Изобретение относится к инструментальному производству и может быть использовано при изготовлении затыпованных, дисковых, гребенчатых и червячных фрез, а также фасонных резцов.
Цель изобретения - повышение точности затылования за счет жесткого закрепления инструмента второго порядка, упрощение кинематики способа за счет жесткого закрепления инструмента второго порядка и расширение его технологических возможностей |Путем дополнительного вращения затыпуемой фрезы.
На чертеже показана схема затылования фрез.
Затьшование фрезы 1 производят инструментом второго порядка, например шлифовальным кругом 2, равномерно вращающимся вокруг своей неподвижной оси 0ц с угловой скоростью СОц смещенной относительно оси фрезы О.. Затыпуемая фреза 1 равномерно вращается вокруг своей оси Оя с угловой скоростью Wn. Кроме того, фрезе 1 придают дополнительное вращение с угловой скоростью Wj вокруг оси Oj, параллельной оси On фрезы 1 и отстоящей от нее на величину эксцентриситета Н. Величина эксцентриситета Н должна быть не менее величины затыпования К (Н К) . Направление дополнительного вращения фрезы 1 вокруг оси Oj с угловой скоростью СЗ. то же, что и направление вращения фрезы вокруг своей оси Ов с угловой скоростью We.
Формирование затыпованной задней поверхности зубьев фрезы 1 рассмотрим на примере образования кривой затылования 3. В произвольной точке, А кривой затылования 3 вектор результирующей скорости движения фрезы 1 и шлифовального круга 2 друг относительно друга должен быть касательным к линии затылования 3. В относительном движении точка А вращается
вокруг оси О а. с УГЛОВОЙ СКОРОСТЬЮ СЗ
приобретая при этом линейную скорость Va и вокруг оси Од С УГЛОВОЙ
скоростью Cjj, определякяцей величину линейной скорости Vj.Векторная разность скоростей является вектором скорости v сближения осей вращения фрезы 1 и шлифовального круга 2, от которой зависит величина заднего угла ot ц. Совокупность двух движений со скоростями V и V определяет кривую затылования 3, к которой касателен вектор результирующей скорости резания, равнь
векторной сумме скоростей V и Vj . Затылованная задняя поверхность фрезы 1 является совокупностью подобных кривых затылования i 1В точке А вектор скорости V в принципе может иметь противоположное направление Vj (пунктир). В этом случае для затылования фрезы ее необходимо вращать в противоположную сторону. Кинематика способа затылования фрез в этом случае аналогична рассмотренной, направления движений показаны пунктиром и обозначен,ы штрихами.
Для перехода от обработки одного зуба фрезы 1 к обработке следукщёго зуба при выходе обрабатываемого зуба фрезы 1 из контакта со шлифовальным кругом 2 скорости вращения фрезы вокруг осей On и Oj (скорости холостого хода) следует изменить до подхода к шлифовальному кругу 2 следующего зуба фрезы 1.
Если затыпуемая фреза 1 вращается вокруг осей О. и Oj с угловыми
0 скоростями и (Зз соответственно, то после окончания обработки одного зуба и выхода шлифовального круга 2 из контакта с ним скорость холосто-, го хода ее вращения в направлении
5 э увеличивают, а за это время . фреза 1 должна повернуться вокруг оси Oj на один зуб, после чего цикл обработки повторяется.
Если затылуемая фреза 1 вращается
0 вокруг осей О а, и О, с угловыми
Wj соответствен-
скоростями W
но, то после окончания обработки одного зуба фрезы 1 и выхода шлифовального круга 2 из контакта с ним фрезу 1 продолжают медленно вращать вокруг оси Oj в направлении скорости Wj, а направление вращения вокруг оси 0« изменяют на противоположное. При этом в этом направлении
0 фрезу 1 медленно вращают до удаления ее от шлифовального круга 2, а после этого скорости холостых ходов вращения фрезы 1 увеличивают и подводят в зону обработки следующий
5 зуб, и цикл обработки повторяется.
Затьшование фрез может производиться не только шлифовальным кругом 2, но и инструментом второго порядка
31
других типов: установленным вместо шлифовального круга неподвижным резцом, вращающейся дисковой фрезой или зуборезным долбяком. В последнем случае для осуществления движения обкатки долбяк должен иметь вращение вокруг своей оси, согласованное с перемещением вдоль оси затылуемой фрезы.
При затыповании червячных фрез инструмент второго порядка перемещают вдоль оси затыпуемого инструмента (нормально плоскости чертежа) , . согласованные с аго вращением вокруг оси Од. Для реализации способа за.тыпования фрез затыпуемый инструмент можно равномерно вращать в центрах затыповочного станка, которые установлены во вращаинцихся эксцентриках. Скорость вращения эксцентриков при затыповании может быть либо постоянной, либо переменной.
Переменная скорость вращения эксцентриков может быть получена от системы программного управления, например числового (ЧПУ). Это позволяет получать любую наперед заданную форму кривой затыпования, в связи с чем появляется возможность стабилизировать точность ин46124
струмента по мере его переточек. Определение характера переменной скорости вращения эксцентриков может быть осуществлено по заданной 5 форме кривой затыпования с использованием методики профилирования кулачковых механизмов.
Придание фрезе 1 вращения вокруг оси Oj дает возможность отказаться
10 от кулачков затыпования, а различные величины задних углов затылуемого инструмента получать путем изменения величины эксцентриситета .Н и соотношения скоростей вращения
5 фрезы 1 вокруг Од и О,.
Кинематика способа затыпования более проста, так как включает толь, ко два вращения, что выгоднее, чем вращение и возвратно-поступательное
0 движение. При этом появляется возможность при тех же затратах средств повысить жесткость станка, а это . способствует повышению точности затыпования.
5 Вращение фрезы вокруг оси 0 с переменной скоростью расширяет технологические возможности способа и позволяет стабилизировать точность затыпованного инструмента по мере
0 переточек последнего.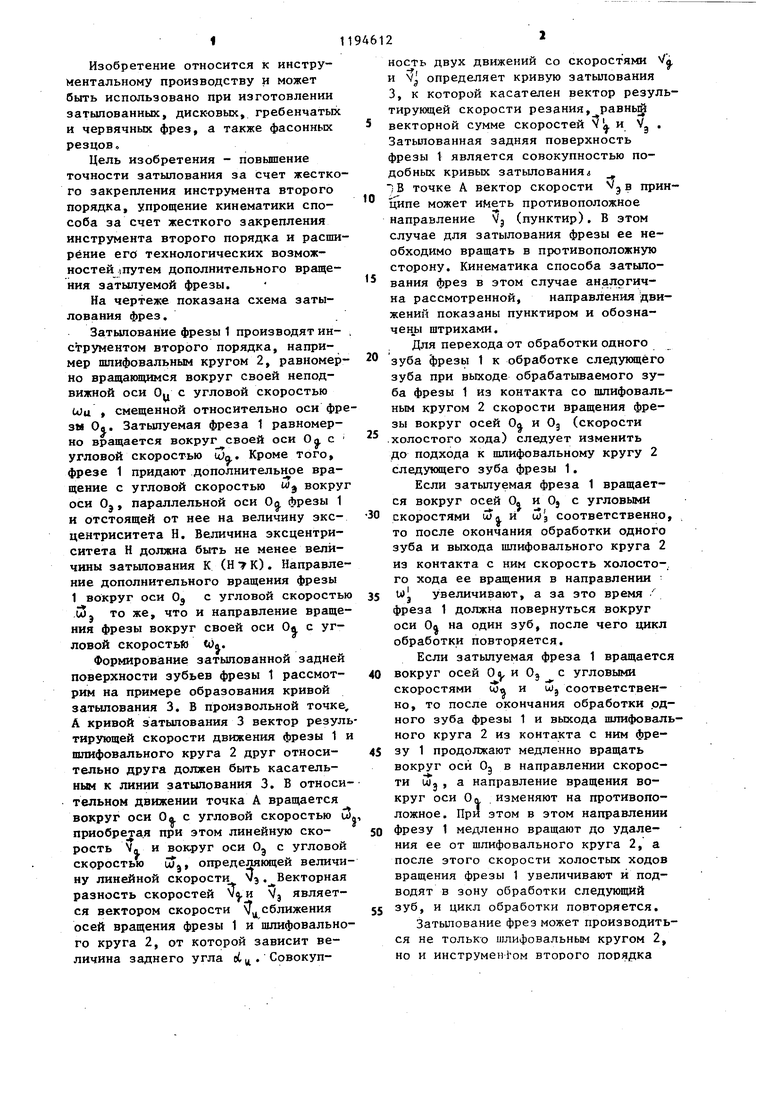
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования червячных фрез | 1986 |
|
SU1335425A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Устройство для затылования | 1983 |
|
SU1146134A1 |
| Способ заточки червячных фрез | 1984 |
|
SU1240548A2 |
| Способ затылования фрез | 1979 |
|
SU848290A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Устройство для затылования | 1983 |
|
SU1117127A2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ затылования червячных фрез | 1984 |
|
SU1171287A2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
1. СПОСОБ ЗАТЫЛОВАНИЯ ФРЕЗ, по которому эатьтуемую фрезу равномерно вращают вокруг своей оси,а инструмент второго порядка смещают относительно оси фрезы, отличающийся тем, что, с целью повьопения точности затылования и упрощения кинематики способа, инструмент второго порядка жестко закрепляют, а затылуемой фрезе сообщают дополнительное, совпадающее с основнь вращение вокруг оси, параллельной оси фрезы. 2.Способ по п.1, отличающий с я тем, что загылуемую фрезу вращают передней поверхностью зубьев в направлении сближения с инструментом второго порядка 3.Способ по П.1, отличаю- щ и и с я тем, что затылуемую фрезу вращают задней поверхностью зубьев в направлении сближения с инструментом второго порядка. 4.Способ по пп.1-3, отличающийся тем, что, с целью (Л расширения технологических возможностей, вращение затылуемой фрезы вокруг дополнительной оси производят с переменной скоростью. со 4 О) ISD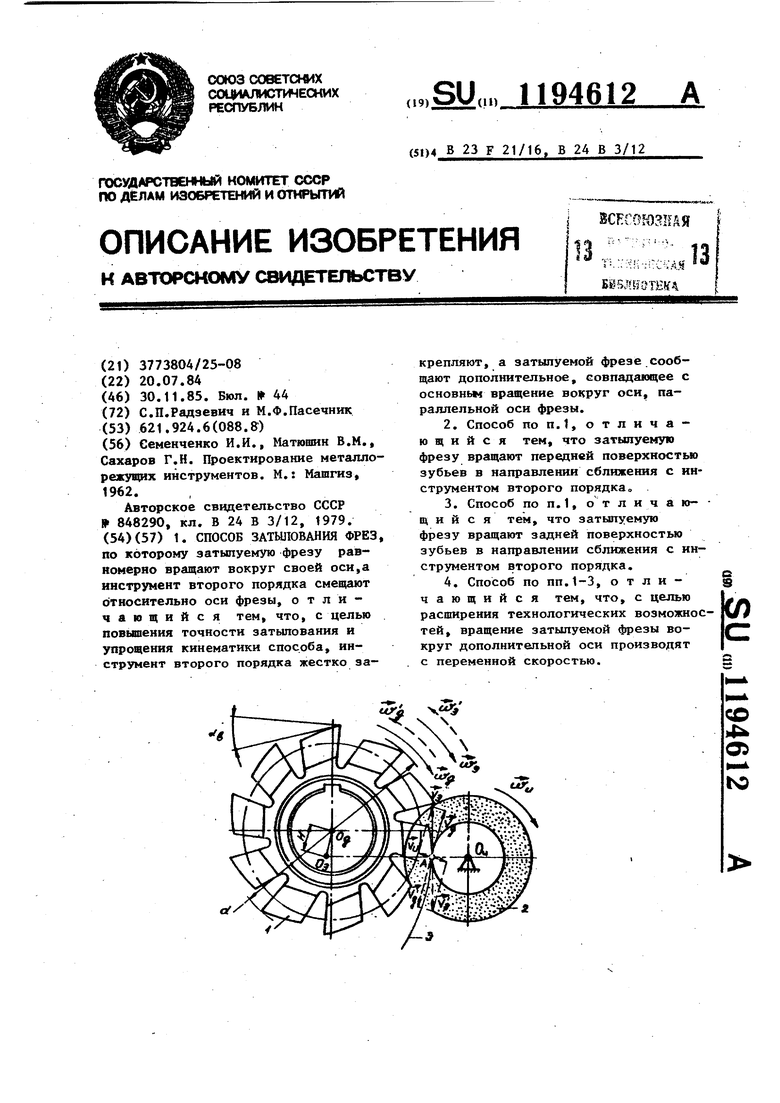
| Семенченко И.И., Матюшин В.М., Сахаров Г.Н | |||
| Проектирование металлорежув их инструментов | |||
| М.: Машгиз, 1962 | |||
| Способ затылования фрез | 1979 |
|
SU848290A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
