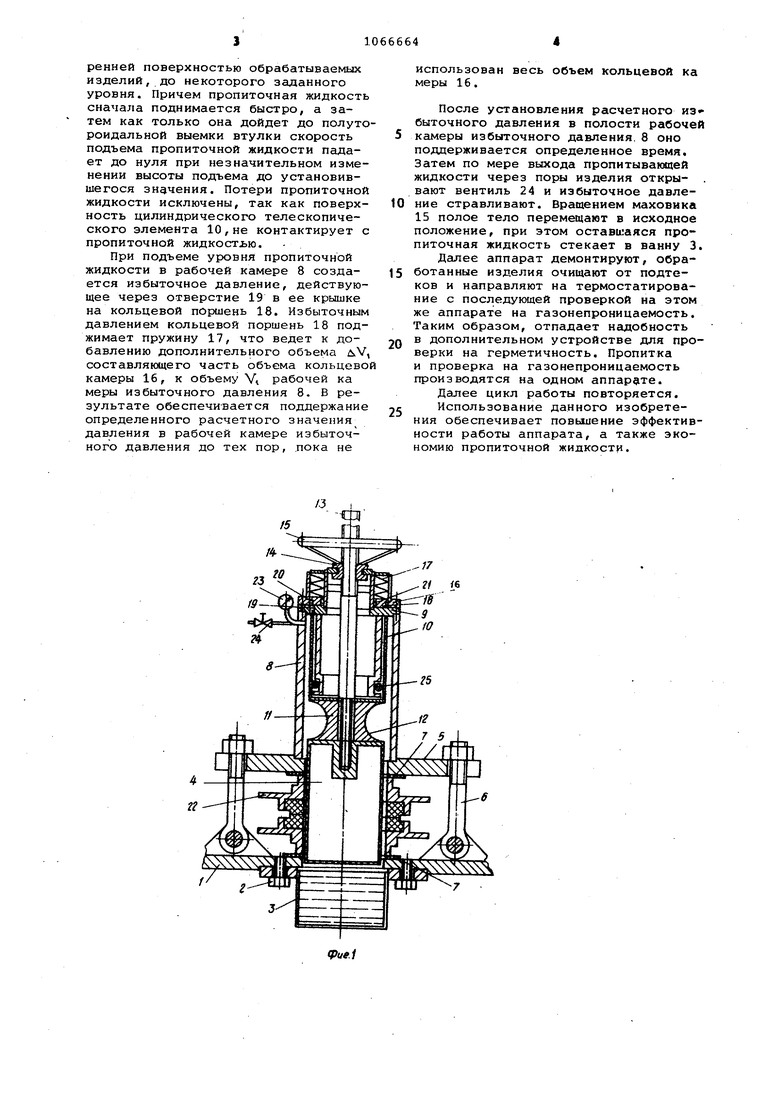
Изобретение относится к устройCTBtiM для обработки пропиткой кольцеообразных изделий и может быть использовано в машиностроении для пропитки антифрикционных вкладааией колец трения торцовых уплотнений из пористых материалов. Известно устройство для пропитк изделий из пористого графита, вклю чакяцее емкость для пропиточной жид кости и емкость с водой для полиме ризации непосредственно в порах.из делия пропиточного состава С1. Недостаток известного устройств его громоздкость. Кроме того, конструкция устройства не обеспечивает высокого качества пропитки изде лий . Наиболее близким к изобретению по технической сущности и достигае мому результату является аппарат для пропитки кольцеообразных изделий, включающий ванну для пропиточной жидкости и полое тело С2. Однако известный аппарат характ ризуется невысокой эффективностью работы и повышенным расходом пропи точной жидкости Кроме того, он тр бует больших энергозатрат и трудоза трат при обработке изделий. Цель изобретения - повышение эффективности работы аппарата. Поставленная цель достигается те что аппарат для пропитки кольцеобразных изделий, включающий ванну д пропиточной жидкости и полое тело, снабжен приспособлением для установки изделий над ванной, смонтированной на приспособлении рабочей камерой избыточного давления с компенсатором для выравнивания давлени установленным на крышке рабочей кам .ры и размещенным в камере с зазором цилийдрическим телескопическим элем том, соединенньм с полым телом, и м манизмом погружения полого тела в ванну. Для снижения расхода пропиточной жидкости между полым телом и цилиндрическим телескопическим элементом установлена втулка с выемкой для приема вытесненной пропиточной жидкости. При этом выемка на втулке выполнена полутороидальной формы. Кроме того, компенсатор для выравнивания давления выполнен в виде кольцевой камеры с установленным в ней подпружиненным кольцевым поршнем, полость которого сообщена с рабочей камерой избыточного давлени через отверстие, выполненное в ее крышке. На фиг, 1 схематично изображен аппарат, общий вид; на фиг. 2 - то же, в рабочем положении. Аппарат для пропитки кольцеобразных изделий включает нижнюю раму 1, на которой закреплена с помощью винтов 2 ванна 3 для пропиточной жидкости , полое тело 4 и верхнюю раму 5. Нижняя рама 1, верхняя рама 5 , откидные болты 6 и прокладки 7 входят в приспособление для установки изделий над ванной 3. Аппарат снабжен также смонтированной на приспособлении для установки изделий над ванной рабочей камерой избыточного давления 8 с компенсатором для выравнивания давления, установленным на ее крышке 9, и размещенным в -ней с зазором цилиндрическим телескопическим элементом 10, соединенным с полым телом 4 и механизмом погружения полого тела 4 в ванну 3. Между полым телом 4 и цилиндрическим телескопическим элементом 10 установлена втулка 11 с выемкой 12 полутороидальной формы для приема вытесненной пропиточной жидкости. Механизм погружения полого тела в ванну включает винт 13, на котором установлена гайка 14, связанная с маховиком 15. Компенсатор выполнен в виде кольцевой камеры 16 с установленным в ней и подпружиненным пружиной 17 кольцевым поршнем 18, полость которого сообщена с рабочей камерой избыточного давления через отверстие 19, выполненное в ее крышке. Кольцевой поршень 18 герметизирован по корпусу кольцевой камеры 16 уплотнительными кольцами 20 и 21. Для контроля герметичности аппарата с установленным на нем изделием 22 аппарат снабжен манометром 23 и вентилем 24, соединенными с рабочей камерой избыточного давления 8. В цилиндрическом телескопическом элементе 10 установлено уплотнительное кольцо 25. Подготовку аппарата к работе осуществляют следующим образом. В ванну 3 заливают пропиточную жидкость до определенного уровня. Устанавливают в приспособление обрабатываемые изделия 22, Затем устанавливают на приспособление рабО чую камеру избыточного давления 8 и закрывают вентиль 24. При этом рабочая камера заполнена воздухом под атмосферным давлением. Аппарат работает следуквдим образом. Врс1щением маховика 15 перемещают полое тело 4 вертикально вниз до тех пор, пока оно не займет заданного положения. При этом пропиточная жидкость из ванны 3 вытесняется полым телом 4 и поднимается по кольцевому каналу, образованному наружной поверхностью полого тела и внут-,
ренней поверхностью обрабатываемых изделий, до некоторого заданного уровня. Причем пропиточная жидкость сначала поднимается быстро, а затем как только она дойдет до полутороидальной выемки втулки скорость подъема пропиточной жидкости падает до нуля при незначительном изменении высоты подъема до установившегося значения. Потери пропиточной жидкости исключены, так как поверхность цилиндрического телескопического элемента 10,не контактирует с пропиточной жидкостью.
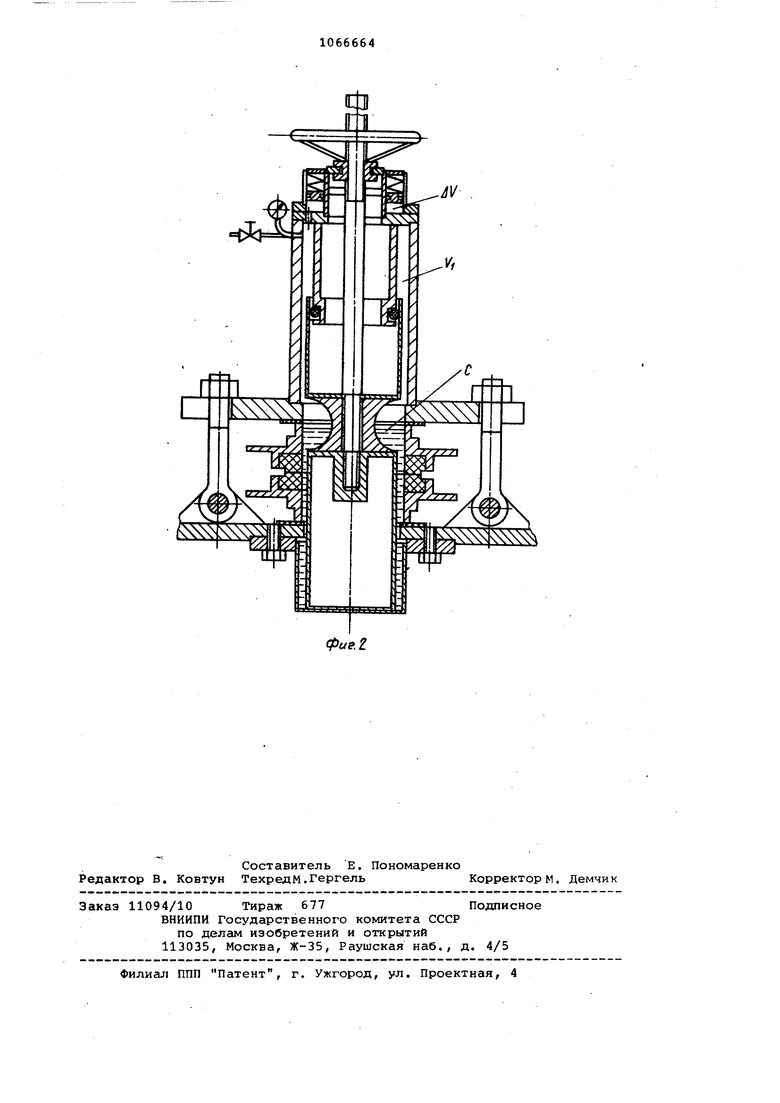
При подъеме уровня пропиточной жидкости в рабочей камере 8 создается избыточное давление, действующее через отверстие 19 в ее крышке на кольцевой поршень 18. Избыточным давлением кольцевой поршень 18 поджимает пружину 17, что ведет к добавлению дополнительного объема AV, составляющего часть объема кольцево камеры 16, к объему Vt рабочей ка меры избыточного давления 8. В результате обеспечивается поддержание определенного расчетного значения давления в рабочей камере избыточного давления до тех пор, .пока не
использован весь объем кольцевой ка
меры 16.
После установления расчетного из быточного давления в полости рабочей камеры избыточного давления. 8 оно поддерживается определенное время. Затем по мере выхода пропитывающей жидкости через поры изделия открывают вентиль 24 и избыточное давление стравливают. Вращением маховика 15 полое тело перемещают в исходное положение, при этом остави аяся пропиточная жидкость стекает в ванну 3.
Далее аппарат демонтируют, обработанные изделия очищают от подтеков и направляют на термостатирование с последующей проверкой на этом же аппарате на газонепроницаемость. Таким образом, отпадает надобность в дополнительном устройстве для проверки на герметичность. Пропитка и проверка на газонепроницаемость производятся на одном аппарате.
Далее цикл работы повторяется.
Использование данного изобретения обеспечивает повышение эффективности работы аппарата, а также экономию пропиточной жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для пропитки кольцеобразных изделий | 1988 |
|
SU1776450A1 |
| Устройство для пропитки трубчатых изделий | 1980 |
|
SU878754A1 |
| Дульный тормоз-компенсатор | 2024 |
|
RU2834255C1 |
| ВИБРАЦИОННЫЙ НАСОС | 2008 |
|
RU2389910C2 |
| Устройство для ремонта дефектных мест бетонных и железобетонных конструкций | 1985 |
|
SU1301722A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7887A1 |
| Установка вакуумной пропитки отливок | 2023 |
|
RU2820888C1 |
| ИСПЫТАТЕЛЬ ПЛАСТОВ | 1993 |
|
RU2078924C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БРУСКОВ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2003 |
|
RU2238844C1 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
/5
Фие.г
