Изобретение относится к металлообработке и может быть использовано при изготовлении червячных фрез.
По основному авт. св. № 1068267 известен способ затылования червячных фрез, согласно которому червячной фрезе сообщают вращение вокруг своей оси, а инструменту второго порядка придают вращение и согласовап1;|ре;.с рращением фрезы прямолинейное- возвратно-поступательное перемещение на каждый зуб затылуемого инструмента. В качестве инструмента второго порядка используют абразивную ленту с прижимным червяком, который имеет модуль, равный модулю фрезы, направление витков, противоположное направлению витков червячной фрезы и угол установки, равный по величине углу установки фрезы, но противоположного знака. При этом ось вращения прижимного червяка располагают параллельно оси вращения червячной фрезы, его вращение согласовывают с вращением фрезы, а ленте придают движение вдоль задней поверхности зуба фрезы 1.
Недостатками известного способа затылования являются низкая производительность и плохое качество обработки.
Цель изобретения - увеличение производительности и качества обработки при затыловапии червячных фрез.
Поставленная цель достигается тем, что согласно способу затылования червячных фрез, вращающихся вокруг своей оси, инструментом второго порядка, в виде снабженного абразивной лентой прижимного червяка,имеющего модуль, равный модулю фрезы, направление витков, противоположное направлению витков фрезы и угол установки, равный по величине углу установки фрезы, но противоположный по направлению, используют несколько абразивных лент с различной зернистостью, которые смещают одна относительно другой по прижимному червяку на величину осевого щага, а движение лент вдоль задней поверхности зубьев фрезы осуществляют с различными скоростями, при этом абразивным лентам с меньщей зернистостью сообщают движения с больщими скоростями.
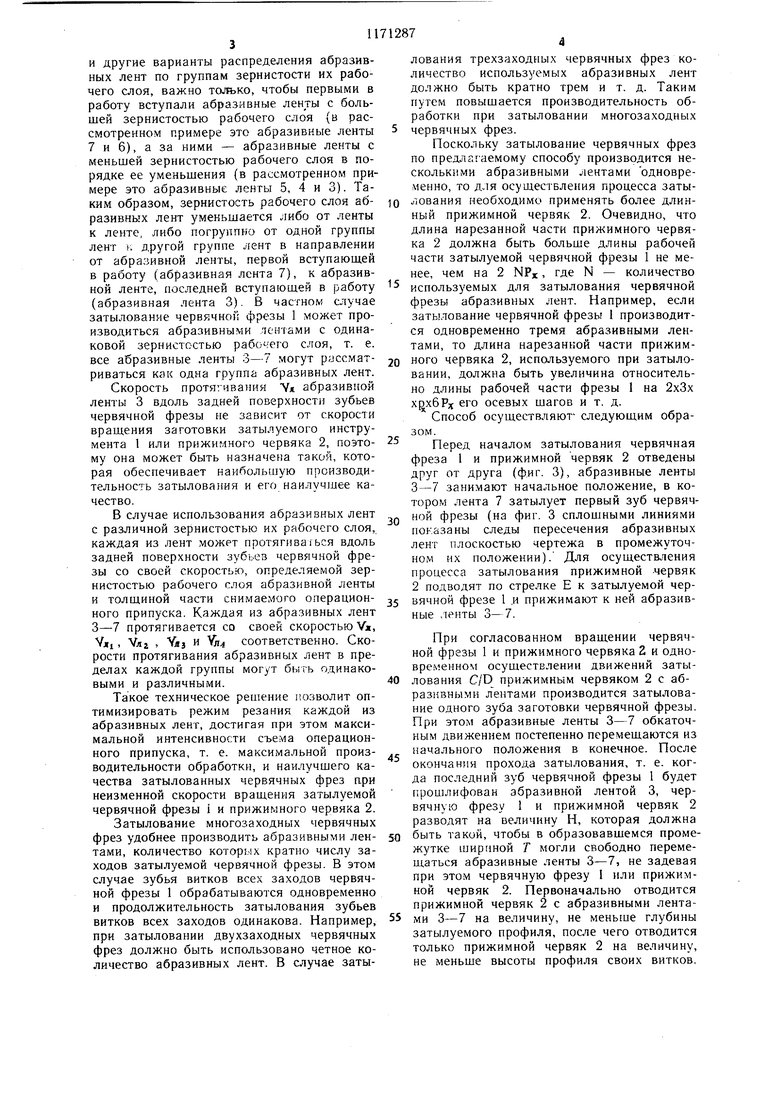
На фиг. 1 показана схема способа затылования червячных фрез- на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Способ затылования червячных фрез заключается в следующем.
Заготовку червячной фрезы 1 равномерно вращают вокруг своей оси с угловой скоростью сОд. Прижимной червяк 2 того же модуля, что и червячная фреза 1, ось вращения которого установлена параллельно оси вращения фрезы 1, а угол установки выполнен равным по величине, но противоположным по знаку углу установки червячной фрезы 1, вращают вокруг своей оси с
угловой скоростью ct)4 , согласованно с вращением заготовки червячной фрезы 1. При этом прижимной червяк 2 имеет направление БИТКОВ, противоположное направлению витков червячной фрезы 1. Абразивную ленту 3 прижимают к задней поверхности зубьев червячной фрезы 1 прижимным червяком 2 и протягивают вдоль задней поверхности ее зубьев со скоростью Уд, снимая при этом с зубьев фрезы 1 припуск на заты0 лование или его часть. Прижимной червяк 2 с абразивной лентой 3 осуществляет относительно червячной фрезы. 1 движение затылования: рабочий ход движения затылования по стрелке С к оси вращения червячной фрезы 1 и холостой ход движения затылования (отбой) по стрелке D в обратном направлении.
Перемещать инструмент второго порядка (прижимной червяк 2 с абразивной лентой 3) вдоль оси вращения затылуемой червячной фрезы не надо. Область контакта прижимного червяка с зубьями червячной фрезы 1 перемещается вдоль оси последней за счет обкаточного движения, свойственного воспроизводимому при затыловании станочному зацеплению типа червяк-чер вяк, что и обеспечивает обработку всех зубьев червячной фрезы 1 при ее вращении вокруг своей оси, поскольку вместе с перемещением области контакта перемещается и образивная лента 3.
Q Затылование производят одновременно несколькими абразивными лентами 3-7, количество которых всегда не менее двух и которые смещают друг относительно друга в осевом направлении затылуемой червячной фрезы 1 по прижимному червяку на
5 величину одного ее осевого Р.
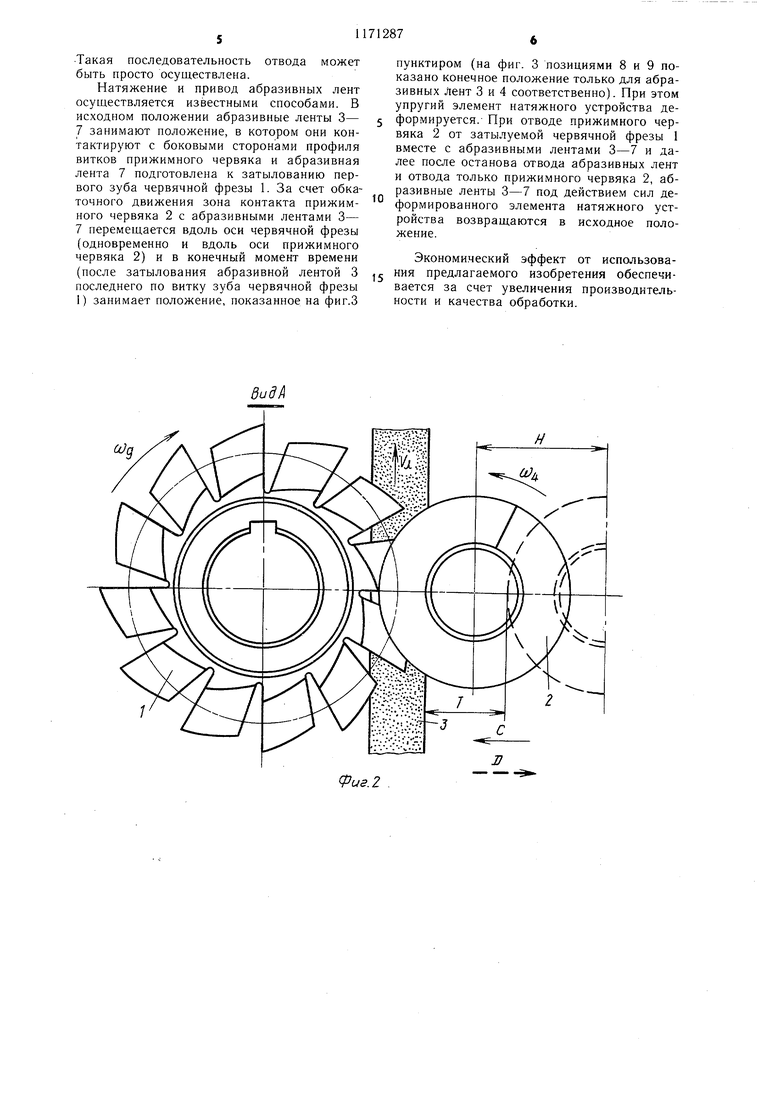
Затылование червячной фрезы 1 производят абразивными лентами с различной зернистостью рабочего слоя, погруппно установленных последовательно друг за другом 0 в порядке уменьщения зернистости рабочего слоя. Причем первыми в работу должны вступать абразивные ленты с большей зернистостью рабочего слоя, а за ними - абразивные ленты с меньщей зернистостью рабочего слоя. Если Затылование червячной фрезы 1 производится пятью абразивными лентами 3-7 (фиг. 3), распределение абразивных лент погруппно по зернистости рабочего слоя может быть осуществлено, например, так. Абразивные ленты 6 и 7 имеют рабочий слой с наиболее крупными зернами абразива. Зернистость абразива рабочего слоя лент 4 и 5 меньше, а абразивной ленты 3 - наименьшая. При этом абразивные ленты 6 и 7 снимают основную часть операционного припуска, абразивные ленты
4 и 5 производят получистовую обработку заданных поверхностей зубьев червячной фрезы 1, а абразивная лента 3 - финишное Затылование зубьев фрезы . Возможны
и другие варианты распределения абразивных лент по группам зернистости их рабочего слоя, важно только, чтобы первыми в работу вступали абразивные ленты с большей зернистостью рабочего слоя (в рассмотренном примере это абразивные ленты 7 и 6), а за ними - абразивные ленты с меньшей зернистостью рабочего слоя в порядке ее уменьшения (в рассмотренном примере это абразивные ленты 5, 4 и 3). Таким образом, зернистость рабочего слоя абразивных лент уменьшается либо от ленты к ленте, либо погруппно от одной группы лент к другой группе лент в направлении от абразивной ленты, первой вступающей в работу (абразивная лента 7), к абразивной ленте, последней вступаюшей в работу (абразивная лента 3). В частном случае затылование червячной фрезы 1 может производиться абразивными лентами с одинаковой зернистостью рабочего слоя, т. е. все абразивные ленты 3-7 могут рассматриваться как одна группа абразивных лент.
Скорость протягивания у абразивной ленты 3 вдоль задней поверхности зубьев червячной фрезы не зависит от скорости вращения заготовки затылуемого инструмента 1 или прижимного червяка 2, поэтому она может быть назначена такой, которая обеспечивает наибольшую производительность затылования и его наилучшее качество.
В случае использования абразивных лент с различной зернистостью их рабочего слоя, каждая из лент может протягиваться вдоль задней поверхности зубьев червячной фрезы со своей скоростью, определяемой зернистостью рабочего слоя абразивной ленты и толщиной части снимаемого операционного припуска. Каждая из абразивных лент 3-7 протягивается со своей скоростью Y«, Vjii, Ул2 , Улз и Ул4 соответственно. Скорости протягивания абразивных лент в пределах каждой группы могут быть одинаковыми и различными.
Такое техническое решение позволит оптимизировать режим резания каждой из абразивных лент, достигая при этом максимальной интенсивности съема операционного припуска, т. е. максимальной производительности обработки, и наилучшего качества затылованных червячных фрез при неизменной скорости вращения затылуемой червячной фрезы i и прижимного червяка 2.
Затылование многозаходных червячных фрез удобнее производить абразивными лентами, количество которых кратно числу заходов затылуемой червячной фрезы. В этом случае зубья витков всех заходов червячной фрезы 1 обрабатываются одновременно и продолжительность затылования зубьев витков всех заходов одинакова. Например, при затыловании двухзаходных червячных фрез должно быть использовано четное количество абразивных лент. В случае затылования трехзаходных червячных фрез количество используемых абразивных лент должно быть кратно трем и т. д. Таким путем повышается производительность обработки при затыловании многозаходных 5 червячных фрез.
Поскольку затылование червячных фрез по предлагаемому способу производится несколькз.ми абразивными лентами одновременно, то д,1я осуществления процесса заты0 лования необходимо применять более длинный прижимной червяк 2. Очевидно, что длина нарезанной части прижимного червяка 2 должна быть больше длины рабочей части затылуемой червячной фрезы 1 не менее, чем на 2 NPj, где N - количество
используемых для затылования червячной фрезы абразивных лент. Например, если затылование червячной фрезы 1 производится одновременно тремя абразивными лентами, то длина нарезанной части прижимного червяка 2, используемого при затыловании, должна быть увеличина относительно длины рабочей части фрезы 1 на 2хЗх х эхбРз его осевых шагов и т. д.
Способ осуществляют- следующим образом.
Перед началом затылования червячная фреза 1 и прижимной червяк 2 отведены друг от друга (фиг. 3), абразивные ленты 3-7 занимают начальное положение, в котором лента 7 затылует первый зуб червячQ ной фрезы (на фиг. 3 сплошными линиями показаны следы пересечения абразивных лент плоскостью чертежа в промежуточном их положении). Для осуществления процесса затылования прижимной -червяк 2 подводят по стрелке Е к затылуемой червячной фрезе 1 и прижимают к ней абразивные 1рнты 3-7.
При согласованном вращении червячной фрезы 1 и прижимного червяка Е и одновременном осуществлении движений заты0 лования C/D прижимным червяком 2 с абраз15вными лентами производится затылование одного зуба заготовки червячной фрезы. При это.м абразивные ленты 3-7 обкаточным движением постепенно перемещаются из начального положения в конечное. После окончания прохода затылования, т. е. когда последний зуб червячной фрезы 1 будет прошлифован абразивной лентой 3, червячную фрезу 1 и прижимной червяк 2 разводят на величину Н, которая должна
0 быть такой, чтобы в образовавшемся промежутке шириной Т могли свободно перемещаться абразивные ленты 3-7, не задевая при этом червячную фрезу I или прижимной червяк 2. Первоначально отводится прижимной червяк 2 с абразивными лентами 3-7 на величину, не меньгпе глубины затылуемого профиля, после чего отводится только прижимной червяк 2 на величину, не меньше высоты профиля своих витков.
Такая последовательность отвода может быть просто осуществлепа.
Натяжение и привод абразивных лент осуществляется известными способами. В исходном положении абразивные ленты 3- 7 занимают положение, в котором они контактируют с боковыми сторонами профиля витков прижимного червяка и абразивная лента 7 подготовлена к затылованию первого зуба червячной фрезы 1. За счет обкаточного движения зона контакта прижимного червяка 2 с абразивными лентами 3- 7 перемещается вдоль оси червячной фрезы (одновременно и вдоль оси прижимного червяка 2) и в конечный момент времени (после затылования абразивной лентой 3 последнего по витку зуба червячной фрезы 1) занимает положение, показанное на фиг.З
пунктиром (на фиг. 3 позициями 8 и 9 показано конечное положение только для абразивных лент 3 и 4 соответственно). При этом упругий элемент натяжного устройства деформируется.- При отводе прижимного червяка 2 от затылуемой червячной фрезы 1 вместе с абразивными лентами 3-7 и далее после останова отвода абразивных лент и отвода только прижимного червяка 2, абразивные ленты 3-7 под действием сил деформированного элемента натяжного устройства возвращаются в исходное положение.
Экономический эффект от использоваJ5 ния предлагаемого изобретения обеспечивается за счет увеличения производительности и качества обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования червячных фрез | 1982 |
|
SU1068267A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Устройство для затылования | 1983 |
|
SU1146134A1 |
| Устройство для затылования | 1980 |
|
SU1009615A1 |
| Устройство для затылования | 1983 |
|
SU1117127A2 |
| Способ затылования фрез | 1979 |
|
SU848290A1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
СПОСОБ ЗАТЫЛОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ по авт. сз. № 1068267, отличающийся тем, что, с целью увеличения производительности и качества обработки, затылование проводят несколькими абразивными лентами с различной зернистостью, которые с.мещают по прижимному червяку одна относительно другой на величину осевого шага, а движения лент вдоль задней поверхности зубьев фрезы осуществляют с различными скоростями, при этом абразивным лентам с меньшей зернистостью сообщают движение с большими скоростями. (Л ю 00 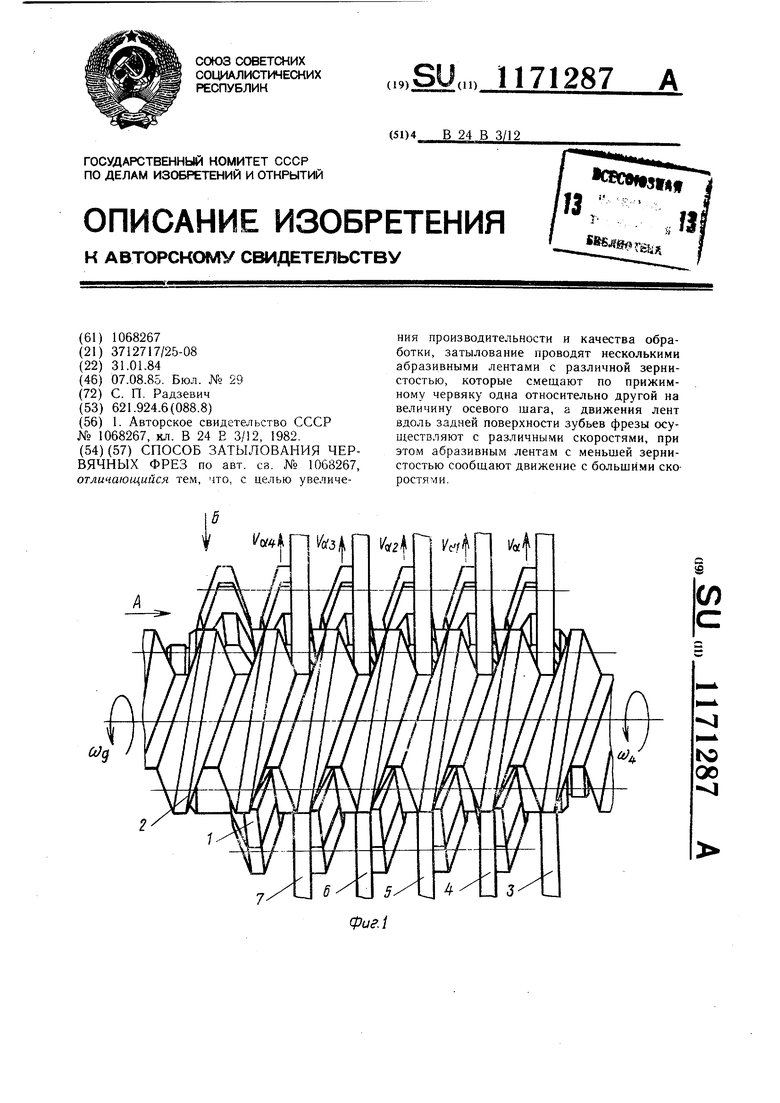
Фиг. 2 .
Рх . Рд
(Ji
Вид Б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ затылования червячных фрез | 1982 |
|
SU1068267A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
