Изобретение относится к металлообработке и может быть использовано при изготовлении червячных фрез.
Известен способ радиального затылования червячйых фрез, сущность которого за1 лю1 ается в придании инструменту второго порядка возвратно-поступательных движений затылования на каждый зуб заготовки червячной фрезы, согласованное с ее вращением и перемещением инструмента второго порядка вдоль оси червячной фрёзы j.
Недостатком известного способа является низкая точность затылуемых фрез.
Цель изобретения - повышение точности затылования.
Поставленная цель достигается тем, что согласно способу затылования червячной фрезе сообщают вращение вокруг своей оси, а инструменту второго порядка сообщают вращение и согласованное с вращением фрезы прямолинейное возвратно-поступательное перемепхепие На каждый зуб, причем в качестве инструмента используют абразивную ленту с червяком, который имеет модуль, равный модулю фрезы, направление витков, противоположное направлению витков фрезы, и угол установки, равный по величине углу установки фрезы, но противоположного знака, при этом ось червяка располагают параллельно оси фрезы и его врацение согласовывают с вращением фрезы, а ленте придают движение вдоль задней поверхности зуба фрезы.
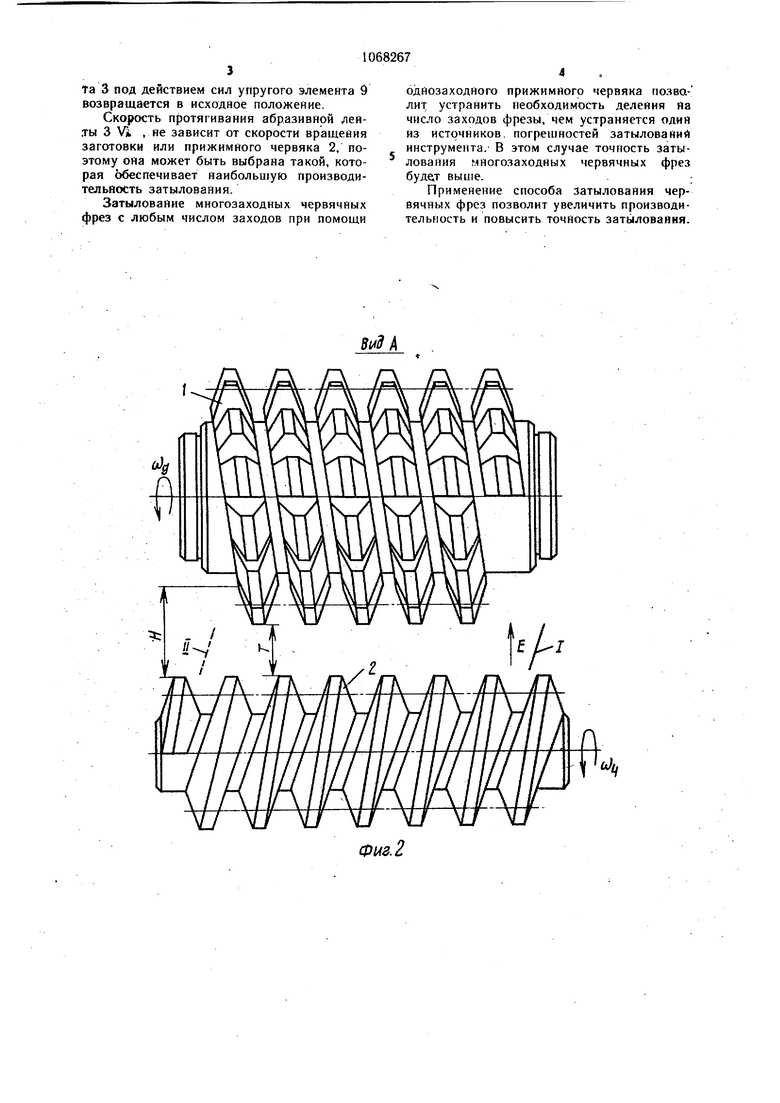
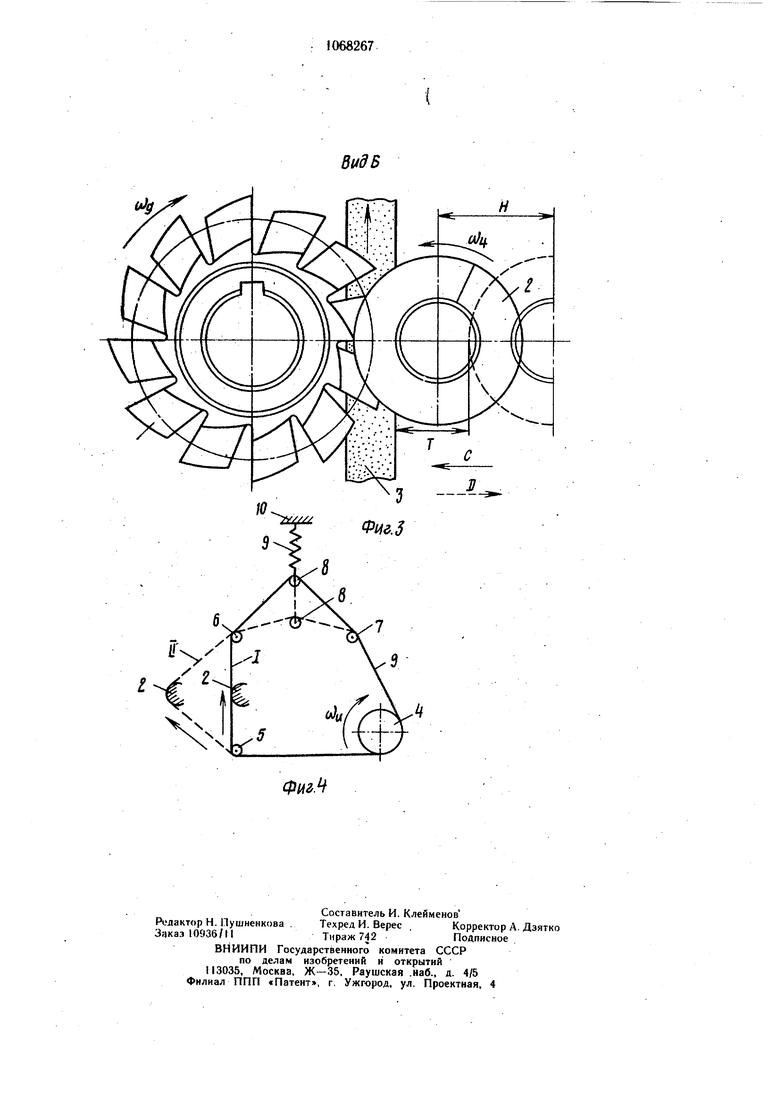
На фиг. 1 показана схема способа затылования червячных фрез; йа фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. I; на фиг. 4 - схема привода абразивной ленты.
Способ затылования состоит в следующем.
Заготовку червячной фрезы 1 равномерно вращают вокруг своей оси с угловой скоростыо. Прижимной червяк 2 того же модуля, что 1 фреза 1, ось вращения которого установлрна параллельно оси вращения фрезы 1, а угол установки выполнен равным по величине, но противоположным по знаку углу установки фрезы 1, вращают вокруг своей оси со скоростьюЫч, согласованно с вращением заготовки червячной фрезы 1. При этом червяк 2 имеет направление витков, противоположное направлению витков червячной фрезы 1. Абразивную ленту 3 прижимают к фрезе 1 прижимным червяком 2 }i протягивают со скоростью У,, снимая при этом с зубьев фрезы. 1 припуск на затылование. Прижимной червяк 2 с абразивной лентой 3 осуществляет относительно фрезы 1 движение затылования: рабочее движение затылования по стрелке С к оси фрезы 1 и отбой по стрелке D в обратном нагтравлении.
Область контакта прижимного червяка 2 с фрезой 1 перемещается вдоль оси последНей за счет обкаточного движения, свойственного зацеплению типа червяк - червяк, . что и обеспечивает обработку всех зубьев червячной фрезы, поскольку вместе с перемещением области контакта перемещается и абразивная лента 3.
В исходном положении фреза 1 и приЛимной червяк 2 отведены друг от друга (фиг. 2), абразивная лента 3 занимает положение I (на фиг. 2 показан след пересечения абразивной ленты плоскостью чертежа). Для осуществления затылования прижимной червяк 2 подводят по стрелке JE к фрезе I и прижимают к ней a6pa3HBHyfo ленту 3.
При согласованном вращении фрезы I и прижимного червяка 2 и одновременном осуществлении движений затылования C/D прижимным червяком 2 производится затылование одного зуба заготовки, а абразивная лента 3 постепенно перемещается из поло0 жения I в положение П, снимая при этом припуск поочередно со всех зубьев фрезы 1. Для повторения прохода затылования фрезу 1 и прижимной . червяк 2 разводят на величину Н, которая должн быть такой, чтобы в образовави)емся промежутке щирииой Т могла свободно перемещаться абразивная лента 3, не задевая при этом фрезу I или прижимной червяк 2. Первоначально отводится прижимной червяк 2 вместе с абразивной лентой 3 на величину. Не менее
Q глубины затылуемого профиля, после чего отводится только прижимной червяк 2 на .величину, не менее глубины витков своего профиля. Такая последовательность отвода . может быть просто осуществлена.
Возможный вариант кинематической схемы привода абразивной ленты показан на фиг. 4. Абразивная лента 3 получает движение от барабана 4, вращающегося со скоростьюши, и протягивается по роликам 58, причем один из роликов, (Например 8, связан через упругий элемент с корпусом 10 станка и выполняет функцию натяжного устройства. В качестве упругого элемента может быть использована пружина. В начальном положении абразивная лентз 3 занимает положение (фиг. 4).и контактирует с прижимным червяком 2. За счет обкаточного движения зона контакта прижимйого червяка 2 с абразивной лентой 3 перемещается вдоль оси червячной фрезы 1 (одновременно и вдоль оси прижимного червяка 2) и в конечный момент времени (после окончания затылования последнего по витку зуба фрезы I) занимает положение II, показанное на фиг. 4 пунктиром. При этом упругий элемент 9 деформируется, а ролик I перемещается в нижнее положение. При отводе червяка 2 рт фрезы 1 вместе с лентой 3, после останова отвода тенты 3 и отвода только червяка 2, абразивная лента 3 под действием сил упругого элемента Q возвращается в исходное положение.
Скорость протягивания абразивной ленты 3 Vi , не зависит от скорости вращейия заготовки или прижимного червяка 2, поэтому она может быть выбрана такой, которая обеспечивает наибольшую производительйость затылования.
Затылование многозаходных червячйых фрез с любым числом заходов при помощи
однозаходного прижимного червяка позвалит устранить необходимость деления на число заходов фрезы, чем устраняется одия из источников, погрешностей затылований инструмента. В этом случае точность затылования многозаходных червячных фрез выше.
Применение способа затылования червячных фрез позволит увеличить производительность и повысить точность затыловання.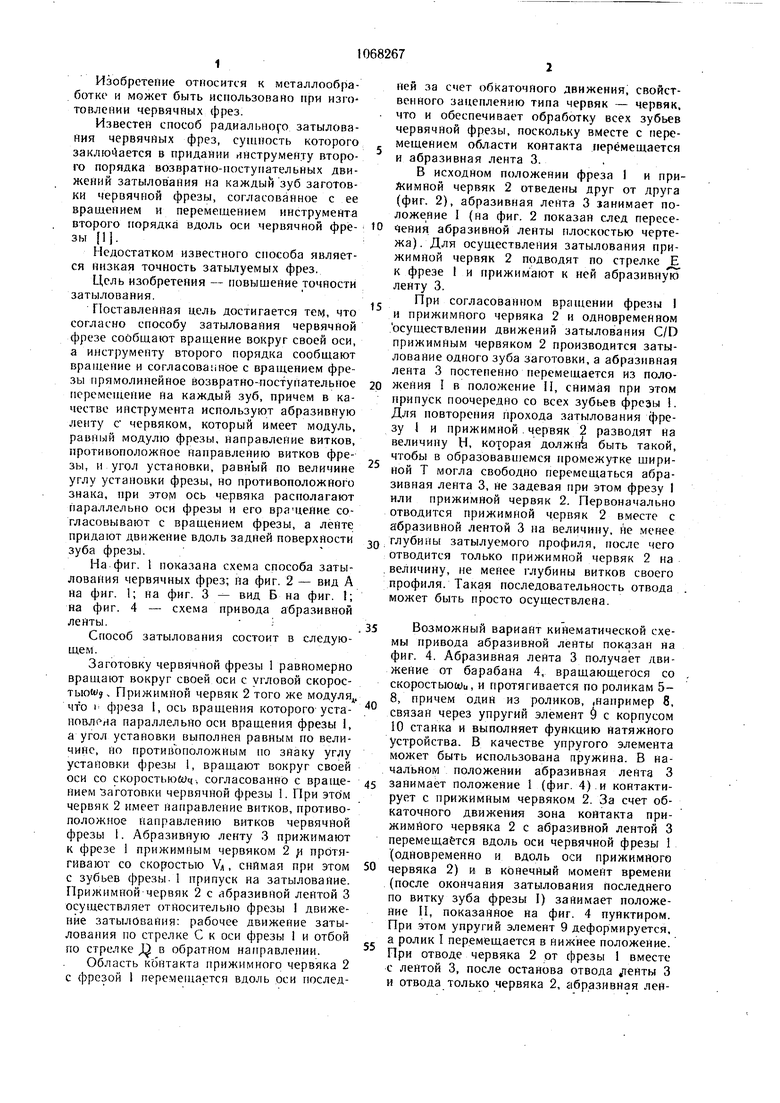
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования червячных фрез | 1984 |
|
SU1171287A2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ затылования конических червячных фрез | 1980 |
|
SU965728A1 |
| Устройство для затылования | 1983 |
|
SU1146134A1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| Устройство для затылования | 1983 |
|
SU1117127A2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
СПОСОБ ЗАТЫЛОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ, при котором червячной фрезе сообщают вращение вокруг своей оси, а 1йструменту второго порядка сообщают вращение и согласованное с вращением фрезы прямолинейное возвратно-поступательное перемещение на каждый зуб, отличающийся тем, что, с целью повышения точности затылования, в качестве инструмента используют абразивную ленту с червяком, который имеет модуль, равный модулю фрезы, направление витков, противоположное направлению витков фрезы, и угол установки, равный по величине углу установки фрезы, но противоположного знака, при этом ось червяка располагают параллельно оси фрезы и его вращение согласовывают с вращением фрезы, а ленте придают движение вдоль задней поверхности зуба фрезы. Q S (Л а 00 1C о 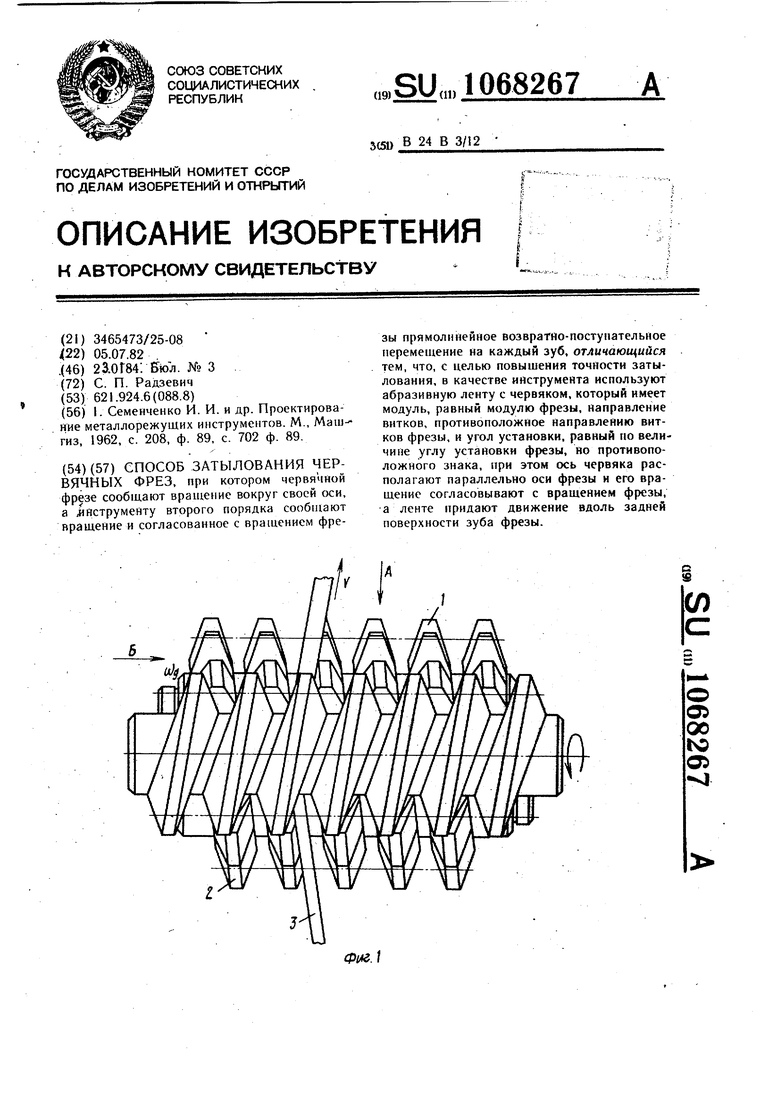
(
ФИ2.2
Фиг.
и
| I | |||
| Семенченко И | |||
| И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| М Машгиз, 1962, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| с | |||
| 702 ф | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
