I
Изобретение относится к механической обработке шлифованием и может быть использовано для ленточного шлифования сложных винтовых поверхностей типа, лопастей гребных винтов.
Целью изобретения является повышение производительности труда и ка чества обработанной поверхности путем автоматизации процесса смещения и стабилизации положения кромки ленты и сообщения ленте поперечных к плоскости вращения колебательных перемещений по прижимному ролику.
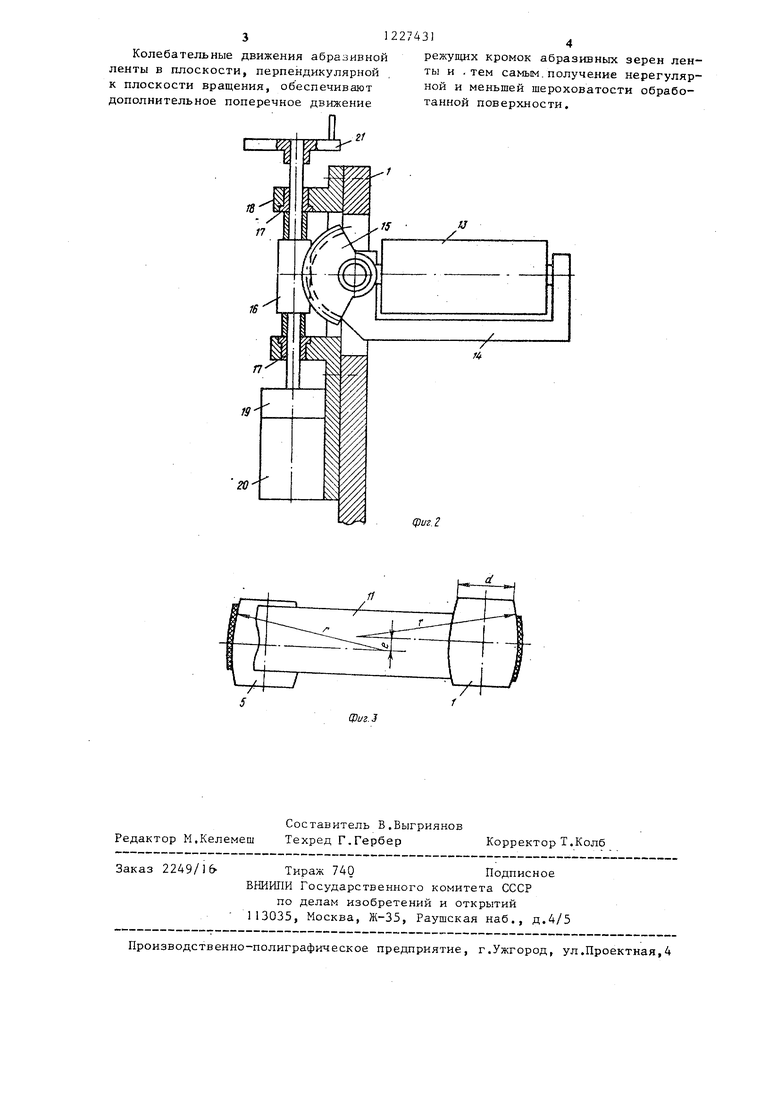
На фиг . 1 изображено устройство,, общий вид; на фиг. 2 - механизм поворота стабилизирующего ролика, общий вид; на фиг. 3 - схема расположения рабочих поверхностей приводного и следующего за ним опорного роли ков и их форма.
Устройство для ленточного шлифования состоит из лентопротяжного механизма, смонтированного на вертикальной плите i, и механизма 2 круго вой и вертикальной подач, на котором установлен срабатываемый винт 3.
ЛентоЪротяжный механизм состоит из установленных на плите I приводного 4, опорного 5, корректируюа1е-- го 6, прижимного 7, опорного 8 ролик.ов, узла 9 стабилизирующего ролика j натяжного ролика 10, абразивной ленты 11 и датчика 12 положения кромки ленты.
Узел 9 стабилизирующего ролика состоит из собственно ролика 13 установленного на поворотном кронштейне 14, к которому прикреплен червячный сектор 15 так, что его ось совпадает с осью поворота кронштейна 1 4 Червячный сектор 5 входит в защемление с червяком 16, установленньц-1 в подшипниках 17 корпуса 18„ Вал червяка 16 соединен с выходньсу валом редуктора 19 механизма привода 20. На другом конце вала червяка 16 установлен маховик 21 дпя ручного поворота стабилизирующего ролика 13, Боковые поверхности приводного ролика 4 И опорного ролика 5 выполнены бочкообразной формы с радиусом кривизны, равным 5-6 диаг- ет- ров торца ролика. Приводной 4 и опорный 5 ролики установлены на плите 1 Так, что их оси параллельны, а плоскость центров кривизны боковых, поверхностей смещена на величинур равную 3-4 мм.
274312
Устройство работает следующи - образомо
После включения привода вращения абразивной ленты 11 (при включенном
.J приводе 20 механизма поворота) вращением маховика 2, установленного на валу червяка 16, через червячный сектор поворачивают кронштейн 14 с роликом 13 в такое положение, при
}д котором внешняя кромка ленть 1 устанавливается на уровне консольного торца прижимного ролика 7 и тем самым обеспечивают обработку прикомле вой поверхности лопасти винта. Вклюlg чают электрическую схему управления механизмом привода 20 которая получает сигнг.л управления от датчика 12 контроля положения кромки ленты.При уходе кромки ленты от необходимого
2Q положения мехаггизм привода 20 поворачивает кронштейн 14 с роликом 13 так„ чтобы кромка ленты вернулась в исходное положение, С помощью ме . ханизма 2 круговой и вертикальной
2«| аодач обрабатьшаемый винт 3 подводят до касания с лен.-го и, про ходя- ш,ей .по приж1-п- и-юму рол.и.ку 7, Дальнейшая обработка ведется по заданной прох рамме управления кру1 овой и вер-,. тикальной подачи, В процессе обработки по мере, нытяяски и износа абразивной ленты ;1 положение кромки сохраняется с помощью механизма привода 20 поворота, получающего сигнал от датч.ика )2, Боч.кообоа-аная форма
t..
боковых поверхностей приводного ч и следующего за. ним опоркого 5 роликов,, а также смещение плоскостей центров кривизны вызывают появление колебател;з. двийсекий абраз1-шной ленты вдо.чь поверхности прижШ Шого ролика с амплитудойJ равной величине с.меш,ения плос :остей центров кривизнь } и с частотой, равной частоте тзраш.е-ния приводного роликгг,, 4;
Оснащение .пентопротяж.ного механизма устройствок, обеспечивающим стаби- J:iизaцию положеция кромки абразивной ленты, позволяет повысить качество
30 обработки пр.икомлевь х поверхностей лопастей дельноли-1Ъ1х винтов j исключает необходимость постоянного визуального ко.нтроля положения кромки, т„е, позволяет автоматизировать про: 5 песс управления лентопротяжньгм механизмом и, следователь-НС, повысить производи-гельиость труда за счет сокращения времени обработ.ки.
40
Колебательные движения абразивной ленты в плоскости, перпендикулярной к плоскости вращения, обеспечивают дополнительное поперечное движение
12274314
режущих кромок абразивных зерен ленты и .тем самым.получение нерегулярной и меньшей шероховатости обработанной поверхности.
Z
и
Г4
фиг. 2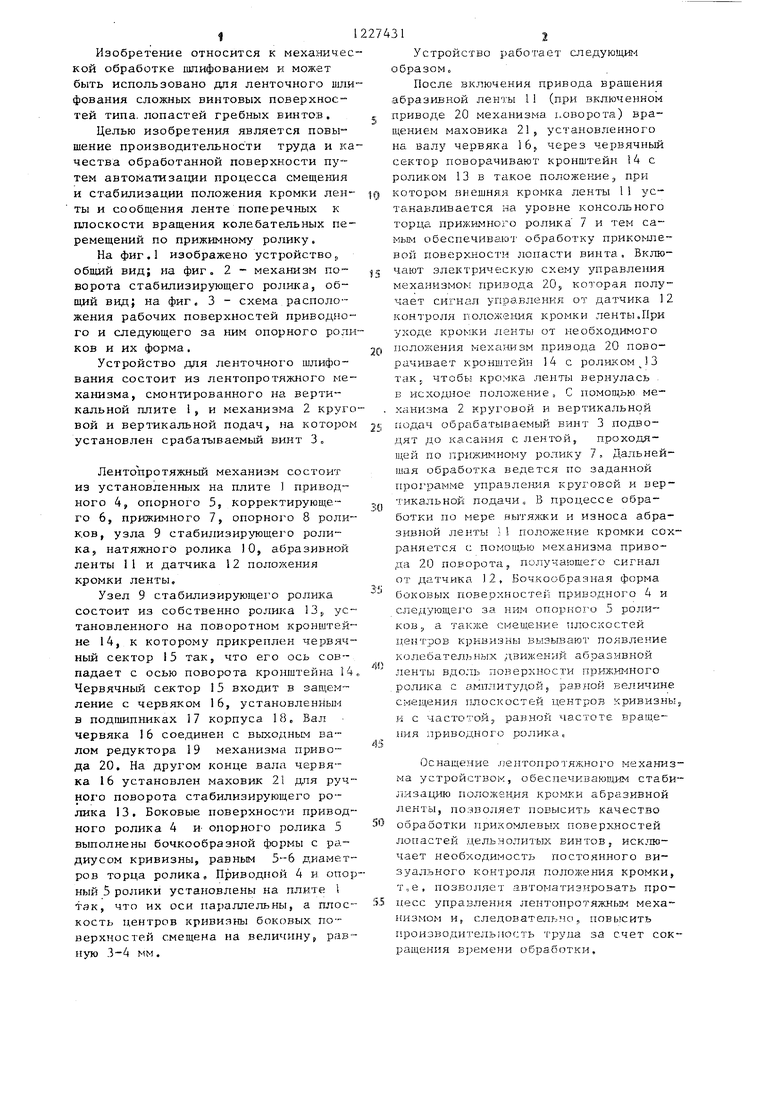
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| Устройство для ленточного шлифования сложно-фасонных винтовых поверхностей | 1983 |
|
SU1065160A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Устройство для подачи ленточного материала в зону обработки | 1980 |
|
SU946737A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1002135A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |

Составитель В.Выгриянов Редактор М.Келемеш Техред Г.ГерберКорректор Т.Колб
2249/16Тираж 740Подписное
ВШИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Устройство для ленточного шлифования сложно-фасонных винтовых поверхностей | 1983 |
|
SU1065160A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
