1
Изобретение относится к области литейлого производства, именно к конструкциям металлических форм - кокилей для отливки винтовых изделий типа шнеков.
В яастоящее время детали винтовой формы, например шнеки для 1вииных прессов, изготавливают литьем в несчаные формы. Метод литья в песчаные формы не позволяет получать отливки, например шнеки, необходимой чистоты по(верхно ти и точности (размеров, кроме того, данный метод сравнителыно трудоемкий и не обеспечивает получения качественных деталей.
В то же время широко распространен метод Л|Итья в кокиль, технология которого не имеет недо€тат1ков, присущих литью в песчаные формы.
Известен, в частности, к-окиль, включающий в себя две полуфор мы, литников,ую Систему для заполнения кокиля расплавленным -металлом, вставки для формирования конфигурации отливки. Вставки закрепляются фиксаторами. В таком кокиле м-ожно получать отливки сложной формы 1.
Однако кокиль .известной конструкции не позволяет получать детали с винтовой поверхностью, в частности шнеки, образующая пера которых наклонена к оси вала под углом, близким к 90°. В дальнейшем такие винты характеризуются, как имею(54) КОКИЛЬ
щие «теневые места, препятствующие извлечению отливок из формы.
Кроме того, при литье шнеков в кокиль происходит торможение лилейной усадки, в результате чего на отливке образуются трещины и происходит отрыв пера.
Целью изобретения является получение в кокилях литых деталей винтовой формы, .в частности шнеков, в которых перо обра10зует «теневые места.
Это достигается тем, что на внутренних поверхностях иолуфор1м выполнены «анавки треугольного или гралециевидного ,ирофил 1 с щагом, равным шагу пера .отливаемого
15 изделия. Вставки выполнены в виде полуколец по профилю канавок и помещены в канавки попарно.
По поверхности разъема вставок в каждой паре 1выполнен й полость по форме пера
20 изделия. К полуформаМ вставки прикреплеиы с возмол{:ностью радиальното и осевого смещения.
Особенностью кокиля является то, что вставки соединены с полуформами посред25ством пазовых серег и длина серег каждой вставки в паре различна, что обеспечивает последовательное отделение вставок от по1верхности изделия при разъеме полуформ. На фиг. 1 изображен кокиль в сборе; на фиг. 2 - разрез Л-А на фиг. 1; на фиг. 3-
30
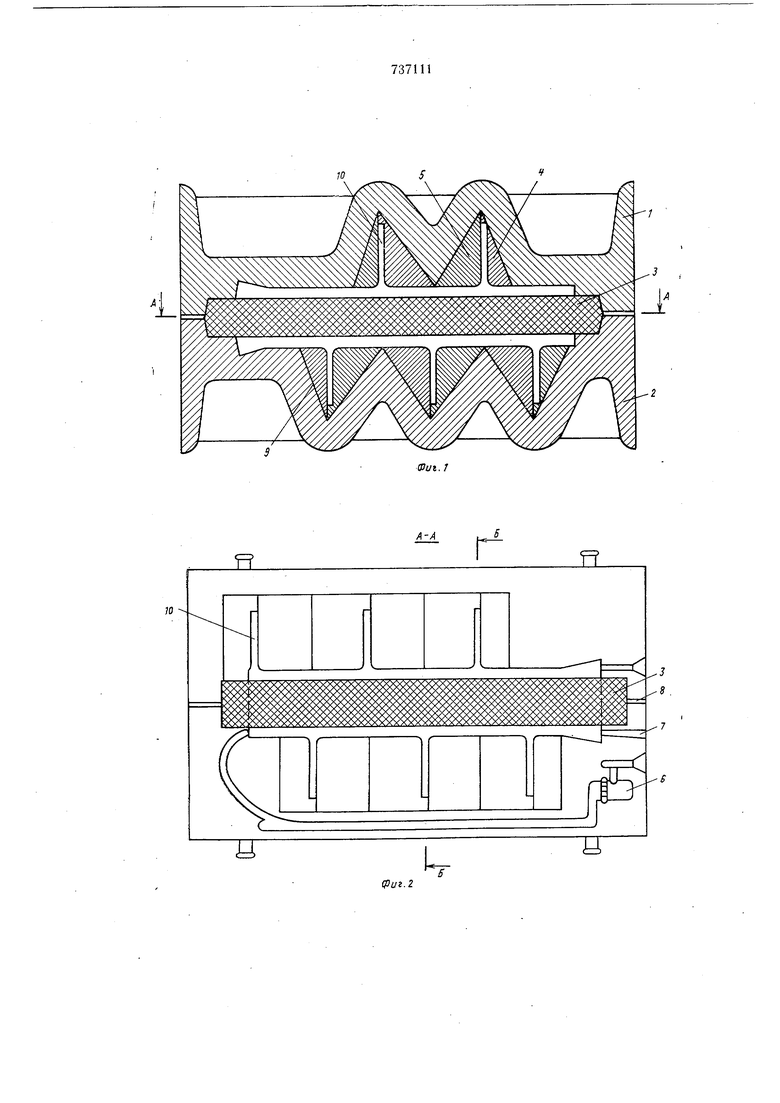
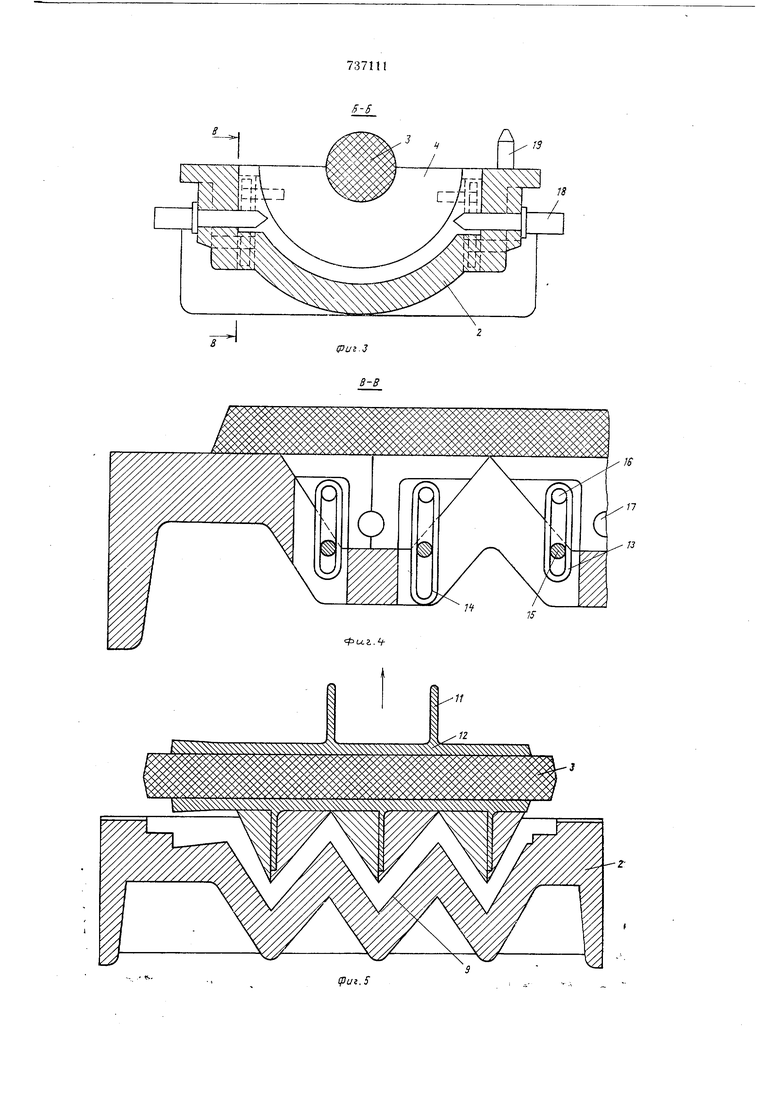
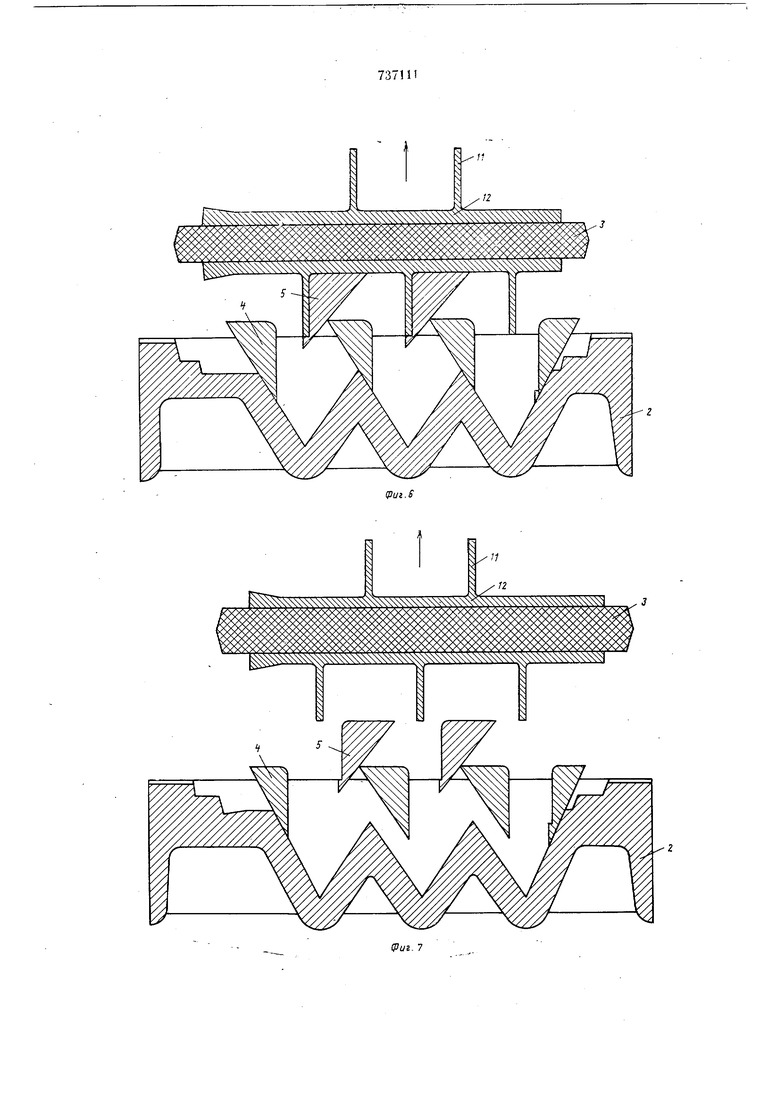
разрез Б-Б ,на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; .на фпг. 5 и 6 .показаны моменты лоследо.вательного отделения вставок от поверхности изделия; на фн.г. 7 - момент полного :ИЗВлечения изделия из кокиля.
КОКиль в сборе состоит из .правой пол формы / и левой полуформы 2, стержня 5, металлических Вставок 4 и 5, литш1КО|ВОЙ системы 6 с вы.иоррм 7. Стержень 3 связал с апмосферой воздуховодом 8. Литниковая система 6, выпор 7 и воздуховод 5 размеидены по разъему кокиля. На знутренней ловэрх,ности лолуформ У и 2 выполнены канавки 9 тал, что (канаВКИ одной полуформы переходят в канавки другой полуформы (можло со сдБйгом), образуя .вместе одн.у непрерывную канавку, шаг которой равен шагу пера отливаемой детали. Стенки канавок в сечении пря молилейны и образуют профиль треугольной или трапециевидной формы. Вста.вки 4 и 5 выполнены в виде иолужолец, образующих между собой пары, и помещены IB канавки 9 так, что их поверхности п,рилегаЕОт к стемкам канавок. По поверхности разъема вставок нары выполнена полость 10 по форме пера /У отливаемой детали /2. Вставки и 5 связаны со своими полуфо,р,мами / и 2 иосредством пазовых серег /5 и 14. Серьги 13 и 14 имеют 1вид сдавленных колец и одеты на пальцы 15, заиресоваеные в полуформы 1 и 2, и пальцы 16, запрессованные во вставки 4 и 3. Серьги 13 и 14 .различны по длине: серьти 13, предназначенные для вставок 4, имеют меньшую длину, чем серьги 14, предназначенные для вставок 5. В полуформах 1 и 2 в отверстиях 17 имеются фиксаторы 18 для удерживания вставок 4 и 5 в. рабочем положении, а та.кже штыри 19 для центрирования полуфорМ / и 2 кокиля.
Прочность конструкции кокиля обеспечивается за счет ребер л есткости. Сборка 1кокпля и извлечение из ,него отливки (детали) 12 осуществляются помощи изместных средств.
Отливка винтовых деталей, например щнекав, в кокиле происходит следующим образам.
После заафепления вставок 4 и 5 с помощью фиксаторов 18, подогрева полуформ / и 2 газовой горелкой и установки стержня 3 полуформы / и 2 центрируются собой штырями 19 и а1ч репляются зпругими замками. Кокиль устанавливается литниковой чашей вверх ,н заливается жидким металлом до появления его в вьшо.ре 7. При охлаждении металла происходит усадка отЛИВ.КИ во всех направлениях, при этом перья шнека начинают давить на вставки 4 и 5, которые, перемещаясь ио наклонным поверхностям ка.навок 9, дают возможность ПОЛНОЙ усадки отливки. При перемещении вставок 4 и 5 увеличивается зазор |Между полуформами / и 2, (который поддерживается при помоЩИ упругих 3aiM.KOB.
После охлаждения отливки пол.з формы У и 2 отделяют одну от другой. При этом вставки 4 и 5, взаимодействуя с полуфор.мами / и 2 через серьги 13 и М, отделяются от отливки, смещаясь в осевом и радиальном направлениях последовательно: сначала вставки 4 после вы-бора зазора в своих более коротких серьгах 13, а затем встава :Н 5, когда будет выбран зазор в больщих по длнне серьгах 14.
Описываемый .ко.киль позволяет отлизать детали с виитовой поверхностью, имеющей «теневые места. При этом форма отливки, перо которой образует «теневые места, не препятствует из|влечению ее из кокиля, так как конструкция вставок имеет радиальную и осевую подвижность относительно полуформ.
Формула И 3 о б р е т е н ,и я
1.Кокиль, содержащий полуформы, литниковую систему и вставки с фиксаторами, отличающийся тем, что, с целью получения деталей винтовой форимы, на 1в.ну7ренних поверхностях полуформ выполнены канавки много;гранного профиля с щагом, равным шагу пера отливаемого изделия, а вставки выполнены в виде полуколец по профилю канавок, помещены в канавки попарно и прикреплены к полуформам с .возможностью радиального и осевого смещения, при этом .по повврхноюти ра.зъема йстаIBO.K каждой пары выполнена полость по форме пера изделия.
2.Кокиль .по п. I, отличающийся тем, что вставки прЕкреплены IK полуформам посредством пазовых серег, одетых на пальцы, выполненные .в полуформах и вставках, при этом длина серег )вставк;и в паре различна.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 460936, кл. В 22 D 15/00, 1974.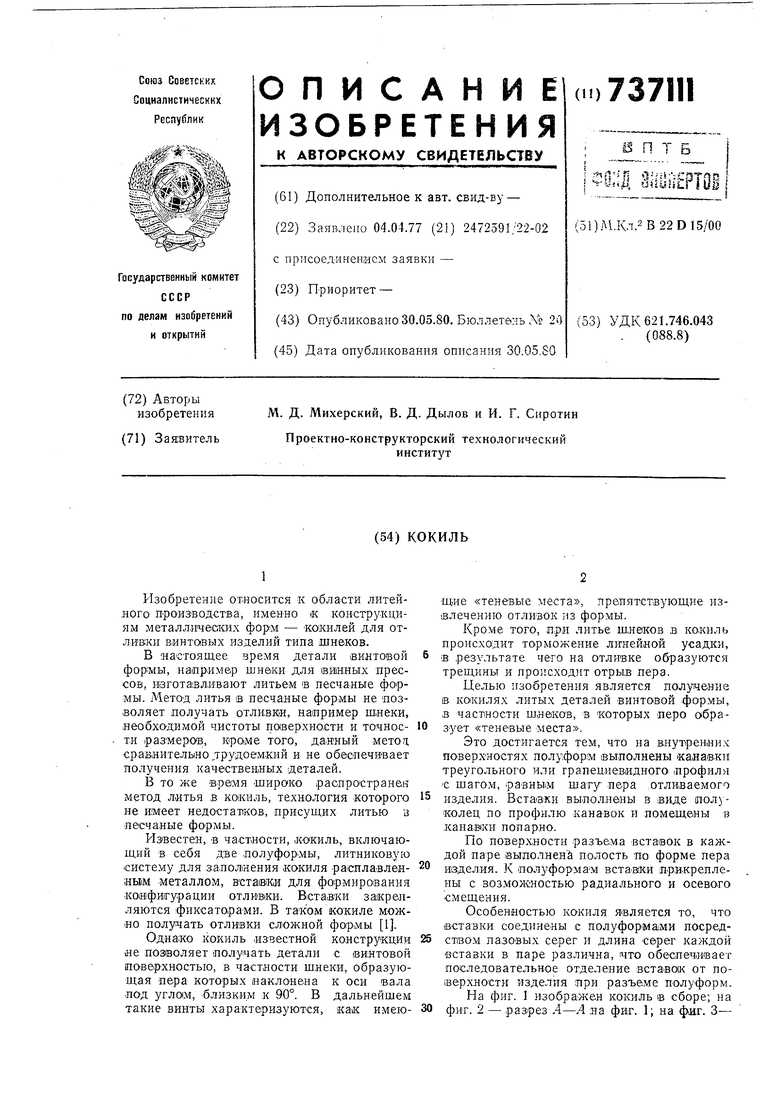

PUi.3
13
