Существующие разъемные кокили для отливки ребристых конструкций (например головок цилиндров) центробежным способом состоят из набора отдельных пластин, образующих ребристый контур. Недостатком этих кокилей является заклинивание пластин при охлаждении отливаемого изделия.
В предлагаемом кокиле этот недостаток устранен применением для образования ребер труб металлических полуколец, которые расклинены металлическими вставками, удаляемыми после отливки трубы.
На фиг. 1 изображен вид спереди кокиля для . отливки ребристых труб; на фиг. 2-продольный разрез его; на фиг. 3-деталь полукольца и вставки; на фиг. 4-установка для центробежной отливки ребристых труб в четырех кокилях.
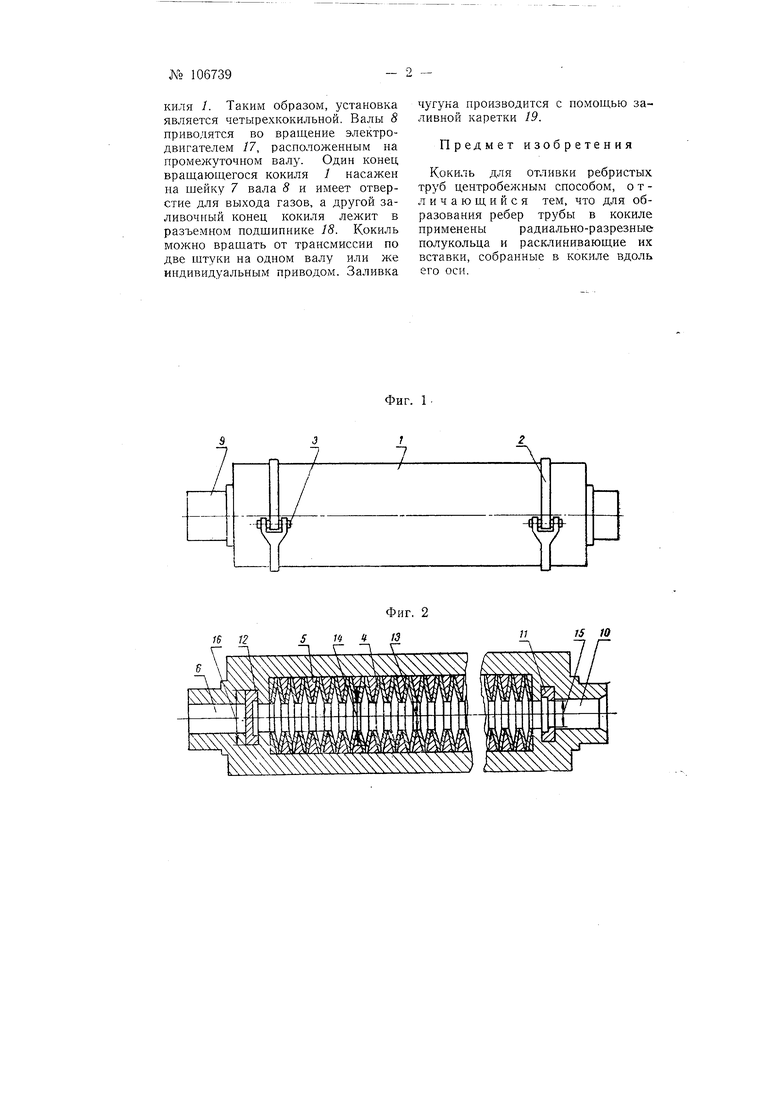
Кокиль / представляет собою разъемный корпус из двух одинаковых половин, скрепленных двумя хомутами 2 с замками в виде клиньев 3. Внутри кокиля вставлены элементы в виде полуколец 4, образующие ребра отливаемых чугунных труб. Между полукольцами 4 расположены вставки 5, удаляемые при охлаждении трубы до температуры около 800° во избежание
;;як.тп1пша1 Г1я 11О.чуко.лец. Гнездо 6 служит для посадки на шейку 7 вала 8, а н,анфа 9 вводится в подшип-. ник. Горлов1П1а 10 предназначена для заливки чугуна. Стерл ни И и 12 образуют проушины во фланцах
трубы для 6().:iTOB И ПрИЛИВЫ ДЛЯ
Прокладок. Размер 13 обусловливает величину наружного диаметра трубы, размер 14-величину диаметра ребер трубы, размер 15-величину внутреннего диаметра трубы, а размер 16, равный диаметру стержней // и 12,-величину диаметров фланцев трубы. Передний стержень 11с отверстием для заливки в центре служит для наполнения кокиля / чугуном (лтля заливки), а задний стержень 12 имеет отверстия для выхода газов при заливке.
Фла1щы трубы образуются в земляных стержнях. Это необходимо потому, что кокильная отливка имеет значительный отбел, который может затруднить последующую обработку трубы на токарном станке (торцовка и проточка канавок).
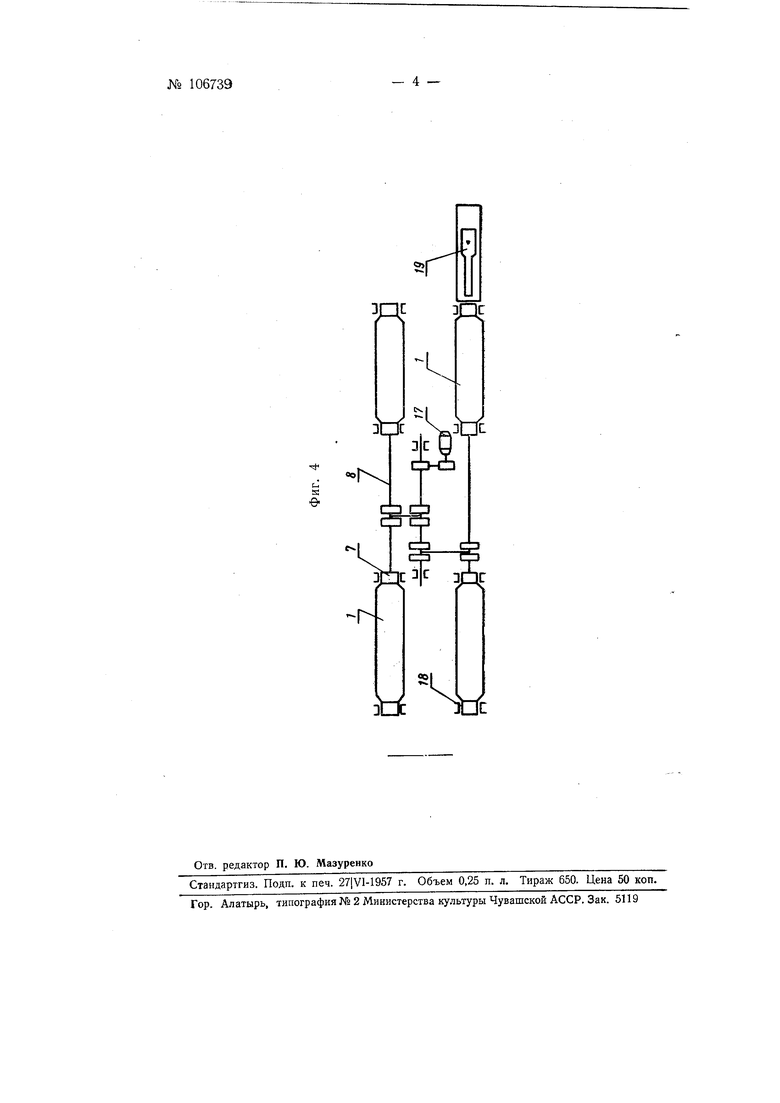
Установка для центробежной отливки труб выполнена в виде металлической рамы с двумя валами 8, обслуживающими по два коКИЛЯ 1. Таким образом, установка является четырехкокильной. Валы 8 приводятся во вращение электродвигателем /7, расположенным на промежуточном валу. Один конец вращающегося кокиля 1 насажен па щейку 7 вала 8 и имеет отверстие для выхода газов, а другой заливочный конец кокиля лежит в разъемном подшипнике 18. Кокиль можно вращать от трансмиссии по две щтуки на одном валу или же индивидуальным приводом. Заливка
чугуна производится с
помощью заливной каретки 19.
Предмет изобретения
Кокиль для отливки ребристых труб центробежным способом, отличающийся тем, что для образования ребер трубы в кокиле применены радиально-разрезные полукольца и расклинивающие их вставки, собранные в кокиле вдоль его оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Металлическая форма для отливки чугунной ребристой отопительной трубы | 1961 |
|
SU150987A1 |
| КОКИЛЬ ДЛЯ ОТЛИВКИ ПОРШНЯ С ОХЛАЖДАЕМОЙ ПОЛОСТЬЮ | 1995 |
|
RU2098229C1 |
| Кокиль для литья чугунных калиброванных валков | 1987 |
|
SU1671406A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Кокиль | 1977 |
|
SU737111A1 |
| Кокиль | 1976 |
|
SU648334A1 |
| Форма | 1973 |
|
SU452418A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |

Фиг. 1
Фиг. 2
sx biaH2i N
j
Фиг. 3
Л «
L.
Ф (6у 4J
