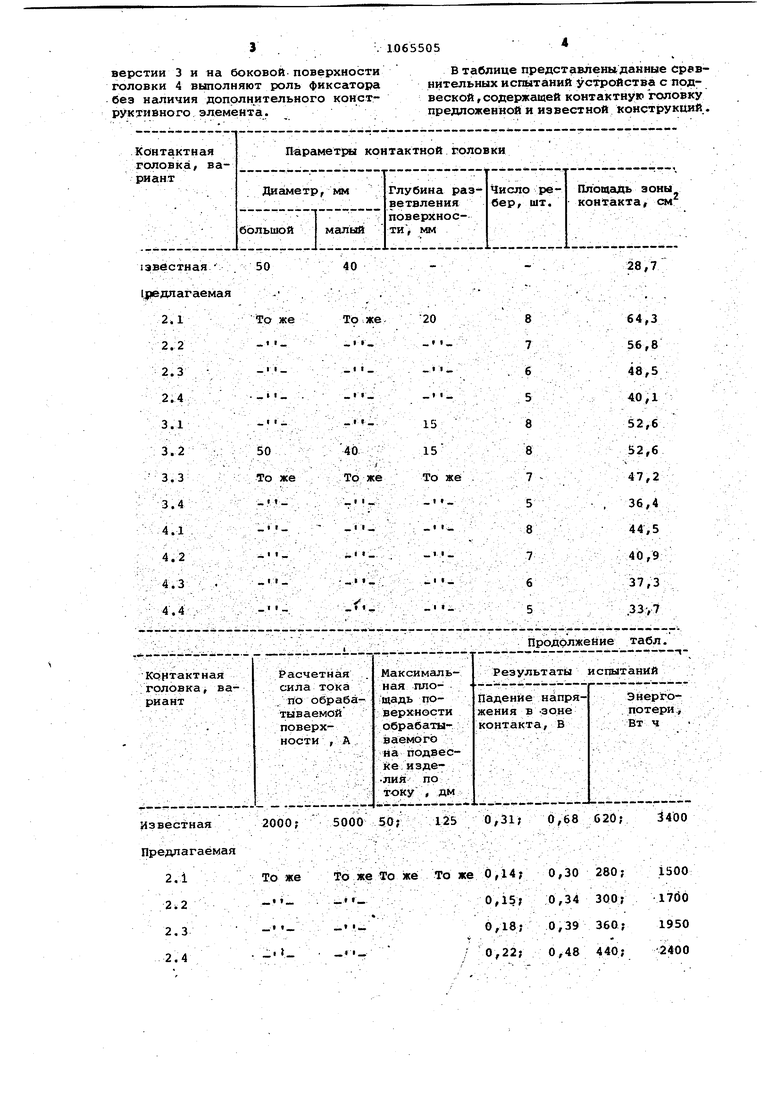
Изобретение относится к электрохимической обработке и может быть использовано при хромировании деталей. Известна- подвеска для гальваниче кой обработки деталей, содержащая несущую пластинку с крюками для навешивания её на токоведущую штангу и стержни с деталедержателями, при этом она, снабжена упругими скобами, шарнирно закрепленными одним концом на К йоках с возможностью взаимодействия с токоведущей штангой 13, Недостатком конструкции является малая площадь контакта крюка с токо ведущей штангой, так как их контакт осуществляется тремя точками или ли ниями, т.е, по касательной к диамет штанги, что приводит к увеличению электросопротивления в зоне контакта и, следовательно, к непроизводительным энергопотерям. Кроме того, постоянное воздействие паров электролита на подвеску снижает пружинящие свойства скоб, что значительно влияет на надежность контакта крока с токоведущей штангой и приводит к дополнительным энергопотерям. . Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство |для подвески деталей в гальванических ваннах включающее токоподводящёе приспособление и подвески, закрепленные с помощью пазов и отверстий, при этом токоподводящее приспособление выполнено в виде плиты с контактными коническими отверстия ми , обраиданными большим диаметром кверху и расположенными, по крайней мере, в два ряда, причемв каждом отверстии установлены контактирующие конические головки с фиксатора ми, соединенные с подвесками, а против каждого отверстия выполнены сквозные пазы по размеру фиксатора для ввода и фиксации подвески в пли те С23.. , - , Известное устройство позволяет повысить надежность электрического контакта головки с плитой, а, следо вательно, свести к минимуму энергопотери в зоне их -контакта, преимущественно при иальванообработке однотипных деталей, поверхность которых соответствует размерам голоtBOK (по площади контакта поверхности, по току). При этом увеличение поверхности деталей автоматически влечет за собой необходимое увеличе ние количества пропускаемого тока н единицу поверхности контакта, что приводит к нагреву контакта и увелиЧению электросопротивления в нем, а также к резкому падению напряжения и нарушению технологических пара-, метров процесса. Для обеспечения технологических параметров нербходимое увеличение напряжения ведет к большим энергопотерям на поверхности контакта. При этом сохранение стабильности технологических параметров без увеличения напряжения влечет за собой соответственно умень шение количества фиксируемых под- ; весок на приспособлении. Цель изобретения - уменьшение энергопотерь в зоне контакта. Поставленная цель достигается тем, что в устройстве для подвески деталей в гальванических ваннах,содержащем токоподводящее приспособление, вьтолненное в виде плиты с пазами и контактными коническими отверстиями. Обращенными большим диаметром кверху и расположенными, по крайней мере в Два ряда напротив сквозных пазов, и конические контактные головки с фиксаторами, соединенные с Подвесками и. расположенные в отверстиях плиты, отверстие и контактная головка имеют сложнопрофильную оребренную поверхность. Кроме того, в качестве фиксаторов используются ребра. На фиг.1 показано предлагаемое устройство-, разрез; на фиг.2 - плита, вид сверху; На фиг.3 - головка, в изометрии; На фиг.4 - варианты выполнения головки, вид сверху. Устройство состоит из токоподводящей плиты 1, и которой выполнены сквозные пазы 2, соединенные с коническими отверстиями 3, предназначенными для закрепления в них с возможностью разъема конических головок 4, изготовленных, например, i методом точного литья под давлением; или другим способом, поверхность котйрых имеет СЛОЖНЫЙ с ребрами 5 профиль. Головки жестко соединены с подвесками 6. Сборка устройства осуществляется следующим образом. Подвеску 6с головкой 4 вводят через паз 2 в отверстие 3, выполнен- ное в плите 1, при этом головка находится над плоскостью плиты. Затем подвеску опускают вниз так, чтобы головка вошла в коническое отверстие 3, при этом конфигурация поверхности и ребер 5 головки 4 должна полностью соответствовать конфигурации отверстия 3. Демонтаж подвески 6 с плиты 1 производится в обратной последовательности, . Экспериментально доказано, что выполнение головки 4 в виде усеченного конуса со сложнопрофильной,поверхностью и ребрАми 5 позволяет уменьшить электросопротивление в зоне контакта без увеличения, размеров головки за счет развитой поверхности последней. При этом ребра 5 в отверстии 3 и на боковой-поверхности головки 4 выполняют роль фиксатора без наличия допрлн.ительного конструктийного элемента.
В таблице представлены данные сревнительиых исгштаний устройства с подвеской, содержащей контактную головку предложенной и известной конструкций..
Продолжение табл.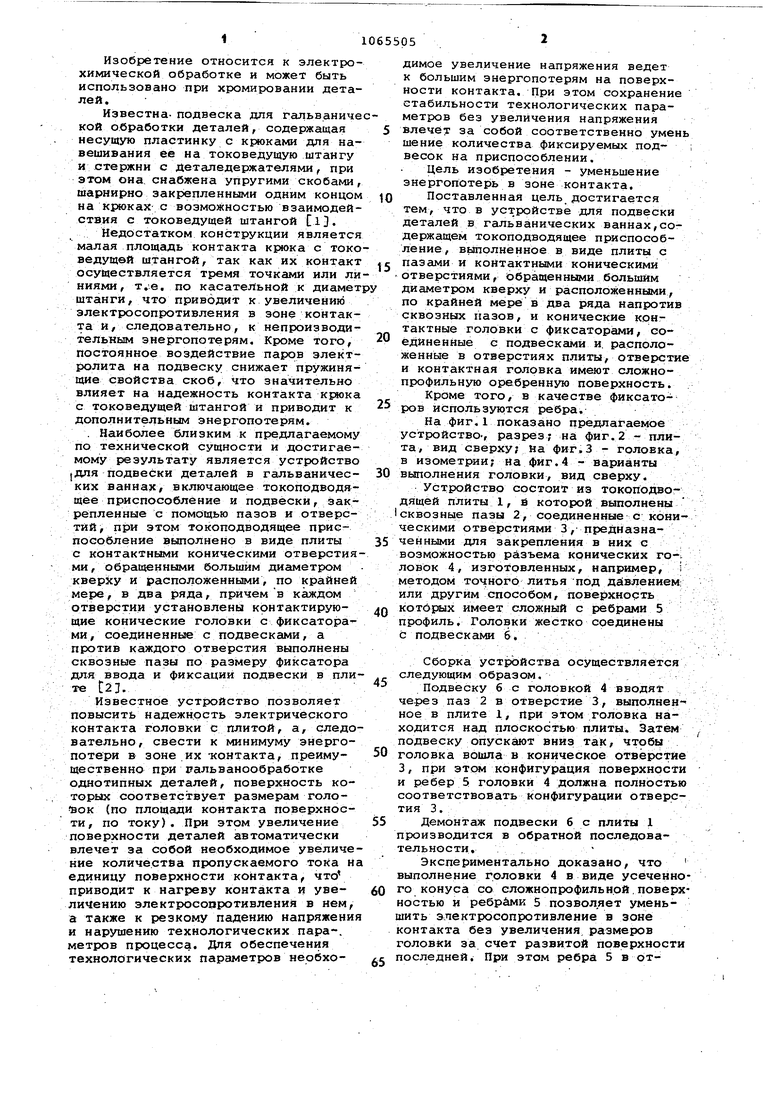

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДВЕСКИ ДЕТАЛЕЙ В ГАЛЬВАНИЧЕСКИХ ВАННАХ | 1973 |
|
SU404902A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1576595A1 |
| Токоподводящее устройство для гальванических ванн | 1977 |
|
SU727716A1 |
| ТОКОПРОВОДЯЩЕЕ УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ВАННЫ | 1994 |
|
RU2081215C1 |
| Токоподводящее устройство для гальванических ванн | 1980 |
|
SU901369A1 |
| Устройство для подвески деталей в гальванических ваннах | 1987 |
|
SU1444404A1 |
| Токоподводящее устройство для гальванических ванн | 1987 |
|
SU1420082A1 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| Подвеска для гальванической обработки деталей | 1987 |
|
SU1516516A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
1. УСТРОЙСТВО ДЛЯ ПОДВЕСКИ: ДЕТАЛЕЙ В ГАЛЬВАНИЧЕСКИХ ВАННАХ, ; содеЕвкащее токоподводящее приспособ ление, выполненное в виде плиты с пазами и контактными коническими отверстиями/ обращенными большим диаметром кверху и расположенными по крайней мере в два ряда напротив сквозных пазов, и конические контактнне головки с фиксаторами, соёдин(еннйе с подвесками и расположенные в отверстиях плиты, о т л и ч а ющ ее с я тем, что, с целью уменьшения энергопотерь в зоне контакта, отверстие и контактная головка чмеют сложнопрофильную оребЕ енную прверх. ность. : . - - ,,. . 2.- Устройство по п. 1, о т л ич а ю щ е е с я тем, что в качестве фиксаторов используются ребра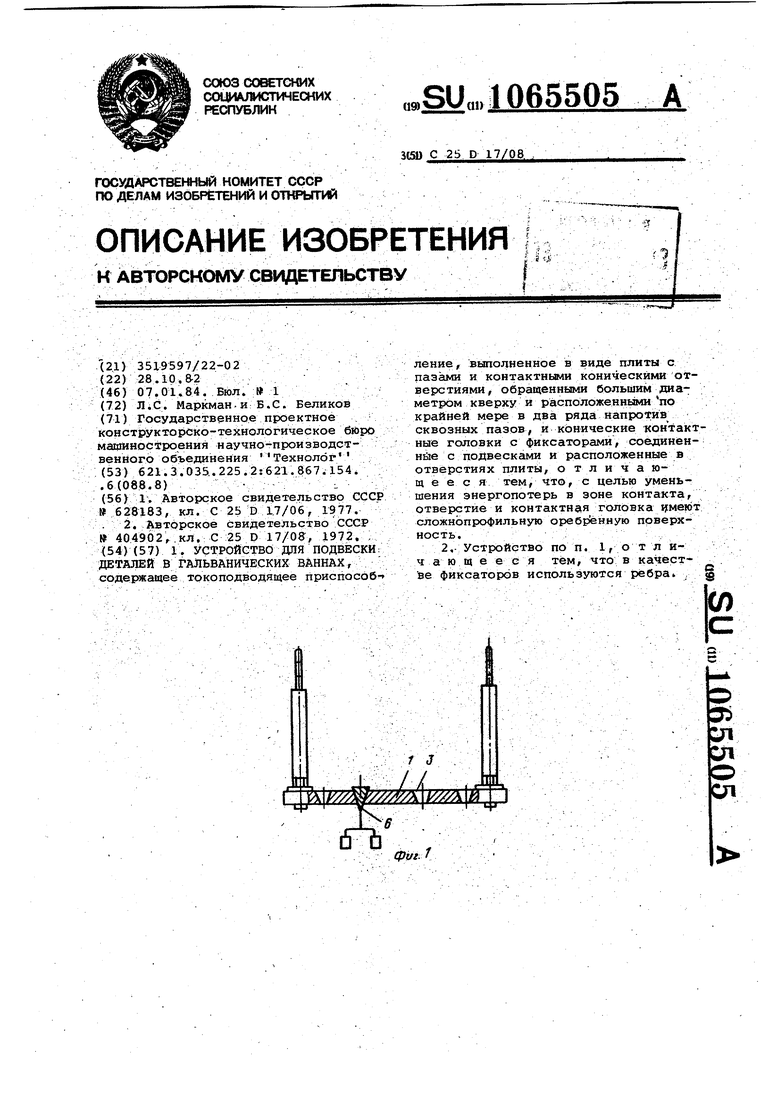
При меч а.н и е. Как видно из таблицы, в зависимости, от формы контактной поверхности роловки можно значительно снизить падение напряжения в зоне контакта, а также увеличить пропускную способность по току без изменения габаритйых размеров контактной головки при пропорциональном увеличении одновременно обрабатываемой поверхности. Предлагаемое устройство для подвески деталей в гальванических нах, например, при процессе хромироДанные результатов испытаний среднестатистические получены в ходе замера показателей 6-8 загрузок подвесок на устройство в идентичных условиях по обрабатываемой поверхности, по току, по параметрам процесса хромирования , ванйя по сравненияю с базовым объек-том обеспечивает снижение падения. напряжения в зоне контакта в 1,32,2 раза и экономию электроэнергии . 1,5 - 1,9 кВт-ч на одну контактную головку. При сохранении габаритов подвески и контактной i7oлoвки производительность предлагаемой подвески увеличивается более, чем в 2 раза в результате повышения пропускной способности (по току) С минимальным падением напряжения в зоне контакта.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Подвеска для гальванической обработки деталей | 1977 |
|
SU628183A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ПОДВЕСКИ ДЕТАЛЕЙ В ГАЛЬВАНИЧЕСКИХ ВАННАХ | 0 |
|
SU404902A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ; | |||
