о
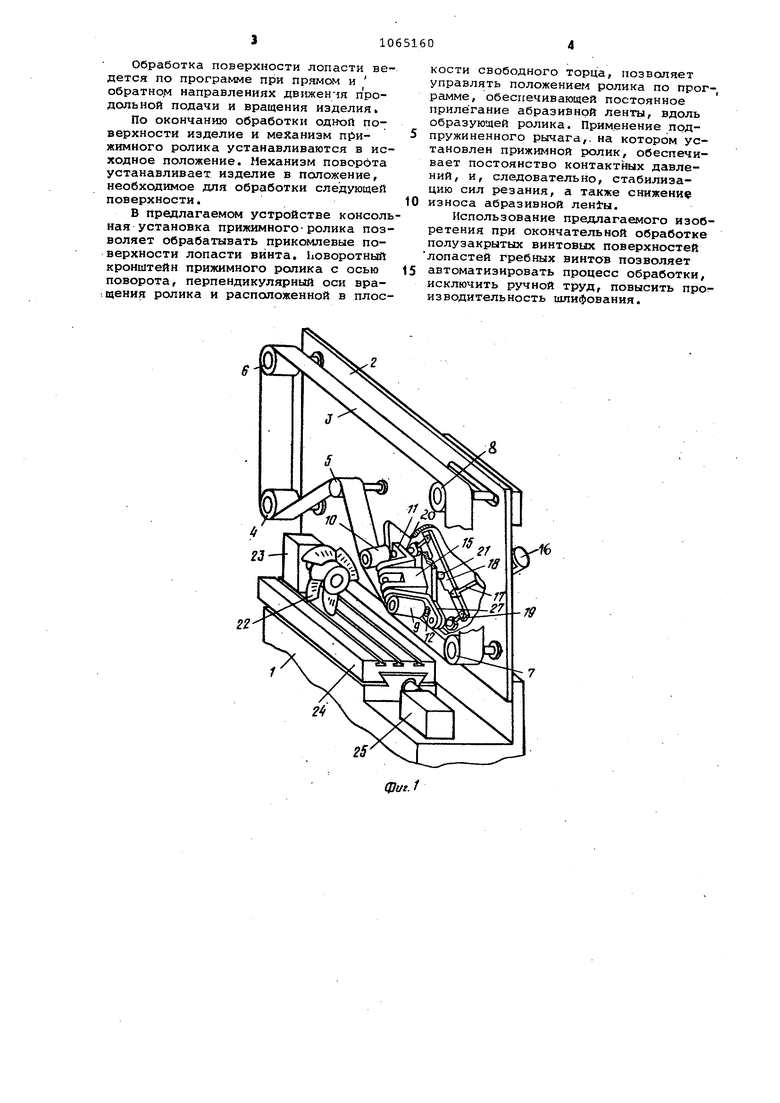
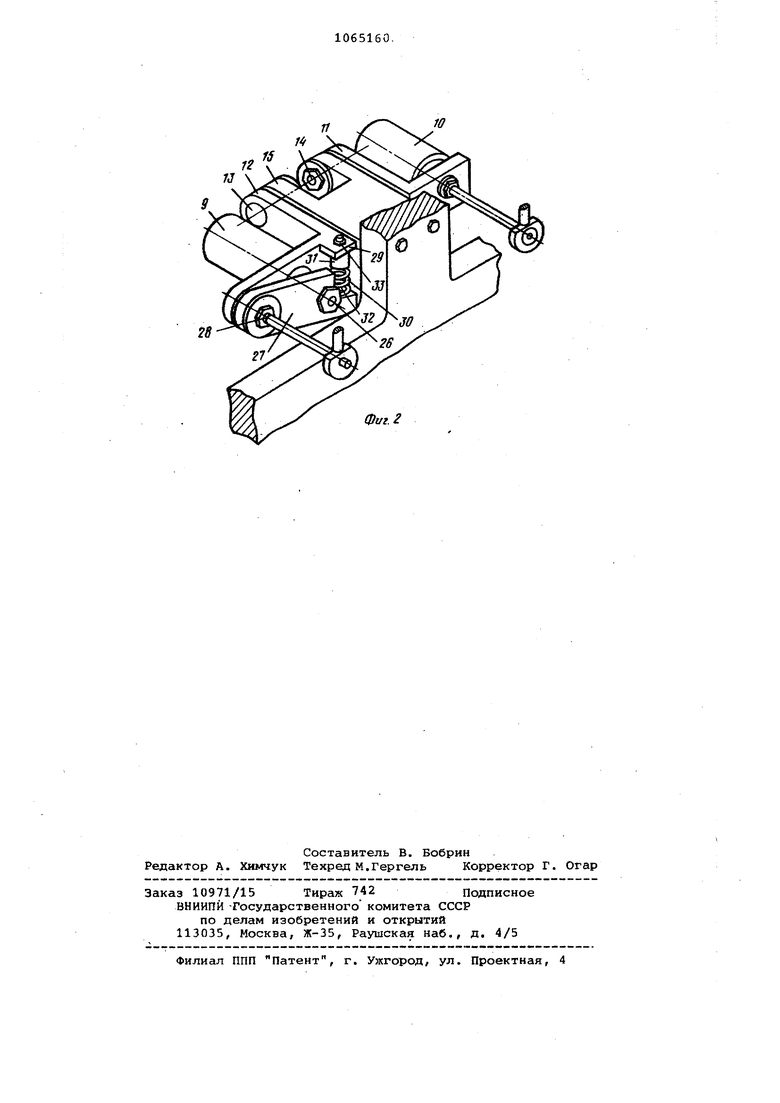
35 СП Изобретение относится к обработке абразивными лентами. Известно устройство для шлифования сложнофасонных винтовых поверхностей типа лопастей гребных винтов состоящее из станины, стола, ленточно-протяжного механизма, прижим ного и корректирующего качающихся р ликов, установленных на осях в пово ротных кронштейнах, связанных тягам таким образом, чтобы обеспечивалась возможность разворота роликов в про тивоположные стороны ij И 2j. Недостатком этого устройства является то, что оси качания роликов расположены в средней части по длин ;прижимного ролика в положение, парал лельное образующей винтовой поверх;ности На данном ее участке, концы ролика перемещаются вдоль оси винтовой поверхности на величину, определяемую произведением расстояния от оси качания до торца ролика на угол поворота его в радианах. Это затруд няет или делает невозможной полную обработку винтовой поверхности на станке, так как прикомлевые участки винтовой поверхности частично закрыты нависающей соседней лопастью. Цель изобретения - создание устройства, позволяющего обрабатывать сложнофасонные винтовые поверхности в частности гребные винты малых и средних размеров, по всей винтовой поверхности лопасти, включая и прикомлевые участки. Поставленная цель достигается тем что прижимной и корректирующий ролики установлены на поворотных кронштейнах консольно, а оси поворота кронштейнов расположены в плоскости свободных торцов роликов, На фиг.1 схематически изображено предлагаемое устройство, общий вид/ на фиг.2 - конструктивное оформпение прижимного и корректирующего роликов и несущих их поворотных кронштеинов. Устройство для ленточного шлифования полузакрытых винтовых поверхностей установлено на станине 1. Лен точно-протяжный механизм смонтирован на вертикально установленной плите 2 и состоит из абразивной ленты 3, приводного ролика 4, промежуточных роликов 5-7,, натяжного ролика 8, при жимного ролика 9 и корректирукщего 10. Прижимной ролик 9 и корректирукяди 10 установлены консольно на поворотных кронштейнах 11 и 12 соответствен но, которые в свою очередь закреплены на осях 13 и 14 с возможностью поворота вокруг оси, перпендикулярной осям вращения роликов 9 и 10. Оси 13 и 14 расположены в плоскости свободных Торцов роликов и закреплены на неподвижном кронштейне 15, установленном на плите 2. Поворотные кронштейны 11 и 12 связаны с механизмом привода 16 через тягу 17, равноплечий рЕлчаг 18 и промежуточные тяги 19 и 20. Ось 21 поворота рычага 18 установлена на плите 2. Обрабатываемое изделие 22 закреплено на валу приспособления 23 для вращения, установленном на столе 24 продольных перемещений. Механизм 25 привода продольных перемещений установлен на станине 1. Ось 26 прижимного ролика 9 закреплена на рычаге 27 с возможностью поворота на угол 20-30® вокруг оси 28, закрепленной на поворотном кронштейне 12. В поворотном кронштейне 12 имеется окно, через которое проходит ось 26 ролика 9. Между рычагом 27 и выступом 29 поворотного кронштейна 12 установлена пружина 30 в обойме 31 со стороны кронштейна 12 и на направляющем штыре 32 со стороны рычага 27. На выступе 29 установлен винт с контргайкой 33 для поджима пружины 30. Устройство работает следующим образом. В исходном состоянии стол 24 продольных перемещений с обрабатываемым изделием 22 отведен от прижимного ролика на расстояние, необходимое для установки обрабатываемого изделия, и ось прижимного ролика 9 находится в положении, параллельном входной кромке обрабатываемой лопасти. Пуск программы управления производится после включения привода движения абразивной ленты и включения насосной станции гидропривода устройства. Стол 24 продольных перемещений подводит изделие 22 до касания с .абразивной лентой 3, проходящей по пршкимному ролику 9. Прижимной ролик 9 поворачивается вместе с рычагом 27, сжимает пружину 30 на величину 1-2 MMf что соответствует заданному усилию прижима абразивной ленты к обрабатываемой поверхности. В момент касания начинаются одновременно движения вращения обрабатываемого изделия 22 и повороте прижимного ролика 9 и корректирующего 10. Механизм привода роликов перемещает тягу 17, которая поворачивает равноплечий рычаг 18. Рычаг 18 через тяги 19 и 20 поворачивает в разные стороны поворотные кронштейны 11 и 12 так, что ось ролика 9 при движении вдоль поверхности обрабатываемой лопасти пс.раллель на обрабатывае 5ой поверхности. При этом корректирующий ролик 10 поворачивается в противоположную сторону на такой же угол как и ролик 9 для предотвращения сбегания ленты.
Обработка поверхности лопасти ведется по программе при прямом и обратном направлениях движенчя продольной подачи и вращения изделия.
По окончанию обработки одной поверхности изделие и механизм прижимного ролика устанавливаются в исходное положение. Механизм поворота устанавливает изделие в положение, необходимое для обработки следующей поверхности.
В предлагаемом устройстве консольная установка прижимного-ролика позволяет обрабатывать прикомлевые поверхности лопасти винта. Ьоворотный кронштейн прижимного ролика с осью поворота, перпендикулярный оси вра:щения ролика и расположенной в плоскости свободного торца, позволяет управлять положением ролика по прог-, рамме, обеспечивающей постоянное прилегание абразивной ленты, вдоль образующей ролика. Применение подпружиненного рычага,, на котором установлен прижимной ролик, обеспечивает постоянство контактных давлений, и, следовательно, стабилизацию сил резания, а также снижение
0 износа абразивной .
Использование предлагаемого изобретения при окончательной обработке полузакрытых винтовых поверхностей лопастей гребных винтов позволяет
5 автоматизировать процесс обработки, исключить ручной труд, повысить прогизводительность шлифования.
&
И
/«
15
12
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для ленточного шлифования винтовых поверхностей | 1984 |
|
SU1227431A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921802A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| Устройство для шлифования лопастей гидротурбины | 1979 |
|
SU918042A1 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ СЛОЖНОФАСОННЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ, ленточно-протяжный механизм которого содержит прижимной и корректирующий ролики, смонтированные на осях поворотных кронштейнов, кинематически связанных друг с другом посредством рычагов, установленных с возможностью перемещения кронштейнов в противопоЛож-т ные стороны отличающееся тем, Ч.ТО, с целью повышения производительности труда путем обеспечения обработки всей поверхности с одного установа, прижимной и корректирующий ролики установлены на кронштейнах консольно, а оси поворота кронштейнов расположены в плоскости свободных торцов роликов.g
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ленточного шлифования сложных поверхностей | 1973 |
|
SU463536A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1971 |
|
SU416220A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
