Изобретение относится к технологическому оборудованию для сборки разъемных соединений деталей машин, приборов, механизмов и т.п., в частности к винтозаверты- вающим устройствам.
Цель изобретения - повышение надежности сборки - реализуется путем установки в направляющих между призмой и рычагом подпружиненной пластины.
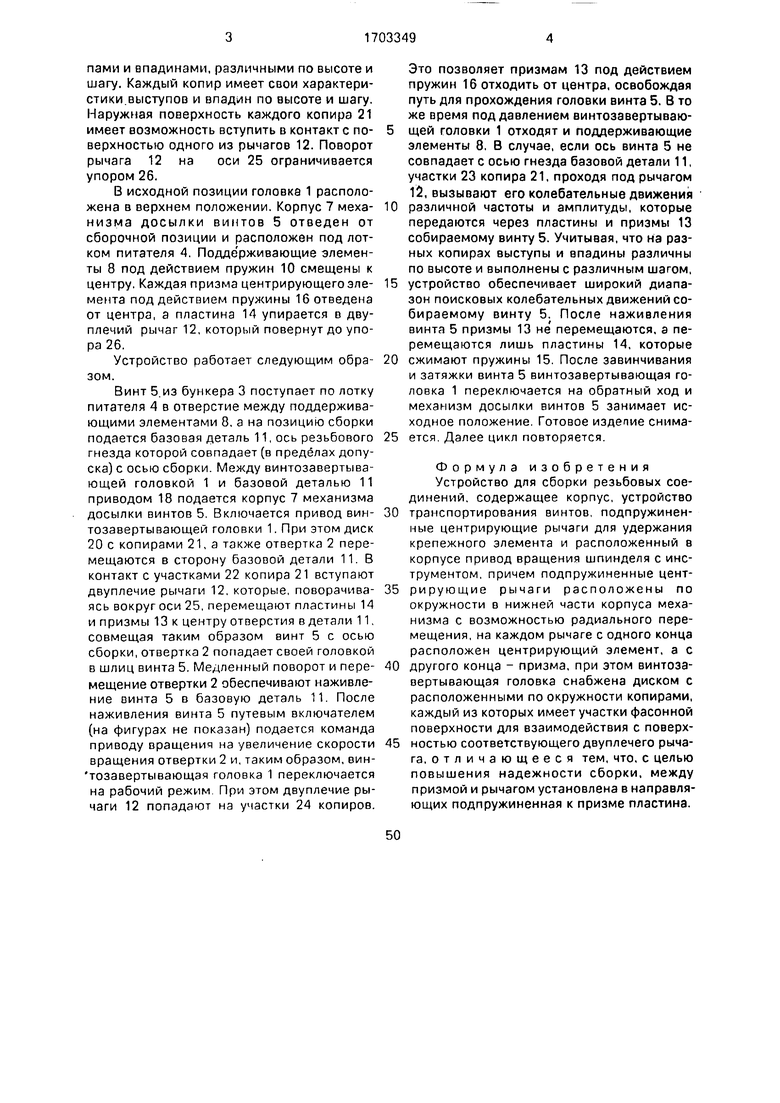
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1 на фиг. 5 - показаны профили двуплечего рычага и копира.
Устройство содержит винтозавинчиеа- ющую головку с отверткой 2 и приводом (на фигурах не показан) осевого перемещения и вращения, бункер 3 загрузочного устройства с лотком питателя А для винтов 5 и отсекателем 6, а также механизм досылки винтов, выполненный в виде корпуса 7, в котором со стороны, обращенной к отвертке 2, смонтированы поддерживающие элементы 8. Последние установлены по направляющим 9 и посредством пружины 10 подпружинены к корпусу 7, в котором установлены центрирующие элементы, расположенные по окружности в нижней части, обращенной к базовой детали 11, и двуплечие рычаги 12. Каждый центрирующий элемент состоит из призмы 13 и пластины 14, между которыми размещена пружина 15, причем призма 13 подпружинена к корпусу 7 посредством пружины 16. Пластина 14 взаимодействует с поверхностью одного из рычагов 12. Корпус 7 расположен на ползуне 17 привода 18 (может быть установлен в руке манипулятора). В бункере 3 загрузочного устройства находятся винты 5, которые через питатель А посредством отсекателя 6 поочередно попадают между поддерживающими элементами 8. При помощи винта 19 к головке 1 крепится диск 20, по окружности которого смонтированы копиры 21. На наружной поверхности копира 21 имеются участки 22, 23 и 24. Участки 22 и 24 выполнены под углом к оси отвертки 2, а участок 23 имеет фасонную поверхность с чередующимися высту&
з
00
w
fcb ю
памп и впадинами, различными по высоте и шагу. Каждый копир имеет свои характеристики.выступов и впадин по высоте и шагу. Наружная поверхность каждого копира 21 имеет возможность вступить в контакт с по- верхностью одного из рычагов 12. Поворот рычага 12 на оси 25 ограничивается упором 26.
В исходной позиции головка 1 расположена в верхнем положении. Корпус 7 меха- низма досылки винтов 5 отведен от сборочной позиции и расположен под лотком питателя 4. Поддерживающие элементы 8 под действием пружин 10 смещены к центру. Каждая призма центрирующего эле- мента под действием пружины 16 отведена от центра, а пластина 14 упирается в дву- плечий рычаг 12, который повернут до упора 26.
Устройство работает следующим обра- зом.
Винт 5.из бункера 3 поступает по лотку питателя 4 в отверстие между поддерживающими элементами 8. а на позицию сборки подается базовая деталь 11, ось резьбового гнезда которой совпадает (в пределах допуска) с осью сборки. Между винтозавертыва- ющей головкой 1 и базовой деталью 11 приводом 18 подается корпус 7 механизма досылки винтов 5. Включается привод вин- тозавертывающей головки 1. При этом диск 20 с копирами 21, а также отвертка 2 перемещаются в сторону базовой детали 11. В контакт с участками 22 копира 21 вступают двуплечие рычаги 12. которые, поворачива- ясь вокруг оси 25, перемещают пластины 14 и призмы 13 к центру отверстия в детали 11, совмещая таким образом винт 5 с осью сборки, отвертка 2 попадает своей головкой в шлиц винта 5. Медленный поворот и пере- мещение отвертки 2 обеспечивают наживле- ние винта 5 в базовую деталь 11. После наживления винта 5 путевым включателем (на фигурах не показан) подается команда приводу вращения на увеличение скорости вращения отвертки 2 и, таким образом, вин- тозавертывающая головка 1 переключается на рабочий режим. При этом двуплечие рычаги 12 попадают на участки 24 копиров.
Это позволяет призмам 13 под действием пружин 16 отходить от центра, освобождая путь для прохождения головки винта 5. В то же время под давлением винтозавертываю- щей головки 1 отходят и поддерживающие элементы 8, В случае, если ось винта 5 не совпадает с осью гнезда базовой детали 11, участки 23 копира 21, проходя под рычагом
12, вызывают его колебательные движения различной частоты и амплитуды, которые передаются через пластины и призмы 13 собираемому винту 5. Учитывая, что на разных копирах выступы и впадины различны по высоте и выполнены с различным шагом, устройство обеспечивает широкий диапазон поисковых колебательных движений собираемому винту 5. После наживления винта 5 призмы 13 не перемещаются, а перемещаются лишь пластины 14, которые сжимают пружины 15. После завинчивания и затяжки винта 5 винтозавертывающая головка 1 переключается на обратный ход и механизм досылки винтов 5 занимает исходное положение. Готовое издепие снимается. Далее цикл повторяется.
Формула изобретения Устройство для сборки резьбовых соединений, содержащее корпус, устройство транспортирования винтов, подпружиненные центрирующие рычаги для удержания крепежного элемента и расположенный в корпусе привод вращения шпинделя с инструментом, причем подпружиненные центрирующие рычаги расположены по окружности в нижней части корпуса механизма с возможностью радиального перемещения, на каждом рычаге с одного конца расположен центрирующий элемент, а с другого конца - призма, при этом винтозавертывающая головка снабжена диском с расположенными по окружности копирами, каждый из которых имеет участки фасонной поверхности для взаимодействия с поверхностью соответствующего двуплечего рычага, отличающееся тем, что, с целью повышения надежности сборки, между призмой и рычагом установлена в направляющих подпружиненная к призме пластина.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1988 |
|
SU1537510A1 |
| Устройство для запрессовки | 1977 |
|
SU663524A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| Устройство для установки упорных колец | 1979 |
|
SU848246A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU929389A1 |
| Устройство для установки упорныхКОлЕц | 1979 |
|
SU831491A1 |
| Устройство для сборки деталей | 1978 |
|
SU740472A1 |
| Устройство для сборки деталей | 1978 |
|
SU732115A1 |
| Устройство для установки упорных колец | 1979 |
|
SU863302A1 |
| Устройство для сборки деталей | 1978 |
|
SU694348A1 |

Изобретение относится к технологическому оборудованию для сборки резьбовых соединений деталей машин, приборов, механизмов в различных областях техники. Цель изобретения - повышение надежности. Устройство содержит головку 1, бункер 3 для винтов 5 и механизм досылки винтов. В корпусе 7 механизма смонтированы поддерживающие элементы 8 и центробежные элементы, составленные из призмы 13, пружины 15 и пластины 14, взаимодействующей с двуплечим рычагом 12. В головке смонтирован диск 20 с копирами 21. В процессе наживления фасонные поверхности 22, 23, 24 копиров 21 обеспечивают центрирование винтов 5 и их перемещение до совпадения осей собираемых деталей. После наживления отвертка 2 завершает процесс соединения. 5 ил.
Ј гЩ
9-9
с
v-v
и
I
01
/аг 5
| Винтоверт | 1982 |
|
SU1098744A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
