Изобретение относится к гальванической обработке деталей, в частности к устройствам для хромирования стержневых деталей с головкой типа болтов.
Известно устройство для гальванообработки с качающимися штангами, содержащее гальваническую ванну с кронштейном, на котором размещен привод качания в виде мотора-редуктора, последний соединен кривошипно-шатунным механизмом с катодной штангой, установленной в опорах, имеющих центрирующие продольные ролики и поперечные ролики, при этом технологический ток к катодной штанге подводится шинопроводом с гибким звеном у катодной штанги.
Недостатком данного устройства является низкая производительность процесса ввиду недостаточно интенсивного перемешивания электролита в прикатодном слое и медленного удаления пузырьков газов с катодной поверхности, особенно в труднодоступных ее участках.
Наиболее близким к предлагаемому является устройство (подвеска) для локальной гальванической обработки стержневых де
со о ю
со
талей с головкой типа болтов, содержащее корпус с подвесным крюком и перфорированными деталедержателями, при этом корпус выполнен в виде вертикального листа, а деталедержатели установлены наклонно вниз с каждой стороны корпуса, для фиксации нижних кромок деталедержателей используются стержни, при этом верхние кромки деталедержателей жестко соединены с корпусом, а вертикальный лист выполнен в виде рамы,
Недостатком этого устройства является низкая производительность процесса гальванообработки, так как устройство не перемещается в объеме электролита, отсюда слабое перемешивание, недостаточное обновление электролита в прикатодном слое и медленное удаление пузырьков газов с катодной поверхности.
Цель изобретения - повышение производительности процесса гальванической обработки.
Поставленная цель достигается тем, что устройство, содержащее гальваническую ванну, токопроводящую штангу и размещенный на ней подвеской крюк с перфорированным деталедержателем в виде разнесенных по высоте усеченных конусов, снабженотрубой, установленной на подвесном крюке с возможностью вращения, и пирамидальной планкой с рамками, жестко закрепленными на дне ванны через диэлектрическую подставку со смещением от оси трубы, при этом усеченные конусы детале- держателя жестко закреплены на трубе, а торцовая поверхность нижнего конуса выполнена со скосом, причем оси роликов установлены в пирамидальной планке на разной высоте с возможностью взаимодействия нижнего из них со скосом конуса де- таледержателя.
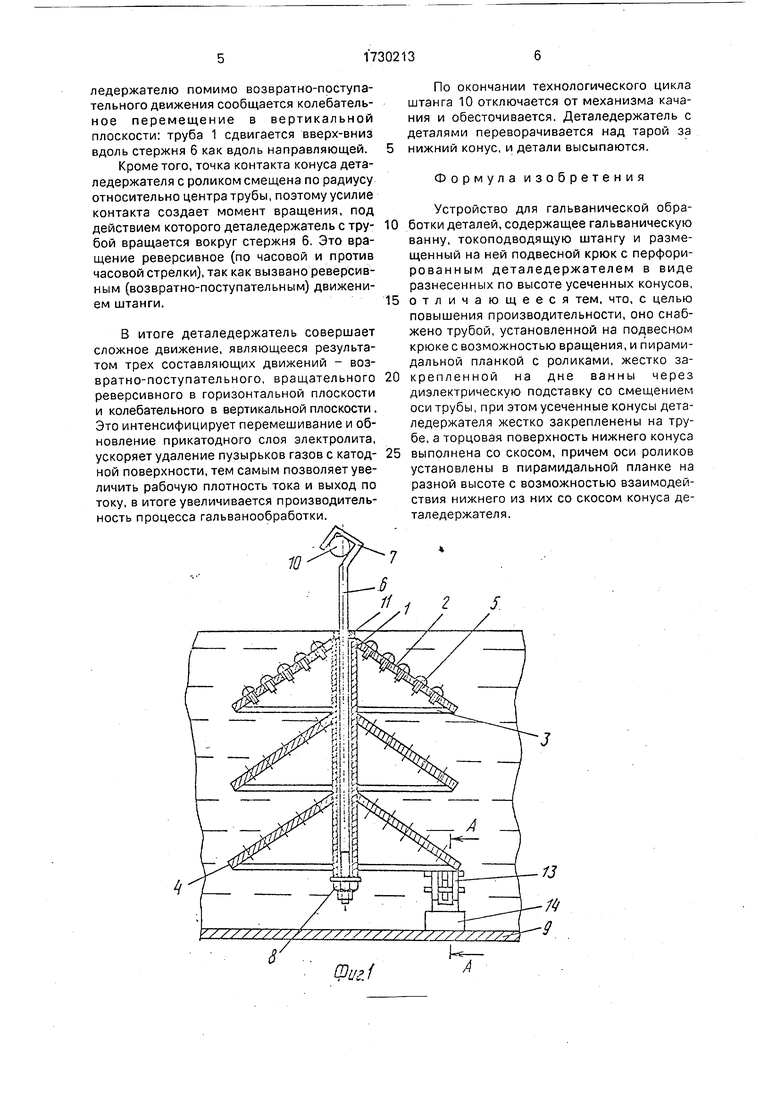
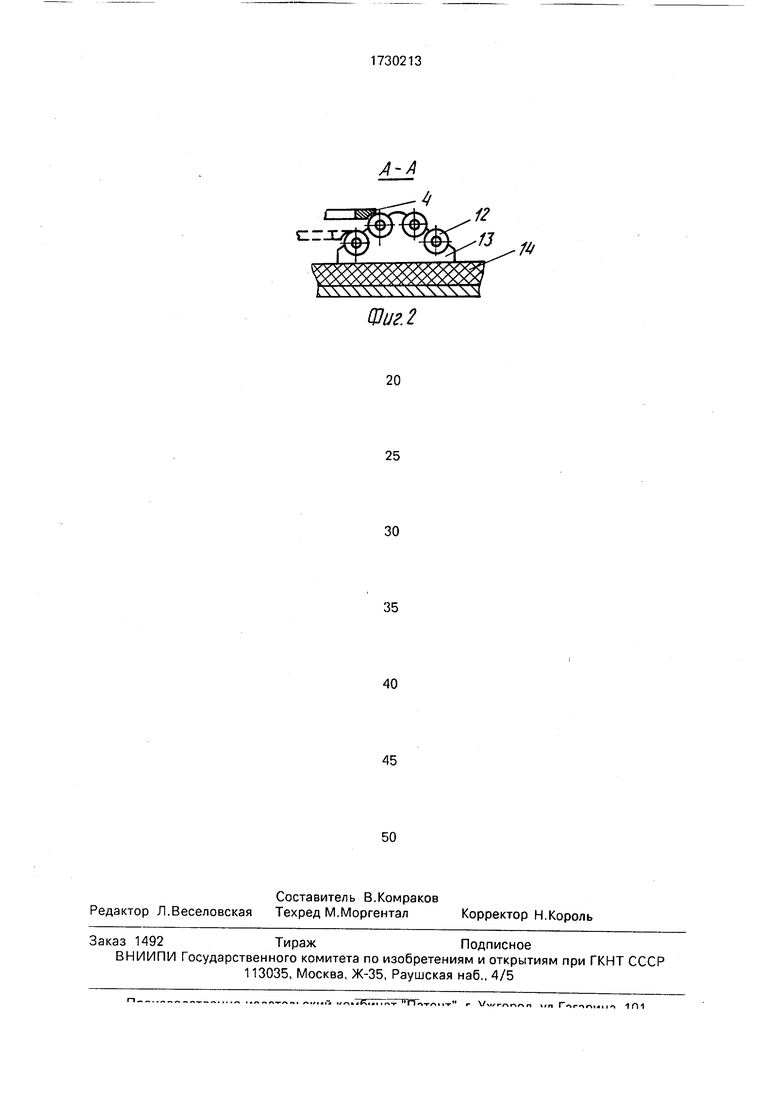
На фиг. 1 представлено предлагаемое устройство, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит трубу 1, к которой жестко крепится (например, посредством сварного соединения) перфорированный деталедержатель 2 в виде нескольких (например, трех) разнесенных по высоте усеченных конусов с опорными радиальными ребрами (спицами) 3. Нижняя торцовая поверхность крайнего нижнего конуса детале- держателя имеет скос 4 под углом 30-40° к горизонту.
В отверстиях корпусов деталедержате- ля 2 располагаются обрабатываемые детали 5 (на фиг. 1 изображены в виде болтов).
Труба 1-навешена с возможностью вращения на вертикальный цилиндрический несущий стержень 6, нижняя часть которого
имеет резьбу, а верхняя - подвесной крюк 7.
Таким образом, узел труба - деталедержатель представляет собой жесткую конст- 5 рукцию этажерочного типа, навешиваемую на стержень 6.
На нижнюю часть стержня 6 навинчена гайка 8 для регулирования величины заглубления деталедержателя 2 в гальваническую
0 ванну 9. Подвесной крюк 7 навешивается на токоподводящую катодную штангу 10. Последняя выполнена с возможностью совершения возвратно-поступательного перемещения за счет использования мото5 pa-редуктора совместно с кривошипно-ша- тунным механизмом (не показан).
На трубу 1 сверху уложено контактное кольцо 11 по скользящей посадке относительно несущего стержня 6, обеспечиваю0 щее электрический контакт стержень - деталедержатель.
На дне гальванической ванны 9 расположен с радиальным смещением от центра трубы 1 ряд одинаковых роликов 12 на раз5 ной высоте так, что центр самого нижнего ролика приходится на скос 4 крайнего нижнего конуса деталедержателя. Оси роликов 12 установлены в гнездах пирамидальной планки 13. Последняя закреплена на диэ0 лектрической подставке 14, жестко установленной на дне гальванической ванны 9.
Устройство работает следующим образом.
Обрабатываемые детали 5 закладыва5 ются в отверстия конусов деталедержателя 2.
Несущий стержень 6 вставляется своим нижним концом в трубу 1 с деталедержателем и контактным кольцом 11 и фиксируется
0 гайкой 8.
Собранный узел 1-6-11 навешивается на токоподводящую штангу 10 посредством подвесного крюка 7.
На дно гальванической ванны Эустанав5 ливается на подставке 14 планка 13 с разновысокими роликами 12. При этом центр самого нижнего ролика должен приходиться на скос 4 крайнего нижнего конуса деталедержателя. Этого добиваются за счет
0 регулирования величины заглубления деталедержателя 2 в электролит при помощи гайки 8.
Затем к штанге 10 подключают механизм качания (мотор-редуктор совместно с
5 кривошипно-шатунным механизмом). Тем самым узлу штанга - стержень - деталедержатель сообщается возвратно-поступательное перемещения.
При набегании скоса 4 конуса последовательно на разновысокие ролики 12 деталедержателю помимо возвратно-поступательного движения сообщается колебательное перемещение в вертикальной плоскости: труба 1 сдвигается вверх-вниз вдоль стержня 6 как вдоль направляющей. Кроме того, точка контакта конуса дета- ледержателя с роликом смещена по радиусу относительно центра трубы, поэтому усилие контакта создает момент вращения, под действием которого деталедержатель с трубой вращается вокруг стержня 6. Это вращение реверсивное (по часовой и против часовой стрелки), так как вызвано реверсивным (возвратно-поступательным) движением штанги.
В итоге деталедержатель совершает сложное движение, являющееся результатом трех составляющих движений - возвратно-поступательного, вращательного реверсивного в горизонтальной плоскости и колебательного в вертикальной плоскости. Это интенсифицирует перемешивание и обновление прикатодного слоя электролита, ускоряет удаление пузырьков газов с катодной поверхности, тем самым позволяет увеличить рабочую плотность тока и выход по току, в итоге увеличивается производительность процесса гальванообработки.
По окончании технологического цикла штанга 10 отключается от механизма качания и обесточивается. Деталедержатель с деталями переворачивается над тарой за нижний конус, и детали высыпаются.
Формула изобретения
Устройство для гальванической обработки деталей, содержащее гальваническую ванну, токоподводящую штангу и размещенный на ней подвесной крюк с перфори- рованным деталедержателем в виде разнесенных по высоте усеченных конусов,
отличающееся тем. что, с целью повышения производительности, оно снабжено трубой, установленной на подвесном крюке с возможностью вращения, и пирамидальной планкой с роликами, жестко закрепленной на дне ванны через диэлектрическую подставку со смещением оси трубы, при этом усеченные конусы дета- ледержателя жестко закрепленены на трубе, а торцовая поверхность нижнего конуса
5 выполнена со скосом, причем оси роликов установлены в пирамидальной планке на разной высоте с возможностью взаимодействия нижнего из них со скосом конуса де- таледержателя.
сг
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1754801A1 |
| Устройство для гальванической обработки деталей | 1987 |
|
SU1497290A1 |
| Подвеска для локальной гальванической обработки стержневых деталей с головкой типа болтов | 1985 |
|
SU1310457A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1560641A1 |
| Подвеска для гальванической обработки деталей | 1983 |
|
SU1113430A1 |
| Устройство для гальванохимическойОбРАбОТКи дЕТАлЕй | 1979 |
|
SU846605A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1830397A1 |
| Устройство для нанесения гальванических покрытий на внутреннюю поверхность цилиндрических изделий | 1984 |
|
SU1178802A1 |
| Способ закрепления навесных крючков на подвеске | 1989 |
|
SU1675403A1 |
| Устройство для вертикального покачивания катодной штанги гальванических ванн | 2021 |
|
RU2781264C1 |
Использование: изобретение относится к гальванотехнике, в частности к устройствам для хромирования стержневых деталей с головкой типа ботов. Сущность: устройство для гальванической обработки деталей включает трубу 1, деталедержатель 2 в виде усеченных конусов с ребрами 3. Нижний конус деталедержателя выполнен со скосом 4, а труба 1 навешена с возможностью вращения на стержне 6. На дне ванны 9 расположен со смещением от центра трубы 1 ряд одинаковых роликов на разной высоте. Обрабатываемые детали 5 закладываются в отверстия конусов деталедержателя 2, и собранный узел навешивается на токопод- водящую штангу 10 посредством крюка 7. Затем к штанге 10 подключают механизм качания. При набегании скоса 4 конуса последовательно на разновысокие ролики, держателю помимо возвратно-поступательного движения будет сообщаться колебательное перемещение в вертикальной плоскости. Кроме того, деталедержатель будет вращаться в разные стороны. В итоге детали в электролите будут совершать сложное движение, что интенсифицирует процесс гальванообработки, т. е. увеличивается производительность труда. Такая конструкция устройства для гальванической обработки обеспечивает перемешивание и обновление прикатодного слоя электролита, а также быстрое удаление пузырьков газа с катодной поверхности. 2 ил. со с
Щи г. 2
| Оборудования цехов электрохимических покрытий | |||
| Справочник /Под ред | |||
| П | |||
| М | |||
| Вячеславова | |||
| Л.: Машиностроение, 1987 | |||
| Подвеска для локальной гальванической обработки стержневых деталей с головкой типа болтов | 1985 |
|
SU1310457A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
