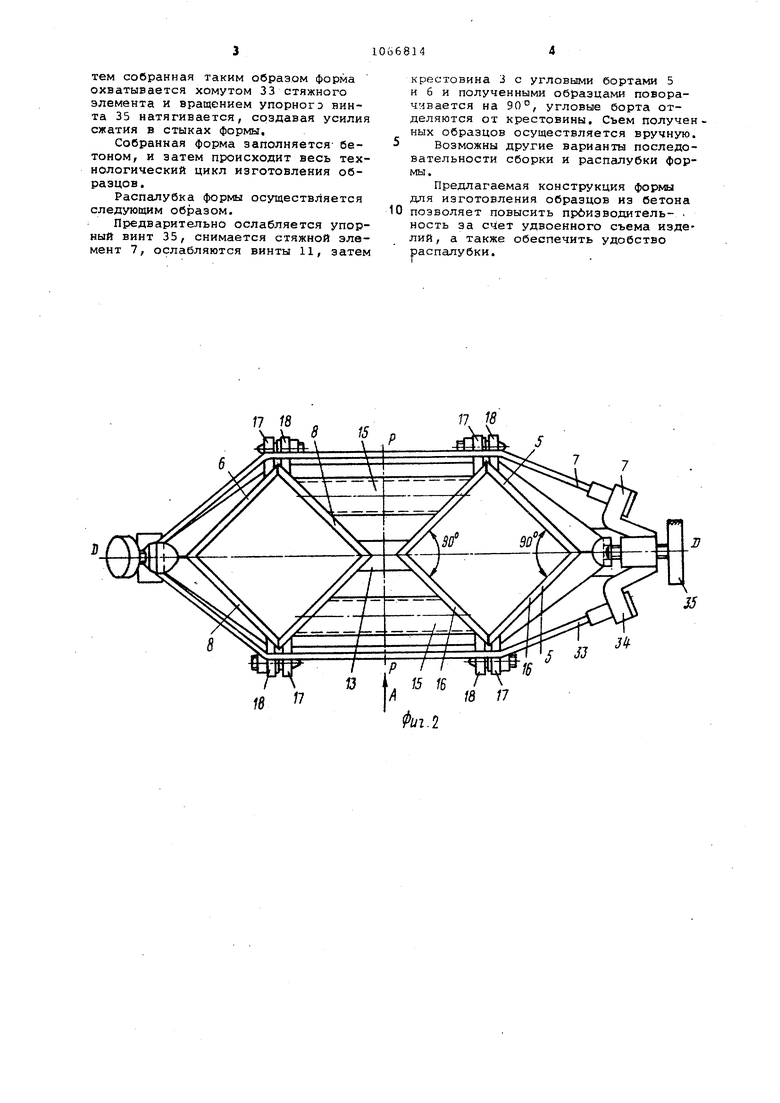
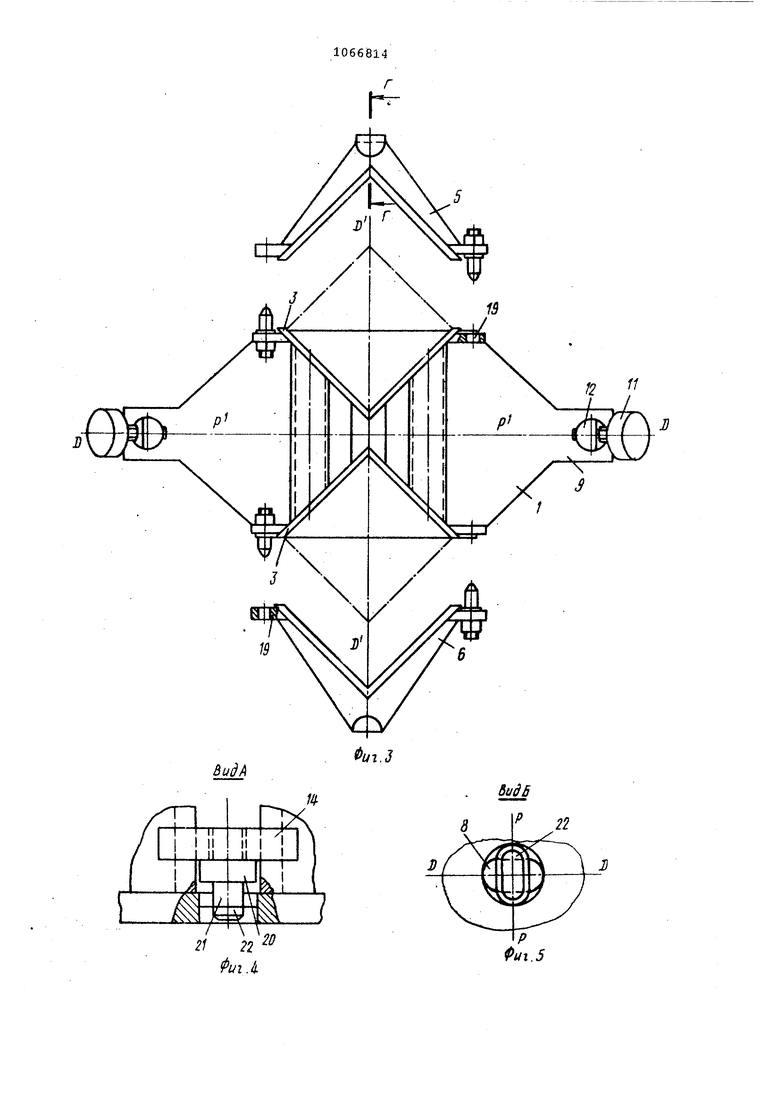
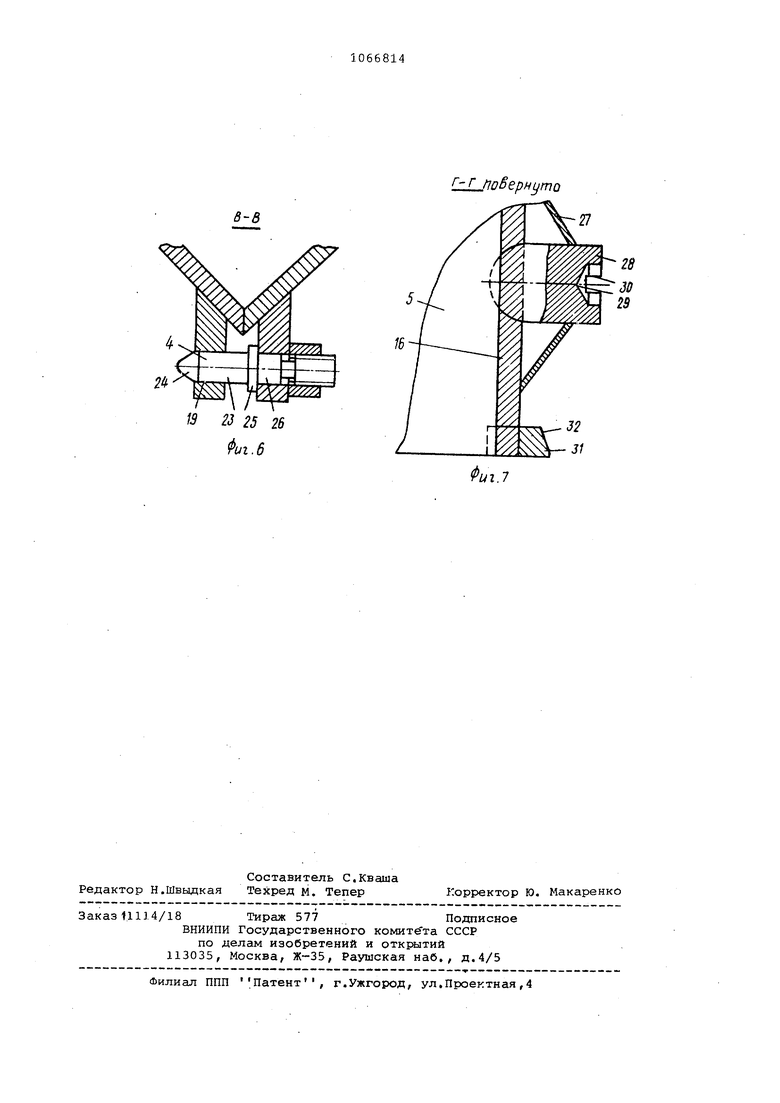
Изобретение относится к произво ству изделий из бетона, в частност к формам для изготовления образцов из бетона, и может быть использова но при производстве бетонных и железобетонных изделий. Известна форма для изготовления бетонных образцов, содержащая поддон, продольные и торцовые борта, перегородку и крепежно-распалубочные механизмьл l J . Недостатками известной формы являются низкая точность и нестабильность геометрических размеров образцов, получаемых в формах из-з отсутствия точной фиксации формооб разующих элементов. Наиболее близкой к изобретению по назначению и достигаемому результату является форма для изгото ления контрольных образцов из бето ных смесей, содержащая поддон с упорами для установленных на поддо угловых формообразующих элементов с диагональным разъемом 2. Недостатком этой формы является выполнение ее одноместной, а также неудобство съема изделия с поддона Цель изобретения - обеспечение удобства распалубки и повышение производительности. Эта цель достигается тем, что форма для изготовления контрольных образцов из бетонных смесей, содер жащая поддон с упорами для установ ленных на поддоне угловых формообр зующих элементов с диагональнымразъемом, снабжена дополнительными угло выми элементами, расположенными оппозитно основным и жестко связанны ми между собой, и фиксатором основных и дополнительных формообразующих элементов относительно друг дру га в виде охватывающего их хомута и упорного винта. На фиг. 1 изображена форма, общий вид на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, после распалубки; на фиг, 4 - вид А на фиг. 2; на фиг. 5 - вид Б на фиг.1 на фиг. 6 - сечение В-В на фиг, 1; на фиг. 7 - сечение на фиг. 3, Форма для изготовления образцов из бетона состоит из поддона 1 с винтовыми упорами 2, крестовины 3, установочных пальцев 4, угловых бортов 5 и б, стяжного элемента 7, Поддон 1 (фиг. 3) выполнен в виде пластины, конфигурация которой представляет собой правильный шестиугольник,, вытянутый по оси D-D с примыкающими к нему прямоугольниками, имеющей в центре симметрии отверстие 8 (фиг. 5), продольная ось которого совпадает с осью ,а в консолях 9 выполнены резьбовые Ьтверстия 10. аинтовые упоры 2 выполнены в ви- . де винтов 11, ввинченных в бобышки 12, установленные на резьбе в отверстиях 10 поддона. Крестовина 3 (фиг. 1-3) выполнена в виде неподвижно соединенных посредством перемычек 13,14 и двух трубчатых связей 15, встречно расположенных по продольной оси D-D формы, угловых формообразующих элементов 16 с внутренним углом между гранями 90- и имеющих консоли 17 и 18 с отверстиями 19 {фиг.С) для крепления и фиксирования установочных пальцев 4. В перемычку 14 (фиг,, 4J ввинчен фиксирующий палец 20 с проточкой 21 и буртиком 22. срезанным по форме отверстия 8 в поддоне 1 параллельно поперечно оси крестовины Р-Р. Каждый из установочных пальцев 4 (фигс 6) выполнен в виде цилиндрического стержня с гладкой рабочей частью 23, оканчивающейся заходным конусом 24 и отделенной буртикдм 25 от посадочной части 26 с резьбовым концом, закрепленным на консоли крестовины 3 или угловых бортов 5 и 6. Установочные пальцы расположены относительно плоскости симметрии крестовины, проходящей через ось Р-Р, по принципу зеркального отражения . Угловые борта 5 и С (фиг.2,3 и 7) выполнены в виде уголков 16 и снабжены ребрами жесткости 27 из углового профиля, консолями 17 и 18 для установочных пальцев 4, бобышкой 2Ъ имеющей коническое углубление 29 и горизонтальную прорезь 30, а также лапкой 31, имеющей скос 32, Стяжной элемент 7 (фиг, 2) выполнен в виде хомута 33, закрепленного на концах равноплечего рычага 34, в качестве опоры кото1Х)го служит упорный винт 35. Работа с формой осуществляется следующим образом. После нанесения антиадгезионной смазкк на все формообразующие поверхности крестовины 3 угловых бортов 5 и 6 поддона 1 на поддон устанавливается крестовина, предварительно соединенная с угловыми бортам1Ч посредством установочных пальцев 4 так, что плоскость ее симметрии , проходящая через ось Р-Р, совпадает с осью сигФ етрии поддона D-D, при этом фиксирующий палец 20 входит в отверстие 8 поддона 1, а крестовина 3 прилегает к поддону уголками 16, При повороте- крестовины вокруг оси фиксирую1цсго пальца 2С происходит ее фиксация относительно поддона, Повернутая до совпадения осей /U-D и D-Dкрестовина винтовыми упорами 2 притягивается к . За-.
тем собранная таким образом форма охватывается хомутом 33 стяжного элемента и вращением упорногэ винта 35 натягивается, создавая усилия сжатия в стыках формы.
Собранная форма заполняется- бетоном, и затем происходит весь технологический цикл изготовления образцов.
Распалубка формы осуществляется следующим образом.
Предварительно ослабляется упорный винт 35, снимается стяжной элемент 7, ослабляются винты 11, затем
крестовина 3 с угловыми бортами 5 и 6 и полученными образцами поворач вается на 90°, угловые борта отделяются от крестовины. Съем получен ных образцов осуществляется вручную.
Возможны другие варианты последовательности сборки и распалубки формы.
Предлагаемая конструкция формы для изготовления образцов из бетона
позволяет повысить производитель- . ность за сЧет удвоенного съема изделий , а также обеспечить удобство распалубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления ребристых плит из бетонных смесей | 1986 |
|
SU1570906A1 |
| Форма для изготовления железобетонныхблОКОВ | 1979 |
|
SU835757A1 |
| Форма для изготовления бетонных образцов | 1983 |
|
SU1135657A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1135658A1 |
| Форма для изготовления контрольных образцов бетона | 1982 |
|
SU1065207A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1097500A1 |
| Форма для изготовления бетонных образцов | 1983 |
|
SU1110640A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1986 |
|
SU1414649A1 |
| УСТРОЙСТВО ДЛЯ ОТГИБА ПРЕДВАРИТЕЛЬНО НАПРЯГАЕМОЙ АРМАТУРЫ | 1972 |
|
SU435340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНЫХ ОБРАЗЦОВ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая поддон с упорами для установленных на поддоне угловых формообразующих элементов с диагональным разъемом-, отличаю щ а я с я тем, что, с целью обеспечения удобства распалубки и повышения производительности, она снабжена дополнительными угловыми злементами, расположенными оппозитно основным и жестко связанными между собой, и фиксатором основных и дополнительных формообразующих элементов относительно друг друга в виде охватывающего их хомута и упорного - SS винта. О) О5 оо 7, 
. А « « ,7
Г
ЗидА
in.J
м 21 22
Фиг Л
8
С:ЛЛоёернутй
W 23 25 26 Фиг.6
5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Итоги всесоюзного конкурса на формы для контрольных образцов бетона, - Бетон и железобетон, 1977, 2, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
