(54) РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточной инструмент | 1982 |
|
SU1066753A1 |
| Шпиндельное устройство для металлорежущих станков | 2019 |
|
RU2711073C1 |
| Резцовый блок | 1983 |
|
SU1098676A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1991 |
|
RU2024358C1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Автоматическая револьверная головка | 1990 |
|
SU1776493A1 |
| Расточная головка | 1989 |
|
SU1757781A1 |
| РЕЗЦОВАЯ ГОЛОВКА ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ЗАКРЫТЫХ ТОРЦОВ | 1991 |
|
RU2008136C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Многошпиндельный токарный автомат | 1979 |
|
SU933269A1 |
I
Изобретение относится к режущим инструментам для металлообработки, а именно к инструментам для обработки отверстий.
Известен режущий инструмент для обработки отверстий, содержащий по крайней мере один резцедержатель, выполненный в виде качающегося на оси двуплечего рычага с режущим элементом, закрепленным на торце одного из плеч, и сферическими опорами, контактирующими с разнонаправленными наклонными поверхностями клина. Сферические опоры у этого инструмента расположены на втором плече 1.
Данный инструмент является наиболее близким к изобретению по технической сущности и достигаемому результату.
Режущий элемент и опоры расположены на различных плечах рычага, в результате чего режущий элемент расположен консольно по отнощению к опорам. Это приводит к понижению жесткости коиструкции и долговечности.
Целью изобретения является повышение жесткости и долговечности конструкции.
Указанная цель достигается тем, что сферические опоры расположены по обе стороны оси качания резцедержателя, а клин
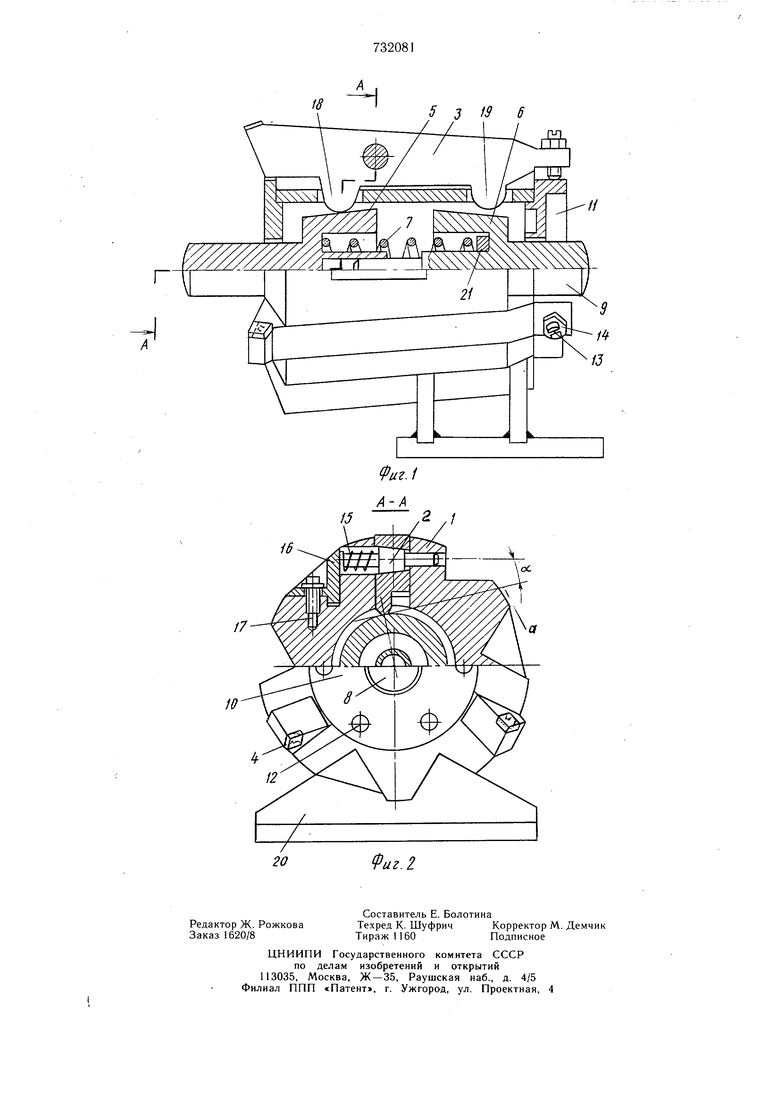
выполнен составным, из двух подпружиненных в осевом направлении вставок, причем касательная в точке контакта опоры с образующей вставки расположена под .утлом к оси качания резцедержателя. 5 На фиг. 1 изображен режущий инструмент для обработки отверстий, вид спереди с частичным резрезом; на фиг. 2 - разрез А-А на фиг. 1.
Режущий инструмент для обработки отверстий имеет корпус 1, в пазах которого на 10 осях 2 установлены резцедержатели 3 с режущими элементами 4. Во внутренней полости корпуса установлен клин, выполненный составным из двух конических вставок 5 и 6 с разнонаправленными наклонными поверхностями. Вставки соосны, подпружи15нены в осевом направлении пружиной 7 и имеют со стороны переднего и заднего торцов корпуса соответственно упоры 8 и 9. Центрирование вставок 5 и 6 во внутренней полости корпуса относительно опор резго цедержателя 3 производится с помощью фланцев 10 и 11, установленных на переднем и заднем торцах корпуса и закрепленных винтами 12. Настройка инструмента на диаметр обработки отверстий производится при помощи винта 13 и контргайки 14. С целью повышения виброустойчивости режущего инструмента на продолжении оси 2 резцедержателя 3 установлена распорная пружина 15, зафиксированная угловым упором 16 при помощи винта 17. Резцедержатель 3 выполнен в виде качающегося на оси 2 двуплечего рычага с режущим элементом 4, закрепленным на торце одного из плеч, и сферическими опорами 18 и -19, расположенными по обе стороны оси-2 качания резцедержателя. Опоры 18 контактируют с образующей вставки 5, а опоры 19 - с образующей вставки 6. Касательная «а в точке контакта опоры с образующей вставки расположена под углом U к оси качания резцедержателя 3. Это достигается за счет смещения точки опоры резцедержателя относительно осевой плоскости вставок, перпендикулярной оси качания резцедержателя. Для монтажа режущего инструмента на станке служит платформа 20, выполненная как одно целое, например, сваркой с корпусом 1. Инструмент работает следующим образом,vВ рабочем положении режущий элемент 4 настроен на диаметр обработки путем воздействия вставки 5 на опору 18 резцедержателя 3. Угол конуса вставки равен 1°30-5°, что обеспечивает контакт вставки и резцедержателя. После окончания обработки отверстия упор 8 вставки 5, встречая на своем пути ограничитель хода вставки раньще, чем путевой переключатель механиз, ма продольной подачи (на чертеже не показан) станка, заставляет, перемещаться вставки вдоль оси корпуса при продолжающемся продольном движении инструмента. При этом вставка 5 выходит из контакта с резцедержателем, а вставка 6 входит в контакт с ним, заставляя резцедержатель качаться вокруг своей оси, что и при водит к отводу режущего элемента 4 от обработанной поверхности. В это время срабатывает путевой переключатель станка, и режущий инструмент выводится из обработанного отверстия. Со стороны заднего торца корпуса инструмента установлен на станке второй ограничитель хода, который, взаимодействуя с упаром 9, вводит, как указано выше, режущий элемент в рабочее положение. Для регулировки положения вставок 5 и 6 относительно опор резцедержателя между пружиной 7 и вставкой 6 установлена шай ба 21. Режущий инструмент может быть выполнен и с одним резцедержателем, в этом случае вставки 5 и 6 плоские. Такое выполнение режущего инструмента обеспечивает повьипение жесткости конструкции и исключает образование рисок при обратном ходе инструмента. Формула изобретения Режущий инструмент для обработки отверстий, содержащий по крайней мере один резцедержатель, выполненный в виде качающегося на оси двуплечего рычага с режущим элементом, закрепленным на торце одного из плеч, и сферическими опорами, контактирующими с разнонаправленными наклонными поверхностями клина, отличающийся тем, что, с целью повышения жесткости и долговечности инструмента, сферические опоры расположены по обе стороны оси качания резцедержателя, а клин выполнен составным из двух подпружиненных в осевом направлении конических вставок, причем касательная в точке контакта опоры с образующей вставки расположена под углом качания резцедержателя. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2433976, кл. 77-58, 1948.
