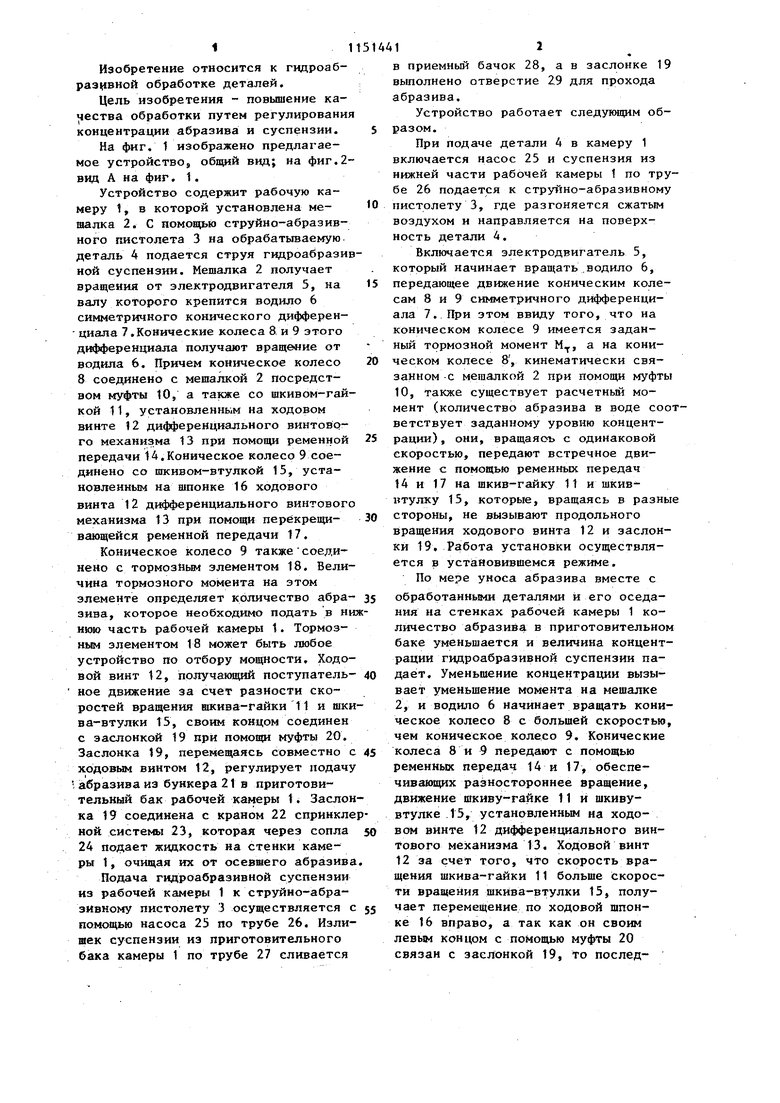
| название | год | авторы | номер документа |
|---|---|---|---|
| Дробеметная установка | 1981 |
|
SU992175A1 |
| Устройство для шлифования кож | 1989 |
|
SU1677062A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| Устройство для струйно-абразивной обработки | 1982 |
|
SU1065142A1 |
| Установка для центробежной обработки изделий | 1984 |
|
SU1217635A2 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ГАЗОТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ | 1999 |
|
RU2175360C2 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| Установка для испытания пары трения на износ | 1987 |
|
SU1490597A1 |
УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗРШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащее рабочую камеру, средство для подачи суспензии на деталь, бункер и заслонку, предназначенную для регулирования расхода абразива из бункера и связанную с приводом ее перемещения, отличающееся тем, что, с целью повышения качества обработки путем регулирования концентрации абразива в суспензии,оно снабжено предназначенной для перемешивания суспензии мешалкой,распо-ложенной в нижней части рабочей камеры и связанной с приводом перемещения заслонки, и спринклерной системой, предназначенной для подачи (Л жидкости и соединенной с заслонкой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дробеметная установка | 1981 |
|
SU992175A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
