1
Изобретение относится к области литейного производства, а именно к конструи циям кокилей для литья поршневыж колец без отбела.
Известны формы для литья поршневых
колец, содержащие металлический корпус и керамические встаики, оформляющие отливки. Однако отмечается низкое качество отливаемых колец.
В предлагаемой форме керамические ;: вставки установлены в металлических полук льцах, сцентрированных относительно друг друга при помощи выступов и впадин и скрепленных болтами. В стенках корпуса выполнены полости, заполненные нагретым кварцевым песком.
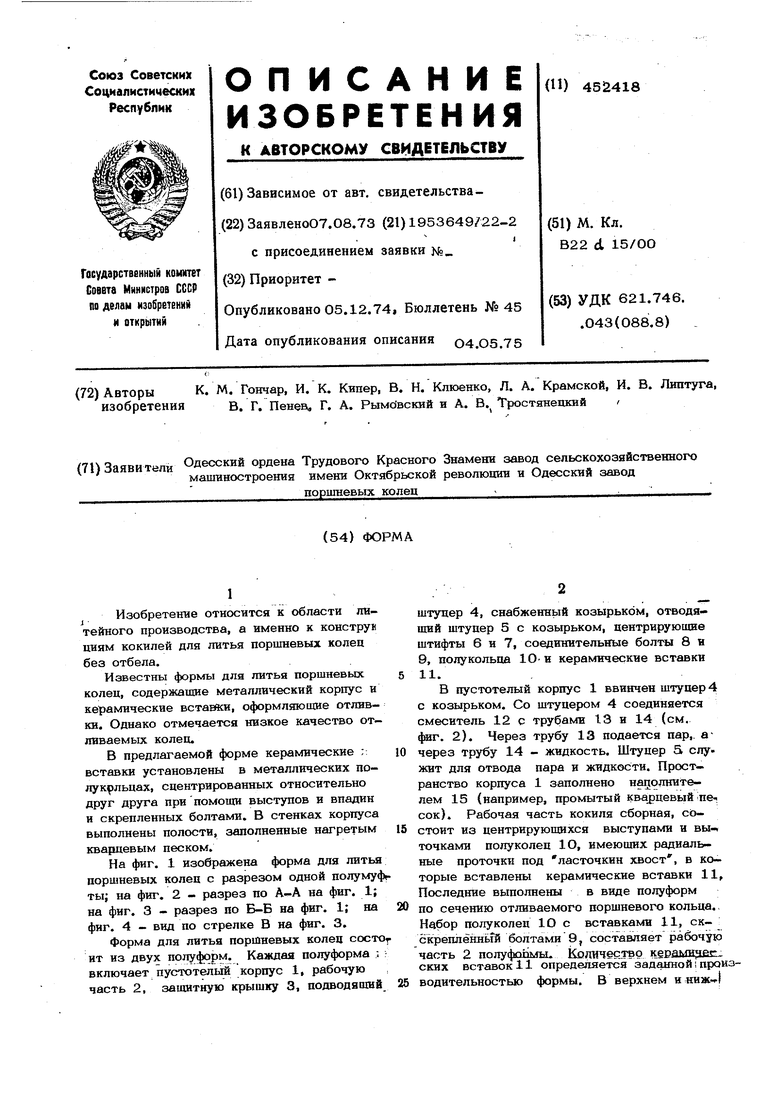
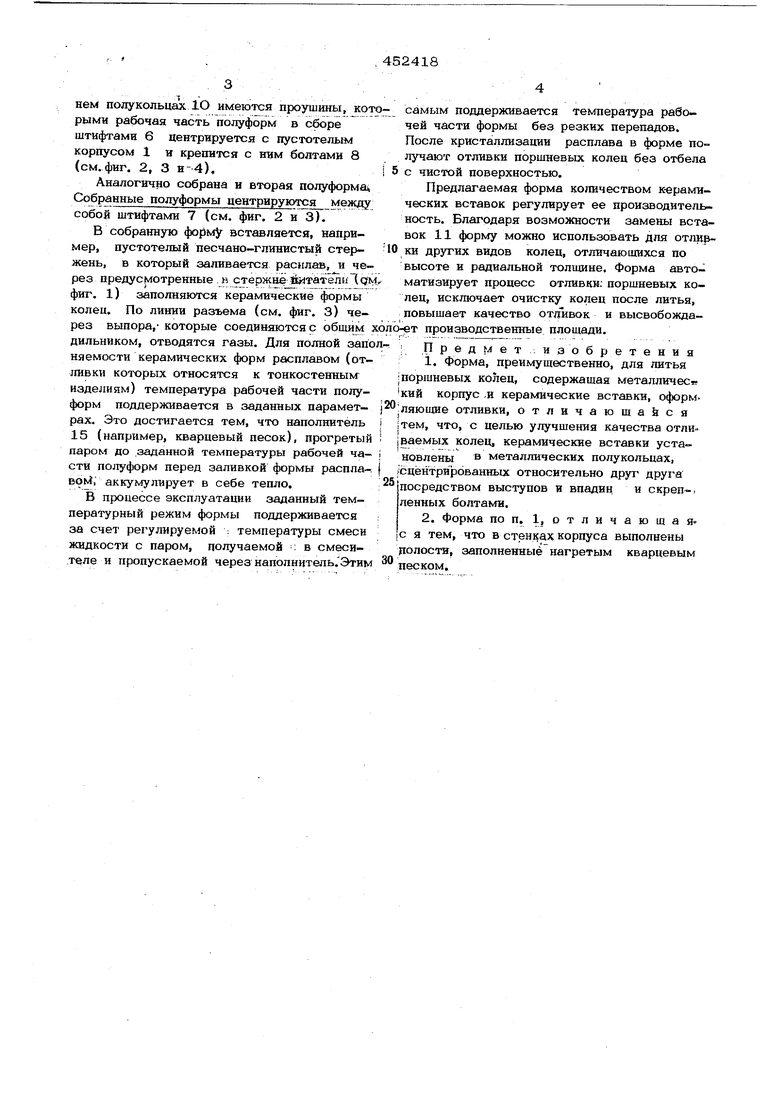
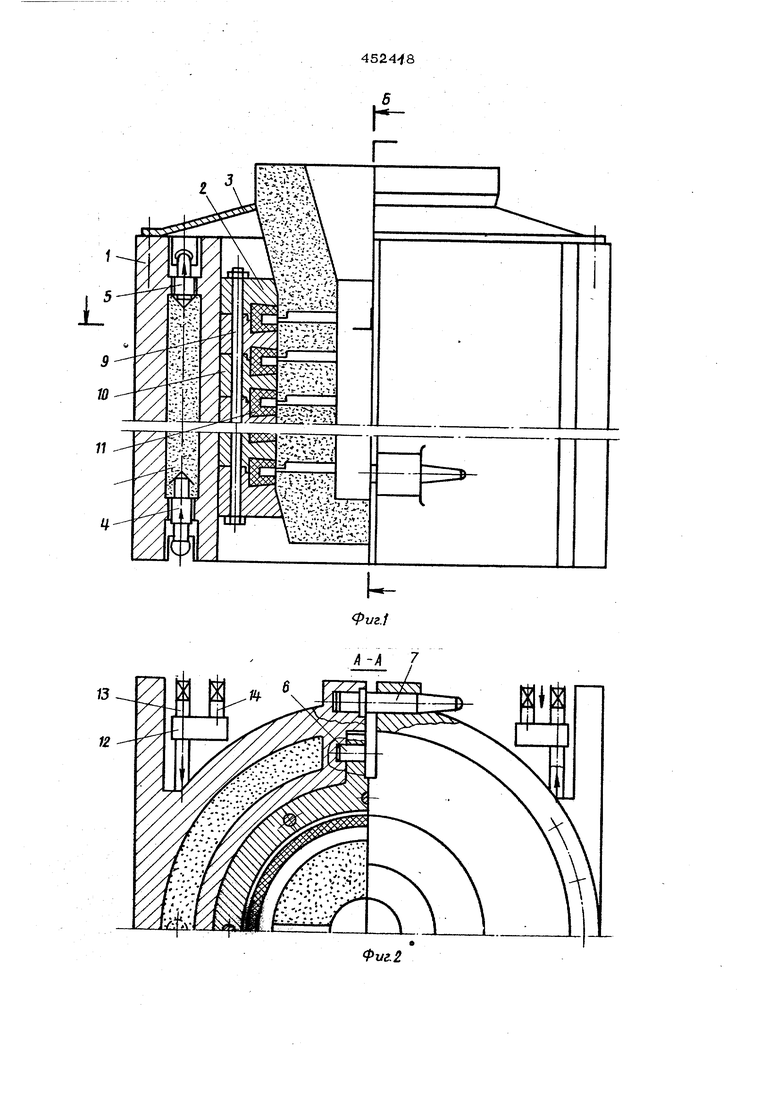
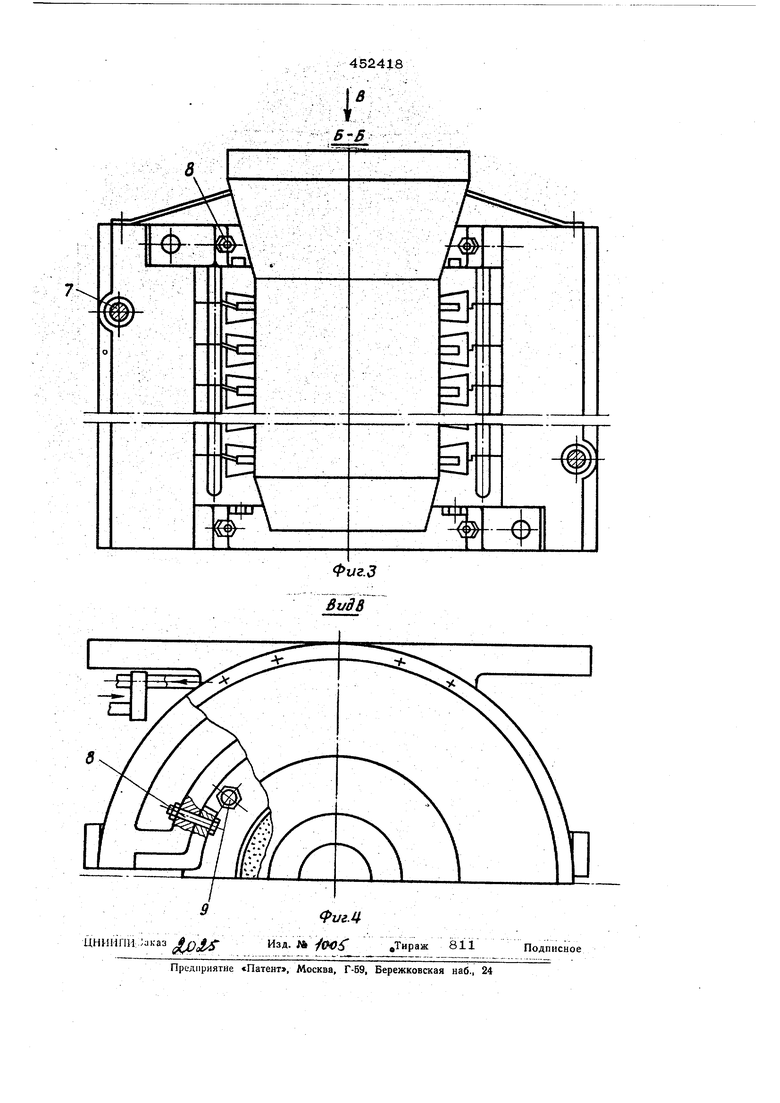
На фиг. 1 изображена форма для литья поршневых колец с разрезом одной полумуф ты; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-В на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 3.
форма для литья поршневых колец состо ит из двух полуформ. Каждая полуформа ; включает пустотелый корпус 1, рабочую часть 2, защитную крышку 3, подводящий
штуцер 4, снабженнь1й козырьком, отводящий щтуцер 5 с козырьком, центрирующие штифты 6 и 7, соединительные болты 8 и 9, полукольца 10 и керамические вставки 11.
В пустотелый корпус 1 ввинчен штуцер 4 с козырьком. Со штуцером 4 соединяется смеситель 12 с трубами 13 и 14 (см. фиг. 2). Через трубу 13 подается пар,, ачерез трубу 14 - жидкость. Штуцер 5 слу. жит для отвода пара и жидкости. Пространство корпуса 1 заполнено надолнителем 15 (например, промытый ква рцевый ine сок). Рабочая часть кокиля сборная, состоит из центрирующихся выступами и вы- точками полуколец 1О, имеющих радиальные проточки под ласточкин хвост, в которые вставлены керамические вставки 11, Последнне выполнены в виде полуформ по сечению отливаемого поршневого кольца., Набор полуколец 1О с вставками 11, скскреплённьгй болтами 9, составляет рабочую часть 2 полуфошмьи Количество кепамичегских вставок 11 определяется заданнойiпроиводительностью формы. В верхнем и ниж-г|
3,.4
нем полукольцах lO имеются проушины, кото- самым поддерживается температура раборыми рабочая часть полуформ в сборечей части формы без резких перепадов,
штифтами 6 центрируется с пустотелымПосле кристаллизации расплава в форме покорпусом 1 и крепится с ним болтами 8лучают отливки поршневых колец без отбела
(см. фиг. 2, 3 и-4),I 5 с чистой поверхностью.
Аналогично собрана и вторая полуформа,Предлагаемая форма количеством к-ерамиСобранные полуформы центрируются между ческих вставок регулирует ее производительсобой штифтами 7 (см. фиг. 2 и 3).ность. Благодаря возможности замены встаВ собранную вставляется, напри-вок 11 форму можно использовать для отлиэмер, пустотелый песчано-глкнистый стер- Ю ки других видов колец, отличающихся по жень, в который заливается расплав, и че- высоте и радиальной толщине. Форма авторез предусмотренные .в стержне йятатёлнДам, матизирует процесс отливки; поршневых кофиг. 1) заполняются керамические формылец, исключает очистку колец после литья,
колец. По линии разъема (см. фиг. 3) че- повышает качество отливок и высвобождарез выпора,- которые соединяются с общим холо-ет производственные площади, дильником, отводятся газы. Для полной запол V Пред мет из обретения няемости керамических форм расплавом (от-1. форма, преимущественно, для литья
ливки которых относятся к тонкостенным поршневых колец, содержащая металлическ
изделиям) температура рабочей части полу- кий корпус.и керамические вставки, оформ. форм поддерживается в заданных парамет- |20:ляющие отливки, отличаюша&ся pax. Это достигается тем, что наполнитель | |тем, что, с целью улучшения качества отли15 (например, кварцевый песок), прогретый 1 |ваемых колец, керамические вставки устапаром до .заданной температуры рабочей ча- i новлены в металлических полукольцах, сти полуформ перед заливкой формы распла-г | .гсцёнтрированных относительно друт друга воМ, аккумулирует в себе тепло,25
В процессе эксплуатации заданный температурный режим формьг поддерживается
за счет регулируемой ; температуры смеси с я тем, что в стенках корпуса выполнены жидкости с паром, получаемой - в смеси- долости, заполненные нагретым кварцевым теле и пропускаемой через наполнитель.Этим песком.
,452418
посредством выступов и впадин и скреп-, ленных болтами.
2. Форма по п. 1, о т л и ч а ю щ а я1