Р
00
ю У1
N0
Изобретение относится к автома тизации технологических процессов в машиностроении и приборостроении, в частности к средствам автоматизации операций свинчивания резьбовых соединений.
Известно устройство для сборки резьбовых соединений, содержащее корпус, привод, полый наконечник и упругий стержень, расположенный в отверстии наконечника для обеспечения автопоискового движения- завинчиваемого винта ClJ.
Недостатком устройства является весьма ограниченная область автопоиска, что снижает производитель ность устройства на сборочных операциях.
Известно устройство для сборки резьбовых соединений, содержащее корпус, привод, полый подпружиненшли наконечник, концентрично расположенную в нем отвертку, шарнирно сочлененную со ипйнделем привода и дитатель 2.
Недостатком устройства является низкая П1ЭО из водитель ность при его использовании на сборочных операциях.
Целью изобретения является повышение производительности при его использовании на сборочных операциях за счет расширения области автопоиска.
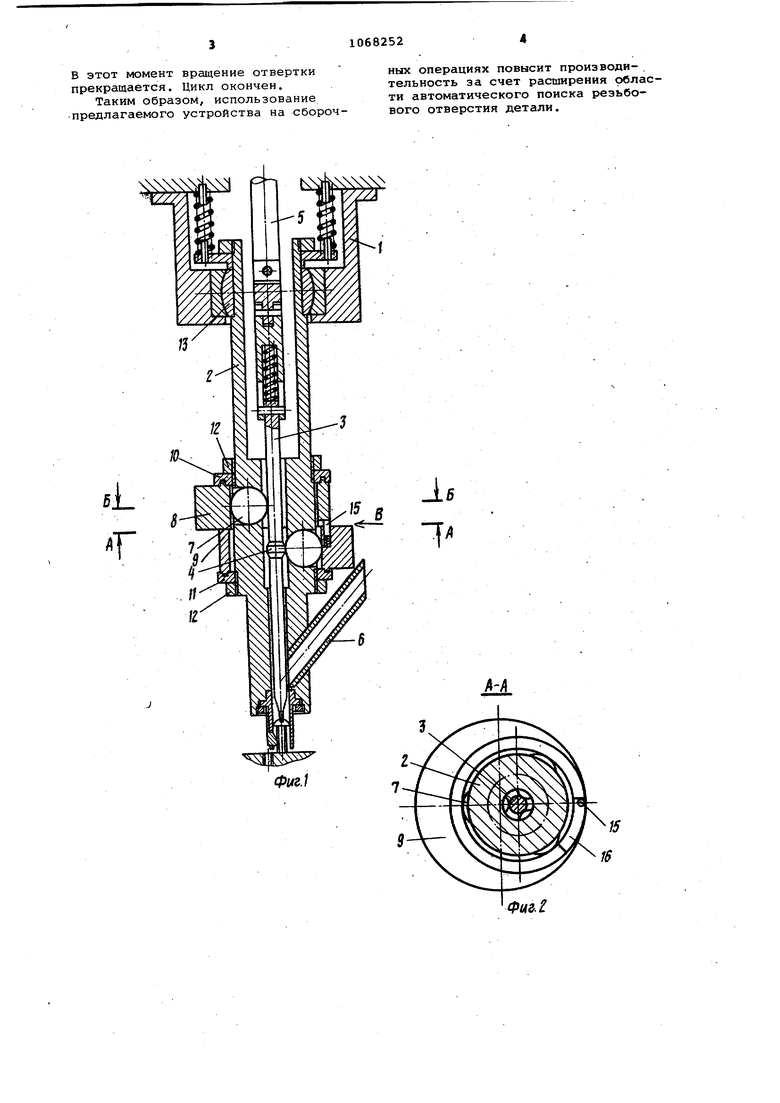
Цель достигается тем, что уст- ; ройство для сборки резьбовых соединений, содержащее корпус, привод, полый подпружиненный наконечник, концентрично расположенную в нем отвертку, шарнирно сочлененную со шпинделем привода и питатель, снабжено подпружиненньш упором, шар . ками и двумя эксцентриками с направляющими, неподвижно смонтированными на наконечнике, причем наконечник шарнирно закреплен в корпусе и имеет отверстия,в которых Ё асположйны шар ки с натягом относительно эксцентри ков, а отвертка выполнена ступенчатой, при этом.в одном из эксцентриков выполнен профильный паз, .а на другом смонтирован подпружиненны упор, расположенный в упомянутом пазу. На фиг. 1 изображено устройство с положением элементов в начальный момент автопоиска, общий вид; на фиг. 2 -. разрез А-А на фиг. 1, на фиг, 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1, на фиг.5 траектория конца винта.
Устройство для сборки резьбовых соединений содержит корпус 1, приво перемещения корпуса и вращения от.веки (не показаны), полый подпружиненный наконечник 2, концентрично расположенную в нем отвертку 3 с утолщением 4 и шарнирно сочлененную со шпинделем 5 привода ее вращения, питатель б, шарики 7, эксцентрики 8 и 9, направляющие 10 и 11 которых неподвижно закреплены гайками 12 на наконечнике 2, установленном в сферической опоре 13 в корпусе 1. Наконечник 2 имеет отверстиям 14,-в которых расположены шарики 7 с натягом между эксцентриками 8 и 9, отверткой 3 и утолщением 4. На торце эксцентрика 9, обращенном к эксцентрику 8,установлен подпружиненный упор 15, который в исходном положении размещен в профильном пазу 16.
Устройство работает следуняцим образом.
В верхнем исходном положении устройства отвертка 3 поднята вверх от канала питателя б, что не препятствует свободному прохождению винта по каналу в нижнюю часть наконечника 2, а эксцентрики 8 и 9 расположены диаметрально друг другу. После подачи викта через канал питателя 6 подается команда на опускание устройства вниз. При этом корпус опускается до упора, что соответствует некоторому расстоянию от торца НоЕКонечника до поверхности детали с резьбовым отверстием, отвертка до соприкосновения торца винта с поверхностью детали С резьбовым отверстием, при этом включается вращение отвертки, а ее утолщение 4 входит в контакт с шариками 7 эксцентрика 9. Вращение отвертки 3 вызывает вращение эксцентриков 8 и 9 и завинчиваемого винта. Вследстви того, что эксцентрик 9 вращается быстрее эксцентрика 8, то он начинает его догонять. При этом наконечник 2 отклоняется от верти кали, а вращающийся винт из-за его качения по поверхности изделия заставляет наконечник двигаться по траектории,имеющей рид расходящейся спирали, все более удаляясь от начала движения по мере сближения эксцентриков 8 и 9. В результате показанного движения винт находит резьбовое отверстие и заворачивается в него до упора головкой в плоскость изделия, при этом по команде устройство и отвертка отводятся в верхнее положение, а утолщение 4 отвертки 3 выходит из зацепления с шариками 7 эксцентрика 9, который останавливается, а продолжающий вращаться эксцентрик 8 занимает положение диаметральное эксцентрику 9, при этом упор 15 зацепляется боковой поверхностью профильного паза 16 и эксцентрик В увлекает за собой эксцентрик 9.
В этот момент вращение отвертки прекращается. Цикл окончен.
Таким образом, использование предлагаемого устройства на сборочных операциях повысит производи- . тельность за счет расширения области автоматического поиска резьбового отверстия детали.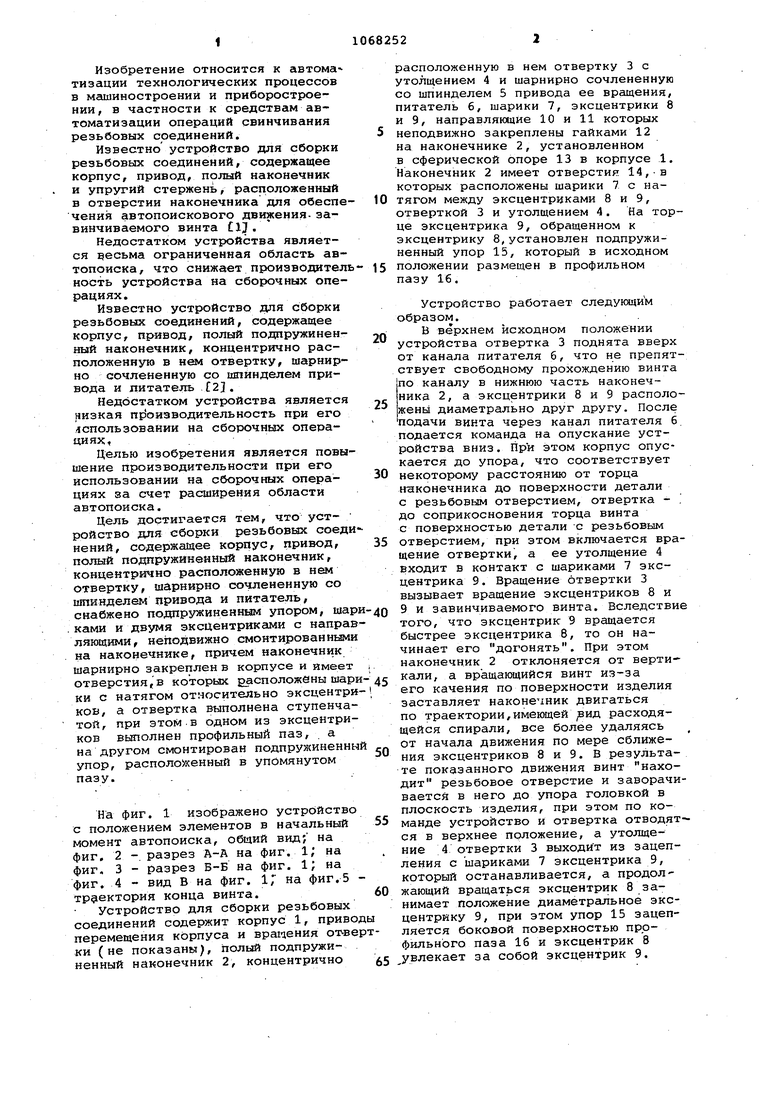
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резьбовых соединений и устройство для его осуществления | 1989 |
|
SU1824281A1 |
| Устройство для сборки резьбовых соединений | 1983 |
|
SU1143565A1 |
| Устройство для сборки винтов с шайбами | 1984 |
|
SU1256945A1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU929389A1 |
| Устройство для автоматической сборки с автопоиском | 1980 |
|
SU942927A1 |
| Винтоверт | 1983 |
|
SU1118521A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1703349A1 |
| Устройство для сборки крепежных элементов | 1981 |
|
SU973336A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, содержащее корпус, привод, полый подпружиненный- наконечник, концентрично расположенную в нем отверку, шарнирно сочлененную со шпинделем привода,и питатель, отличающееся тем, что, с целью повышения производительности, оно снабжено подпружиненным 5тором, шариками и двумя эксцентриками с направляющими, неподвижно смонтированными на наконечнике, причем наконечник шарнирно закреплен в корпусе и имеет отверстия, в которых расположены шарики с натягом относительно- эксцентриков, а отвертка выполнена ступенчатой, при.этом в одном Из эксцентриков выполнен . профильный паз, а на другом смонтирован подпружиненный упор, расположенный в упомянутом пазу. (Л
У I Фиг. 2
Фаъ.Ъ
Вид В
ФигА
