(54) УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ
1
Изобретение относится к машиностроению и может быть использовано при автоматизации сборочных процессов, в частности при сборке изделий свинчиванием.
Известно устройство для сборки резьбовых соединений, содержащее винтозавертывающую головку с приводом, вибробункеры, питатели, механизмы поштучной выдачи крепежных элементов 1.
Недостатком известного устройства является его низкая производительность сборки за счет того, что оно позволяет.устанавливать крепежные детали с одной стороны изделия и из-за отсутствия возможности автоматической подачи крепежных элементов в зону сборки.
Цель изобретения - повышение производительности сборки.
Цель достигается тем, что устройство снабжено установленными на винтозавертывающей головке механизмом досылки винтов, выполненным в виде шарнирно связанных и подпружиненных одна относительно другой губок, и механизмом досылки гаек, выполненным в виде подпружиненного толкателя, причем оба механизма кинематичесСОЕДИНЕНИЙ
ки связаны с дополнительно введенным приводом.
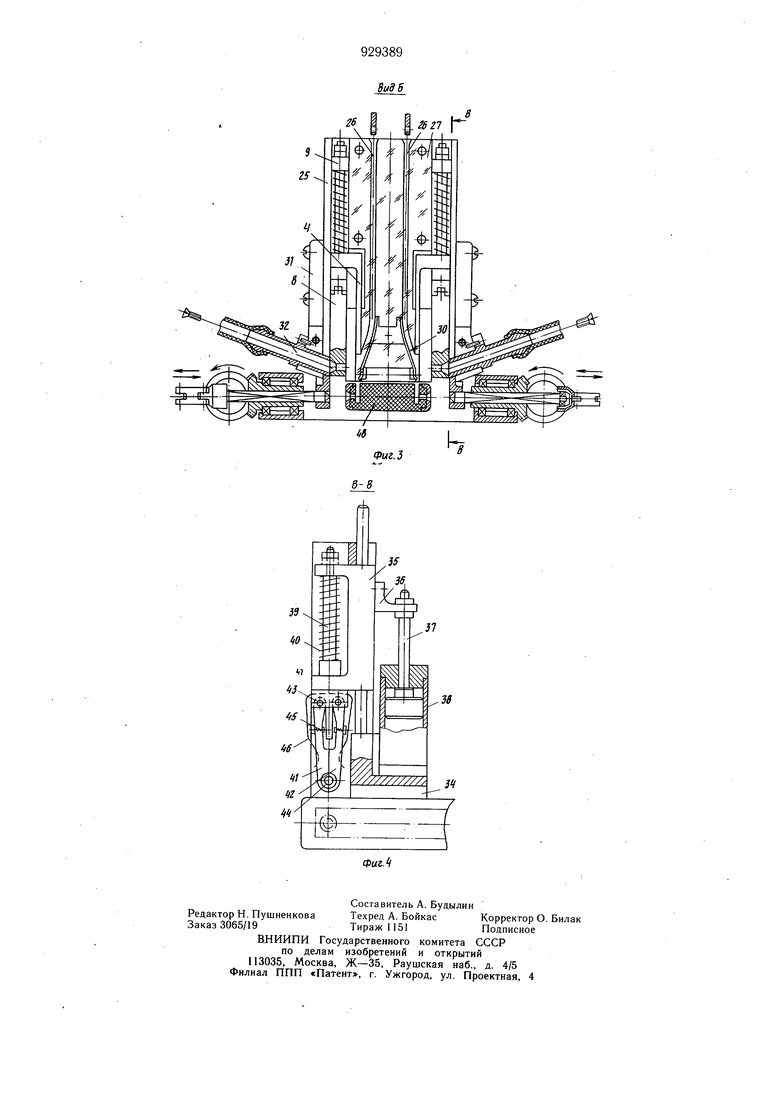
На фиг. 1 представлен общий вид устройства; на.фиг. 2 - разрез А-А на фиг. 1; на .фиг. 3 - вид по стрелке Б на фиг. 1;
5 на фиг. 4 - разрез В-В на фиг. 3.
Устройство для сборки резьбовых соединений состоит из основания 1, на котором установлены пневмокомандоаппарат 2 и стойка 3. На стойке 3 установлены вибробун,Q кер 4 подачи винтов и вибробункер 5 для подачи гаек, винтозавертывающая головка 6 с установленным на ней блоком 7 досылки крепежных элементов, включающим в себя механизм 8 досылки винтов и механизм 9 досылки гаек.
15 Винтозавертывающая головка 6 состоит из корпуса 10, в котором горизонтально и встречно смонтированы шпиндели с отвертками 11 и 12, соединенные с приводом 13 через конические щестерни 14 и 15, муф2Q ту 16 предельного крутящего момента и шестерни 17, 18 и 19, а в осевом направлении шпиндели 11 и 12 через муфту 20 соединены с плоскими регулируемыми пружинами 21 рычага 22, соединенного через муфту 23 с приводом 24. С помощью плоских
пружин 21 устанавливают необходимое осевое усилие на отвертках. Механизм 9 досылки гаек состоит из корпуса 25, симметрично продольной оси которого выполнены сквозные продольные каналы 26 для подвода гаек, крышки 27 трубчатых питателей 28 и механизма 29 поштучной выдачи гаек. Каналы 26 на выходе снабжены держателями 30, выполненными в виде упругих лепестков.
На боковых стенках корпуса 25 смонтированы кронштейны 31, посредством которых закреплены трубчатые питатели 32 для винтов, соединенные через механизм 33 поштучной выдачи винтов с вибробункером 5 для подачи винтов.
Механизм 8 досылки винтов состоит из установленных на стойках 34 ползунов 35, соединенных между собой планкой 36, связанной со штоком 37 силового цилиндра 38. Каждый ползун 35 снабжен штырем 39 и пружиной 40 и связан с губками 41 и 42, верхние концы которых установлены на пальцах 43.
Нижние концы губок имеют гнезда 44 под винты. Губки 41 к 42 снабжены упорными винтами 45 и подпружинены плоскими пружинами 46.
На штыре 39 установлены толкатели 47 для досылки гаек в базовую деталь 48.
Устройство для сборки резьбовых соединений работает следуюшим образом.
После включения устройства элементы, приводимые от силового цилиндра 38, занимают исходное положение; отвертки 11 и 12 отведены ползуны 35 с механизмами 8 и 9 находятся в верхнем положении.
Базовая деталь 48 располагается так, что пазы под гайки совпадают с каналами 26, а отверстия под винты совпадают с осями отверток.
При подаче сигнала на отработку цикла от пневмокомандоаппарата 2 срабатывают силовые цилиндры механизмов 29 и 33 поштучной выдачи винтов и гаек. Гайки по каналам 26 удерживаются в ориентированном положении держателями 30, а винты по трубчатым питателям 32 попадают в гнезда механизма 8 досылки винтов. Далее срабатывает силовой цилиндр 38, и ползуны 35, перемещаясь вниз, совмещают оси винтов с осью отверстия базовой детали 48, а толкатель 47 досылает гайки в паз детали 48. Включается привод 24 сведения отверток, и винты под действием осевого усилия раздвигают губки 41 и 42 н свинчиваются с гайкой.
При достижении установленного на муфте 16 крутящего момента происходит отключение муфты 16 и отвод отверток И и 12 в исходное положение. Ползуны 35 отводят механизмы 8 и 9 в верхнее положение. Цикл окончен.
Использование предлагаемого устройства позволит обеспечить повыщение производительности труда без переналадки устройства и без перекантовки собираемого изделия.
Формула изобретения
Устройство для сборки резьбовых соединений, содержащее винтозавертывающую головку с приводом, вибробункеры, питатели, механизмы поштучной выдачи крепежных элементов, отличающееся тем, что, с целью повышения производительности сборки, оно снабжено установленными на винто-завертывающей головке механизмом досылки БИНТОВ, выполненным в виде шарнирно связанных и подпружиненных одна относительно другой губок, и механизмом досылки гаек, выполненным в виде подпружиненного толкателя, причем оба механизма кинематически связаны с.дополнительно введенным приводом.
Источники информации, принятые во внимание при экспертизе 1. Корсаков В. С. Технологические основы проектирования средств механизации и автоматизации сборочных процессов в- приборостроении. М., «Машиностроение, 1971, с. 120, рис. 71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резьбовых соединений | 1983 |
|
SU1143565A1 |
| МЕХАНИЗИРОВАННАЯ СБОРОЧНАЯ УСТАНОВКА | 1991 |
|
RU2022753C1 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1703349A1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| Винтозавертывающая машина | 1973 |
|
SU478706A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| Устройство для сборки шарнирного соединения секаторов | 1983 |
|
SU1271702A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Многошпиндельное устройство длязАВЕРТыВАНия ВиНТОВ | 1979 |
|
SU810425A1 |
| Устройство для сборки винтов с шайбами | 1984 |
|
SU1256945A1 |