(54) УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ КОНЦОВ МОНТАЖНЫХ
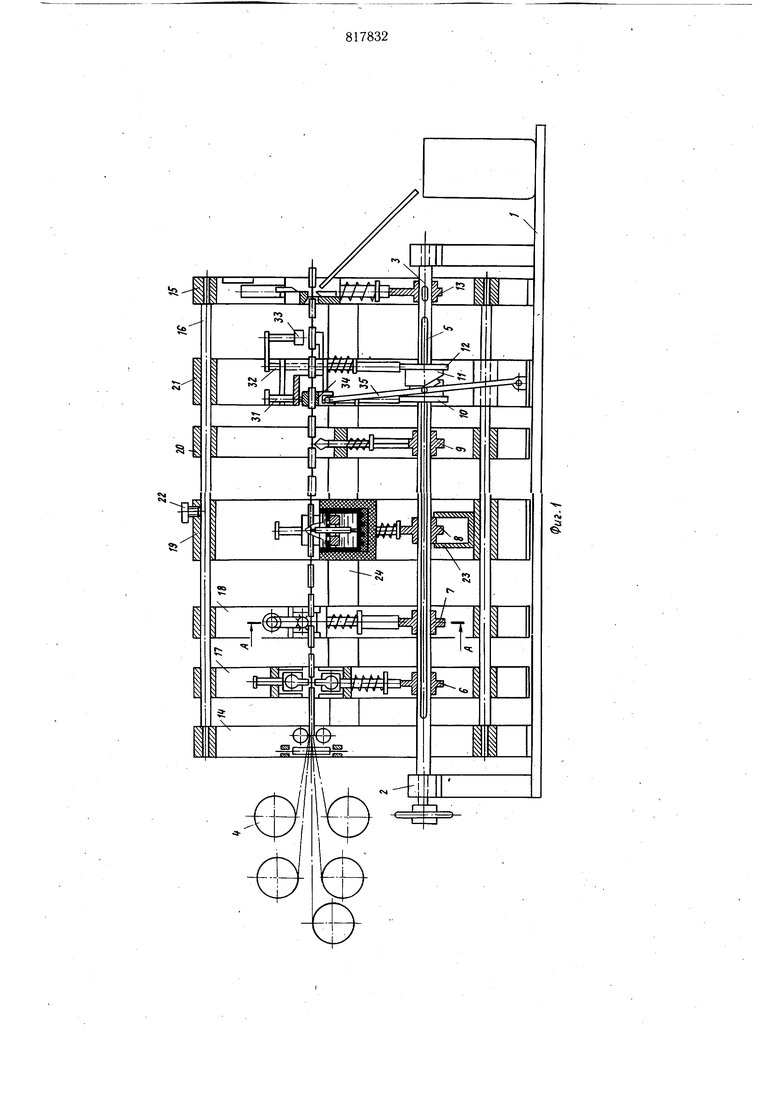
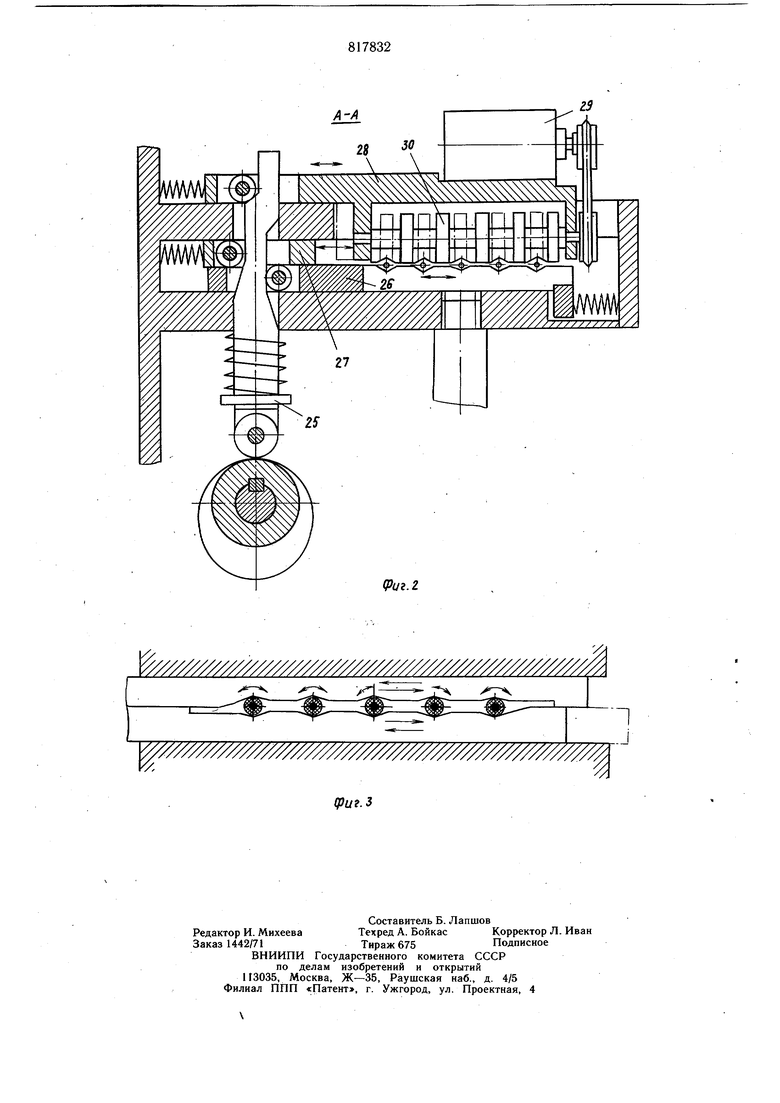
ПРОВОДОВ зором, меньшим диаметра провода, на поверхности каждой из планок выполнены пазы, стенки которых расположены под углом друг к другу, а пазы двух планок образуют полость для размещения обрабатываемых проводов, при этом планки снабжены приводом их встречного перемещения в плоскости, перпендикулярной осям проводов. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема поворота проводов планками механизма зачистки. Устройство состоит из основания 1, на котором установлено два подщипника 2 с кулачковым валом 3 и блок 4 с бобинами проводов. Подшипник 2 крепится на валу 3 шпонкой 5. На валу со шпонкой установлены с возможностью скольжения вдоль его оси кулачки 6-12, причем кулачки 10 и 12 крепят сменный разъемный кулачок 11 и образуют один блок. На валу также жестко крепится кулачок 13 привода механизма резки. На основании 1 закреплены также стойка 14 механизма ориентации проводов и стойка 15 механизма резки, на которых закреплены два параллельных напраадяющих элемента 16, установленные параллельно валу 3. На направляющих элементах 16 установлены с возможностью перемещения по ним механизм 17 обжига изоляции, механизм 18 зачистки обожженных участков, механизм 19 лужения, механизм 20 снятия излишков припоя и механизм 21 перемещекия проводов. Каждый из этих механизмов имеет в своих корпусах два горизонтальных отверстия, в которые входят направляющие элементы 16. В рабочем положении механизмы 17-21 фиксируются стопорными винтами 22. Кулачки 6-9 и блок кулачков 10-12 охватываются вилками 23, основания которых закреплены на соответствующих механизмах. На стойках 14 и 15 крепится линейка 24 с рисками для установки механизмов на изготовление проводов той или иной длины. Бобины 4 с проводами имеют пружинные регулируемые фрикционные устройства для создания натяга проводов между ними и механизмом 21 перемещения проводов. Ориентирующая стойка 14 снабжена роликами с вертикальными и горизонтальными осями вращения и служит для ориентации проводов перед входом их на механизм 17 обжига. Механизм 17 обжига изоляции содержит верхнюю и нижнюю обжигающие пластины, имеющие возможность сближения между собой, охватывая обжигаемые провода, под воздействием кулачка 6. Механизм 18 зачистки обожженных участков провода состоит из подпружиненного копира 25, нижней подпружиненной планки 26, верхней подпружиненной планки 27, подпружиненного корпуса 2.8 с установленными на нем электродвигателем 29 и блоком 30 щеток, получающим вращение от электродвигателя. Планки 26 и 27 имеют между собой щель, меньшую диаметра обрабатываемых проводов, и угловые пазы, позволяющие проводам перемещаться в щели во время работы механизма перемещения. Блок 30 щеток состоит из вала с закрепленными на нем несколькими (по числу обрабатываемых проводов) круглыми щеточными дисками так, что между ними имеются свободные промежутки, служащие для прохождения проводов во время их перемещения. Вращение от электродвигателя сообщается блоку щеток посредством шкивов и пассика. Механизм 19 лужения состоит из ванны с расплавленным припоем, закрытой крышкой и имеющей сопло в виДе щели, нижняя часть которого погружена в припой и охватывается плавающим в припое клапаном. В ванну с припоем помещен поплавок, свйзанный через подпружиненный щиток с кулачком 8. Механизм 20 снятия излишков припоя представляет собой паяльник, расположенный под проводами и связанный через подпружиненный шток с кулачком 9. Механизм 21 перемещения проводов состоит из корпуса, посредством которого имеют возможг ность перемещения подпружиненные штоки 31 и 32, причем последний воздействует на неподвижный прижим 33. Штоки 31 и 32 контактируют с кулачками 10 и 12 соответственно, щток 31 имеет возможность воздействовать на прижим, расположенный на каретке 34. Каретка 34 связана с верхней частью водила 35, средняя часть которого посредством ролика входит в паз кулачка 11. Механизм 15 резки содержит подвижный и неподвижный ножи. Подвижный нож через подпружиненный шток имеет возможность возвратно-поступательного движения от кулачка 13, верхняя часть штока связана со счетным устройством, подающим звуковой и световой сигналы при выполнении заданной партии проводов. Работа всех исполнительных органов механизмов устройства производится от кулачкового вала 3 с кулачками. Весь цикл обработки проводов производится за один оборот кулачкового вала, причем четверть цикла идет на перемещение проводов (в это время все исполнительные органы механизмов не работают и не препятствуют перемещению проводов), а остальные три четверти каждый из механизмов выполняет свою операцию (при неподвижных проводах) на участках, кратных длине изготавливаемых отрезков проводов. Перемещение проводов происходит в следующей последовательности. Подвижный прижим зажимает провода, неподвижный 33 освобождает их. Каретка 34 с зажатыми
проводами перемещается вперед. После остановки каретки неподвижный прижим 33 зажимает перемещенные на один шаг провода. С этого момента исполнительные органы всех остальных механизмов приступают к выполнению сво§й операции. В это время подвижный прижим освобождает провода и каретка 34 перемещается влево.
На механизме 17 обжига изоляции обжигающие пластины сближаются между собой, обжигая изоляцию на поворачивающихся проводах.
На механизме 18 зачистки подпружиненный копир 25 под воздействием кулачка 7 поднимается, заставляя корпус 28 с электродвигателем 29 и блоком 30 щеток перемещаться влево так, что вращающиеся щетки входят в зону обожженных участков проводов. В это время планка 27 перемещается влево, а планка 26 вправо, провода зажимаются между ними после прохода угловых проточек и за счет трения поворачиваются на 360°. При обратном ходе копира провода поворачиваются в исходное положение, а щетки выходят из зоны зачистки проводов.
. В механизме 19 лужения под воздействием кулачка 8 и подпружиненного щтока поплавок погружается в расплавленный припой, поднимая его уровень и закрывая клапаном отверстия в крыщке. Припой выливается в щелевидное сопло, обмывая находящиеся над ним провода. При обратном ходе щтока уровень припоя понижается, клапан опускается, открывая отверстие в крыщке; вливщийся припой через отверстия сливается обратно в ванну.
В механизме 20 снятия излищков припоя паяльник под воздействием /кулачка 9 и подпружиненного щтока поднимается, прикасается к луженым проводам, расплавляет припой, излищки которого стекают с паяльника.
На механизме резки 15 кулачок 13 поднимает щток с подвижным ножом, сжимая его пружину. Шток сходит с верхней части кулачка и подвижный нож разрезает провода в средней части его луженых участков. Разрезанные провода падают в приготовленную для них емкость.
Эффективность применения данного устройства по сравнению с существующими конструкциями заключается в создании простой и высокопроизводительной установки, способной обрабатывать одновременно до пяти проводов. На устройстве можно получать минимальные отрезки длиной до 15 мм, включая зачищенные концы 8-10 мм, с высоким качеством обжига изоляции.
Формула изобретения
1.Устройство для разделки концов монтажных проводов, содержащее размещенные на основании механизмы подачи проводов к позициям обработки, обжига изоляции, зачистки обожженных участков, лужения, резки и привод механизмов, отличающееся тем, что, с целью расщирения технологических возможностей и повыщения производительности, оно содержит два параллельных направляющих элемента, расположенных на основании, а рабочие механизмы установлены на направляющих элементах с возможностью их перемещения и фиксации вдоль осей обрабатываемых проводов.
2.Устройство по п. 1, отличающееся тем, что привод рабочих механизмов выполнен в виде кулачкового вала, расположенного параллельно направляющим элементам.
3.Устройство по п. 1, отличающееся тем, что механизм зачистки обожженных участков проводов содержит две подпружиненные планки, установленные параллельно с зазором, меньщим диаметра провода, на поверхности каждой из планок выполнены пазы, стенки которых расположены под углом друг к другу, а пазь двух планок образуют полость для размещения обрабатываемых проводов, при этом планки снабжеЙы приводом их встречного перемещения в плоскости, перпендикулярном осям проводов.
Источни1 и информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 155842, кл. Н 02 G 1/12, 1962.
2.Авторское свидетельство СССР № 576635, кл. Н 02 Q1/12, 1972. mm (Риг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мерной резки, зачистки и лужения монтажных проводов | 1971 |
|
SU437169A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Автомат для заготовки монтажных проводов | 1979 |
|
SU1008831A1 |
| ЙСЕСОЮЗНАЯ ^^^шт-1штт/^ | 1973 |
|
SU389592A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Автомат для изготовления монтажных проводов | 1980 |
|
SU875519A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для пайки пластинок на зубья дисковой пилы | 1985 |
|
SU1311879A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
/////////////
